FX-3R_QA表.pdf - 第81页
QA表 NO. 1/ 1 机种 限动器片定位 1. 将限动器的位置调整到与基准侧轨道接触的位置,预先松开限动器片的螺丝。 2. 将传送轨道宽度变更到最大基板尺寸,在“MS参数”→“调整确认”→“限动器装配调整”中设置。 3. 对要测定的位置选择“上端”“下端”,OCC照相机即会移动到限动器位置,在画面上识别好限动器后, 1. 从OCC照相机向限动器片方向的偏移 1mm以下 将限动器的位置调整到画面的中心并临时紧固。 4. 选择要测定位置…
QA表 NO. 1/1
机种
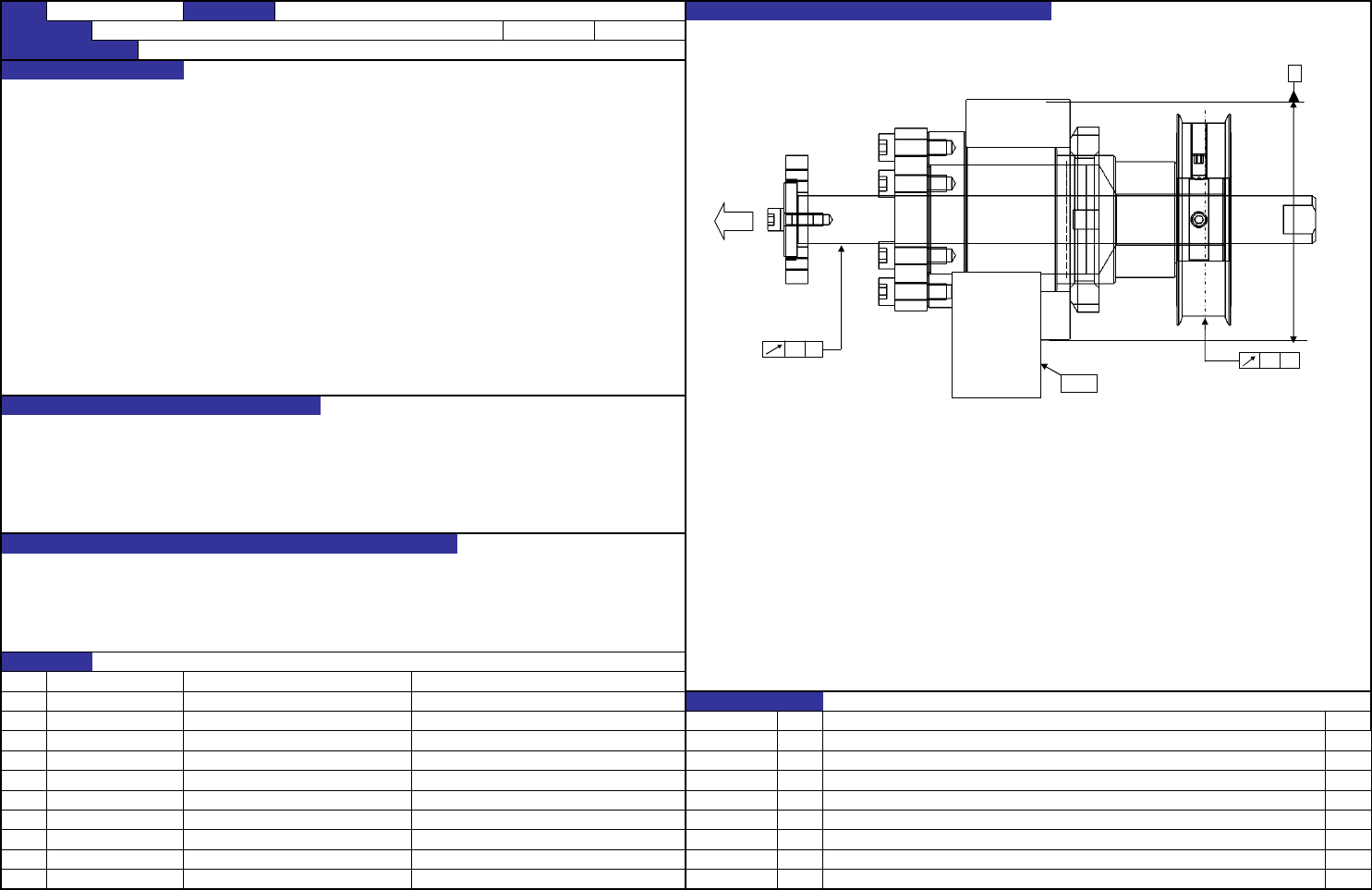
轴承套筒的振摆调整
1. 将轴承部放置于V形铁上,让千分表碰靠链轮横宽中央部的齿顶,一面慢慢地旋转一面测定振摆。
2. 用千分表测定滚珠螺杆的转轴部。
1. 轴承和滚珠螺杆的直线度 0.1以下
2. 轴承和链轮的直线度 0.1以下
1. 减轻对滚珠螺杆的应力
2. 减轻BU台上升时的工作台、滚珠螺杆的应力
1. 如轴承和链轮的振摆很大,会发生同步皮带脱离齿轮、与法兰盘接触造成皮带寿命缩短、链轮脱落。
2. 如轴承和滚珠螺杆的振摆增大,当工作台上升时(滚珠螺杆旋转时)会増加負荷,影响工作台上升的稳定性、
工作台上表面的平面度、滚珠螺杆的寿命。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【5】-31
内容
40092067 TIMING_BELT_BU_XL
40000926 TIMING_PULLEY_B
日期
40000923 BU_BALL_SCREW
变更履历
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
FX-3R XL 装置名称 基板传送 确认方法及调整方法(故障处理方法)
V形铁
A
0.1 A
0.1 A
QA表 NO. 1/1
机种
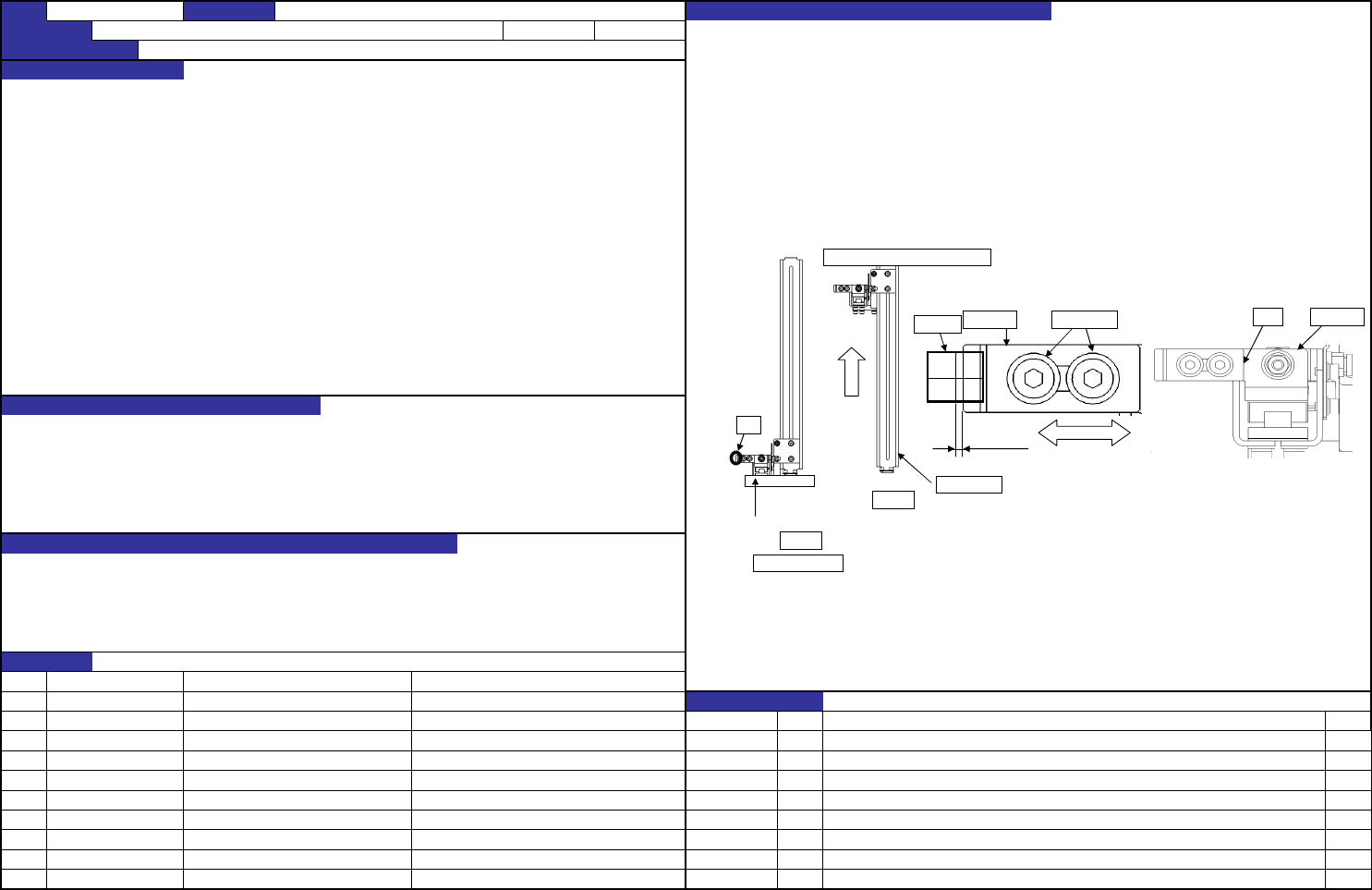
限动器片定位
1. 将限动器的位置调整到与基准侧轨道接触的位置,预先松开限动器片的螺丝。
2. 将传送轨道宽度变更到最大基板尺寸,在“MS参数”→“调整确认”→“限动器装配调整”中设置。
3. 对要测定的位置选择“上端”“下端”,OCC照相机即会移动到限动器位置,在画面上识别好限动器后,
1. 从OCC照相机向限动器片方向的偏移 1mm以下 将限动器的位置调整到画面的中心并临时紧固。
4. 选择要测定位置的另一方,将限动器的位置调整到画面的中心并临时紧固。
2. 限动器片位置即使进行Y方向的调整,也应位于OCC照相机的中心。 5. 如限动器端部未处于OCC中心,再次进行调整。
6. 如限动器片的位置前后不合,要调整限动器轨道,再次进行第3~5项的调整。
7. 调整值应为从OCC照相机中心到限动器片侧隔1mm。
8. 调整后,在限动器臂上划出限动器片端部的位置。
1. 基板定位精度
2. 确保贴片范围
1. 如限动器片位置从OCC照相机向X方向偏移,基板会偏离到Head运行范围之外而不能再进行贴片。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【5】-32
内容
40092036 STOPPER_LANE_A_280_XL
40092035 STOPPER_LANE_B_280_XL
40092034 STOPPER_SUPPORT_PLATE_B_280_XL
40046967 STOPPER_ARM_A
日期
40046971 STOPPER_ARM_B
40046972 STOPPER_CHIP_B
变更履历
货号 品名 有关质量特性
对象元件
FX-3R XL 装置名称 基板传送 确认方法及调整方法(故障处理方法)
功能名称
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
OCC视野
调整用螺丝
1mm以下
限动器片
基准侧
使与轨道接触。
OCC
基准侧
限动器最大活动位置(280mm)
限动器通道
划线 限动器臂
QA表 NO. 1/1
机种
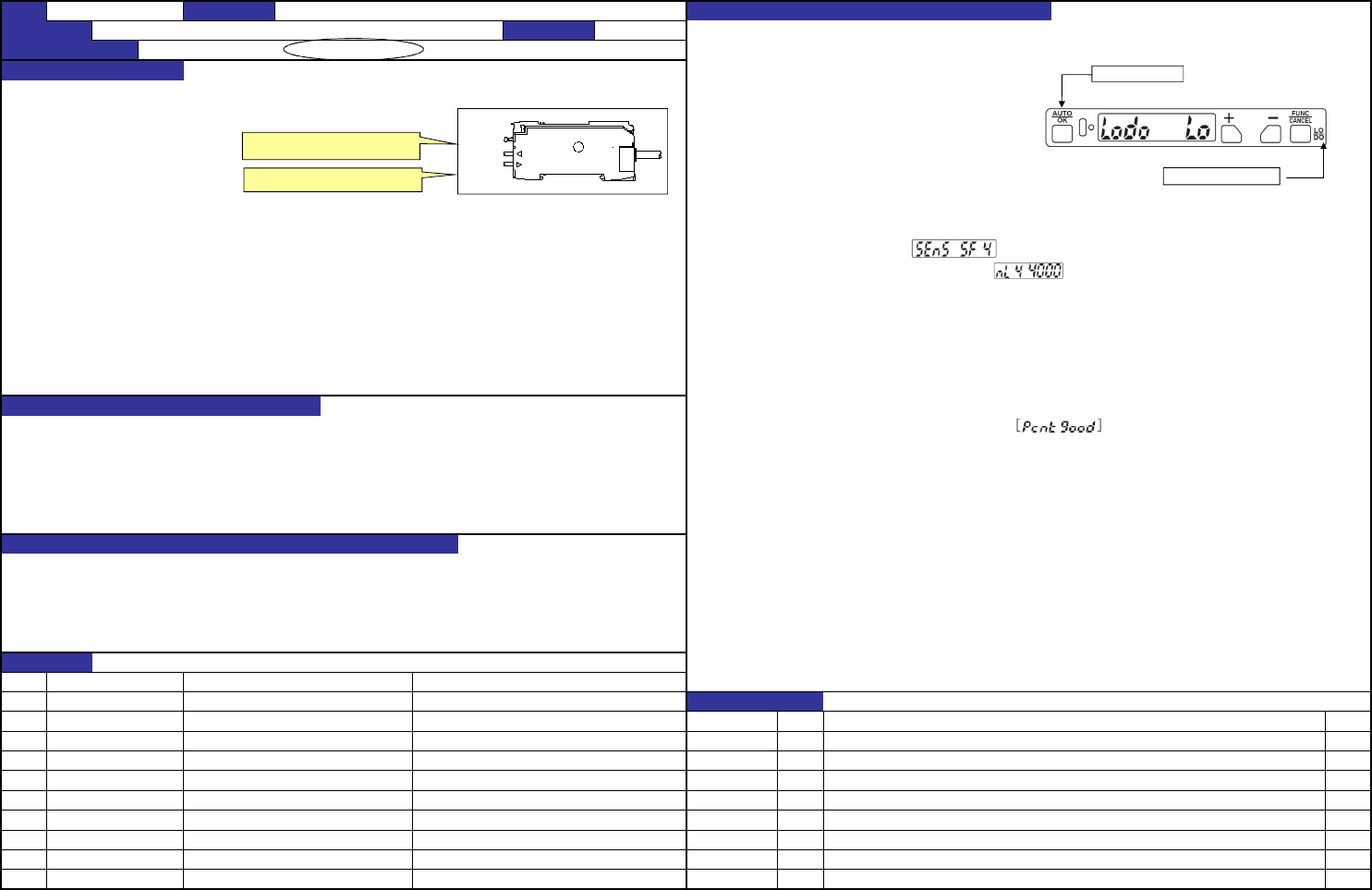
基板位置的识别(WAIT, STOP, C-OUT传感器关系)
1. 变更输出切换设定(LO→DO)
WAIT、STOP、C-OUT传感器放大器设定(每台6个)
在入光时输出为ON(LO)和遮光时输出为ON(DO)之间切换。
① 请按[FUNC/CANCEL]按键并保持3秒钟以上。
1. 变更输出切换设定(LO→DO)
② 请用[+
]或[-]按键选择LO/DO。
③ 按[AUTO/OK]按键则切换完成。
2. 变更传感类型(SF 4 → nL 4)
3. 百分比调谐设定值:60% 2. 变更传感类型(SF 4 → nL 4)
设定响应时间和检测时间。
① 按[FUNC/CANCEL]按键,显示 。
注
在将新光纤电缆连接到传感器放大器之前,请务必使用附件
② 按[AUTO/OK]按键,并使用[+]或[-]按键选择 ,然后按[AUTO/OK]按键。
切割器切割新光纤电缆的尖端(以稳定光量)。
③ 按[FUNC/CANCEL]按键。
基本上,只切割尖端,并将多余的光纤电缆整齐地捆扎成圆形。
3. 百分比调谐设定值:60%
设定百分比调谐比率。
① 按[AUTO/OK]按键。
② 使用[+]或[-]按键将阈值电平比率设定为60%。
1. 确保传感器正确检测 ③ 按[AUTO/OK]按键。调谐完成后,请确认已显示 。
2. 确保传感器的正常阙值 ※调谐期间请勿遮挡光纤的光线。
调谐期间发生错误时
如果在调谐过程中显示错误信息,请按[FUNC/CANCEL]按键取消。
请确认状态并再次实施调谐。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【5】-33
40219325 STOP-R SENSOR ASM
40219323 WAIT-R SENSOR ASM
40219324 COUT-R SENSOR ASM
40219321 COUT-L SENSOR ASM
日期 内容
40219322 STOP-L SENSOR ASM
货号 品名 有关质量特性
40219320 WAIT-L SENSOR ASM
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
FX-3 装置名称 基板传送 确认方法及调整方法(故障处理方法)
功能名称 编制日期
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
变更履历
质量特性(规格调整值)
扁平型
M4轴型一侧
[AUTO/OK]按键
[FUNC/CANCEL]按键
投光侧
受光侧