FX-3R_QA表.pdf - 第85页
QA表 NO. 1/ 1 机种 确认方法 沿XY方向移动固定在贴装头上的杠杆式千分尺,测量CAL板上面和XY面的平行。 CAL板上面和XY面的平行度:0.03mm 调整方法 拧松把CAL块固定在底座车架上的螺钉(M6×20带垫片内六角螺钉)两处,在CAL块的下面塞入垫片进行调整。 坐标系的基准 CAL块是所有的坐标系的基准(原点) 贴装精度不良 吸附率降低 NO ① ② NO. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ 【6】-1 FX-…
QA表
机种
4-10
输出1模式
请按【UP/DOWN】按键设定为【通常检测模式】并按【MODE】按键。
4-11
输出2模式
请按【UP/DOWN】按键设定为【通常检测模式】并按【MODE】按键。
4-12
外部输入
请按【UP/DOWN】按键设定为【功率调谐】并按【MODE】按键。
4-13
数字显示
请按【UP/DOWN】按键设定为【阈值/受光量】并按【MODE】按键。
4-14
反转显示
请按【UP/DOWN】按键设定为【通常】并按【MODE】按键。
4-15
节能功能
请按【UP/DOWN】按键设定为【节能功能OFF】并按【MODE】按键。
4-16
磁滞幅度 (参考值)
请按【UP/DOWN】按键设定为【标准设定】并按【MODE】按键。
4-17
将外部输入写入EEPROM
请按【UP/DOWN】按键,设定为【ON】。
设定后,请按【MODE】按键并保持3秒钟以上,进入检测模式。
5.
执行百分比调谐
请将运输宽度设为最大,并在没有被检测体的状态下长按【S.TUNE】按键1秒钟以上。
6.
键锁定(执行)
请同时按下【UP/DOWN】按键中的任意一个和【MODE】按键并保持3秒钟以上。
7.
其他设定
需要对设定进行初始化时,请实施以下操作。
请同时按下【S.TUNE】按键和【L/D】按键并保持3秒钟以上。
为了检测基板
请按【UP/DOW
N】按键设定为 并按【MODE】按键。
1. 如果将阈值设定得太高,则即使没有基板也会打开传感器,在传送期间发生错误,并且生产率降低。
2. 如果阈值设定得太低,则无法正确检测到基板。
3. 如果未正确设定阈值,则无法正确检测缺口基板。
NO
①
②
NO.
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【5】-35
40187868 STOP-R SENSOR ASM
40187867 COUT-R SENSOR ASM
40187866 WAIT-R SENSOR ASM
内容 処理
40187865 STOP-L SENSOR ASM
40187863 WAIT-L SENSOR ASM
变更履历
40187864 COUT-L SENSOR ASM
日期
货号 品名 有关质量特性
对象元件
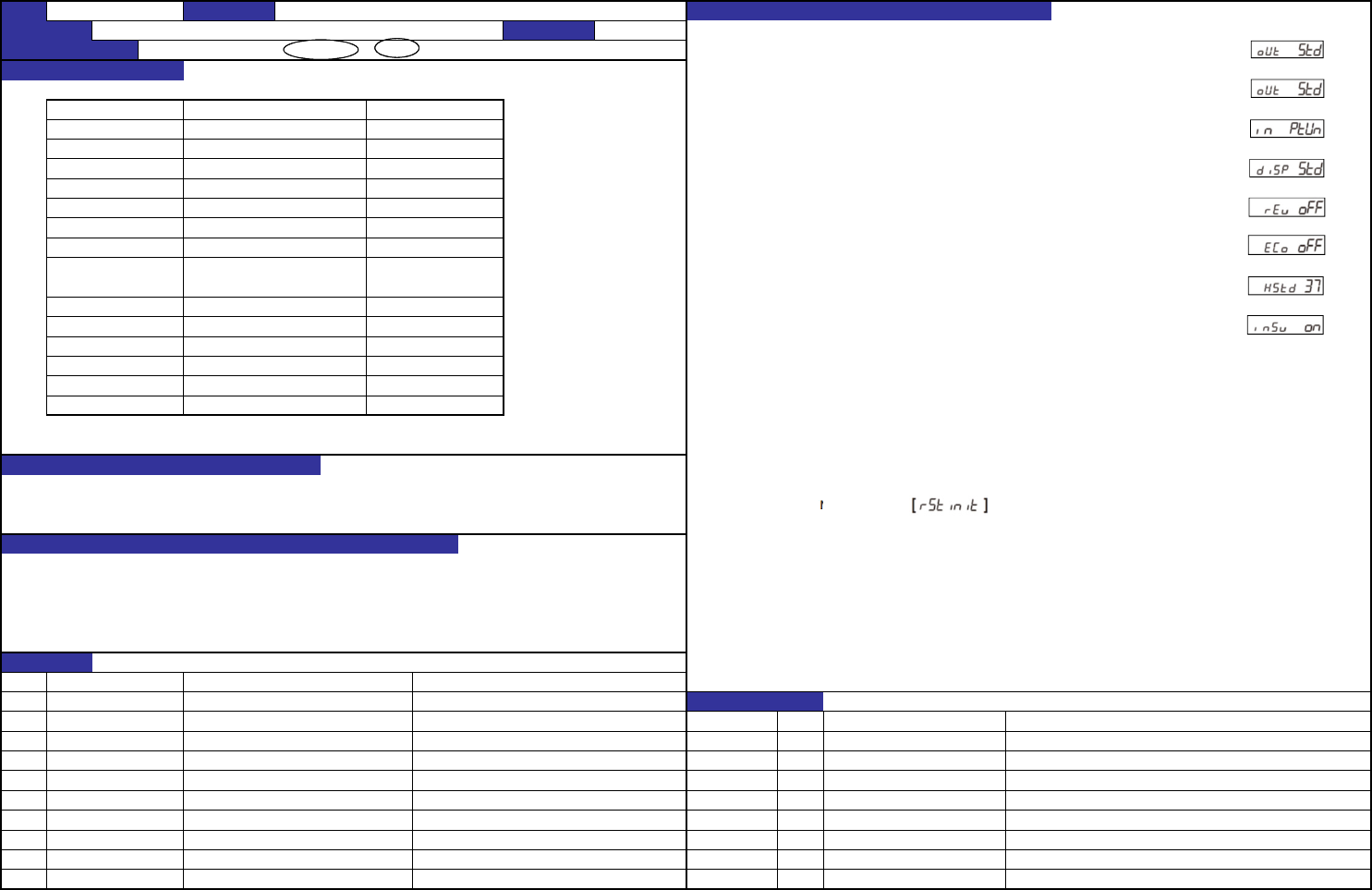
磁滞幅度 标准设定(无需变更设定)
HStd **
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
反转显示 通常
rEn oFF
节能功能 节能功能OFF
Eco oFF
外部输入 功率调谐 in PtUn
数字显示 阈值/受光量
diSP Std
输出1百分比调谐
ON/OFF设定
-40%(初始值为-6%) Per no
输出1模式 通常检测模式 out Std
BANK切换 BANK1 bAnk 1
功率调谐ON/OFF设定 功率调谐调整ON PtUn on
定时器功能 时间用完 toff
功率调谐水平 100(初始值为9999) P-lv 100
检测功能 STND标准模式
Stnd 500
DPC功能 DPC ON dpc on
质量特性(规格调整值)
各种设定 设定值 放大器显示
输出切换 遮光时ON(黑暗时打开)
【L/D指示灯】的【D】点亮
功能名称 传送用透射型光纤传感器放大器的设置 XL规格(2/2) 作成日
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
FX-3R XL 装置名称 基板传送 确认方法及调整方法(故障处理方法)
NO.
2/2
QA表 NO. 1/1
机种
确认方法
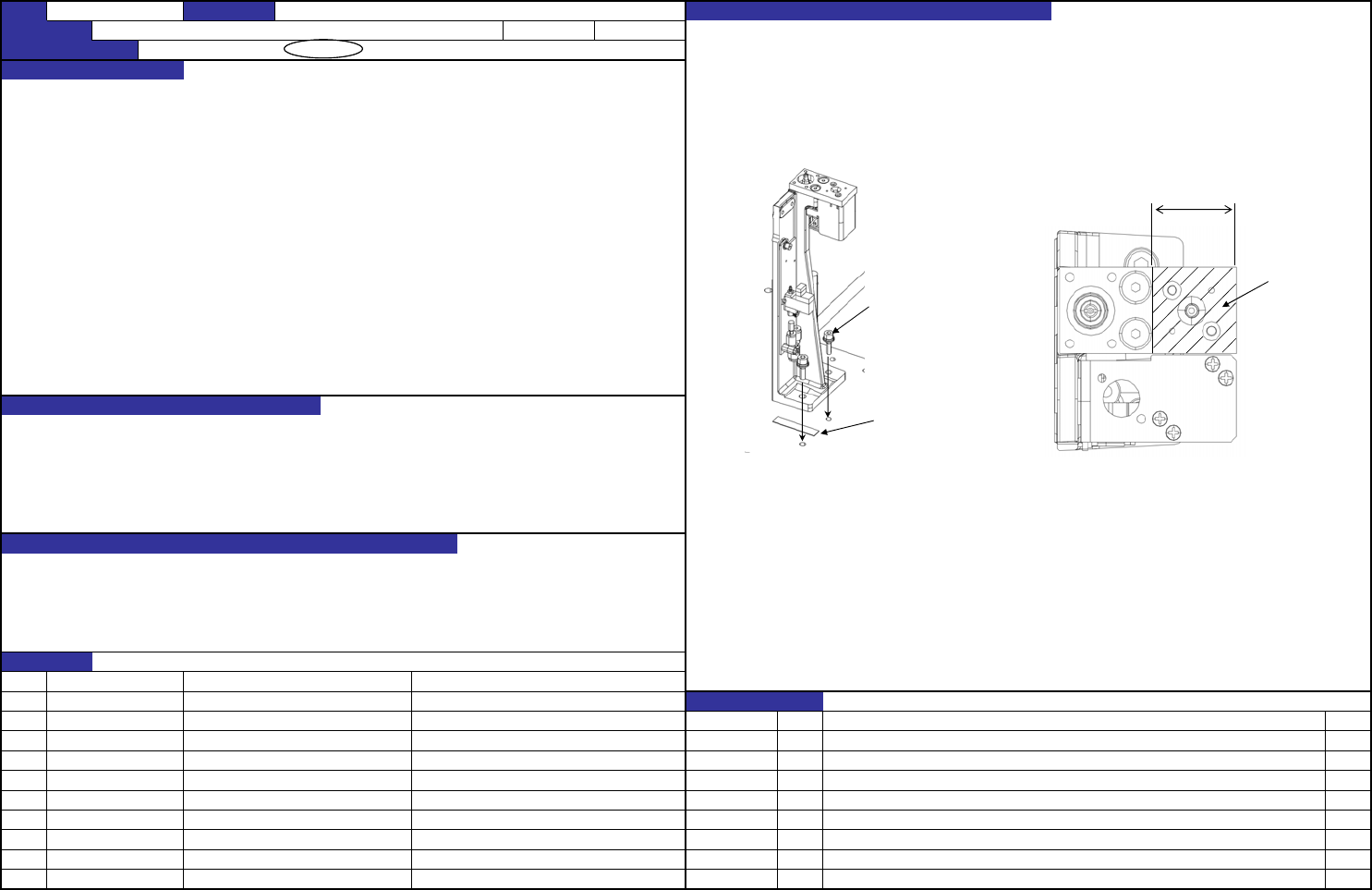
沿XY方向移动固定在贴装头上的杠杆式千分尺,测量CAL板上面和XY面的平行。
CAL板上面和XY面的平行度:0.03mm 调整方法
拧松把CAL块固定在底座车架上的螺钉(M6×20带垫片内六角螺钉)两处,在CAL块的下面塞入垫片进行调整。
坐标系的基准
CAL块是所有的坐标系的基准(原点)
贴装精度不良
吸附率降低
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【6】-1
FX-3R 装置名称 CAL块 确认方法及调整方法(故障处理方法)
功能名称 和XY面的平行调整
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
40046828 CAL块组
变更履历
E3805721000 OCC垫片B
日期
E3806721000 OCC垫片C
E2063760000 垫片C
内容
CAL块固定螺钉
垫片
30
测量部位
QA表 NO. 1/1
机种
确认方法
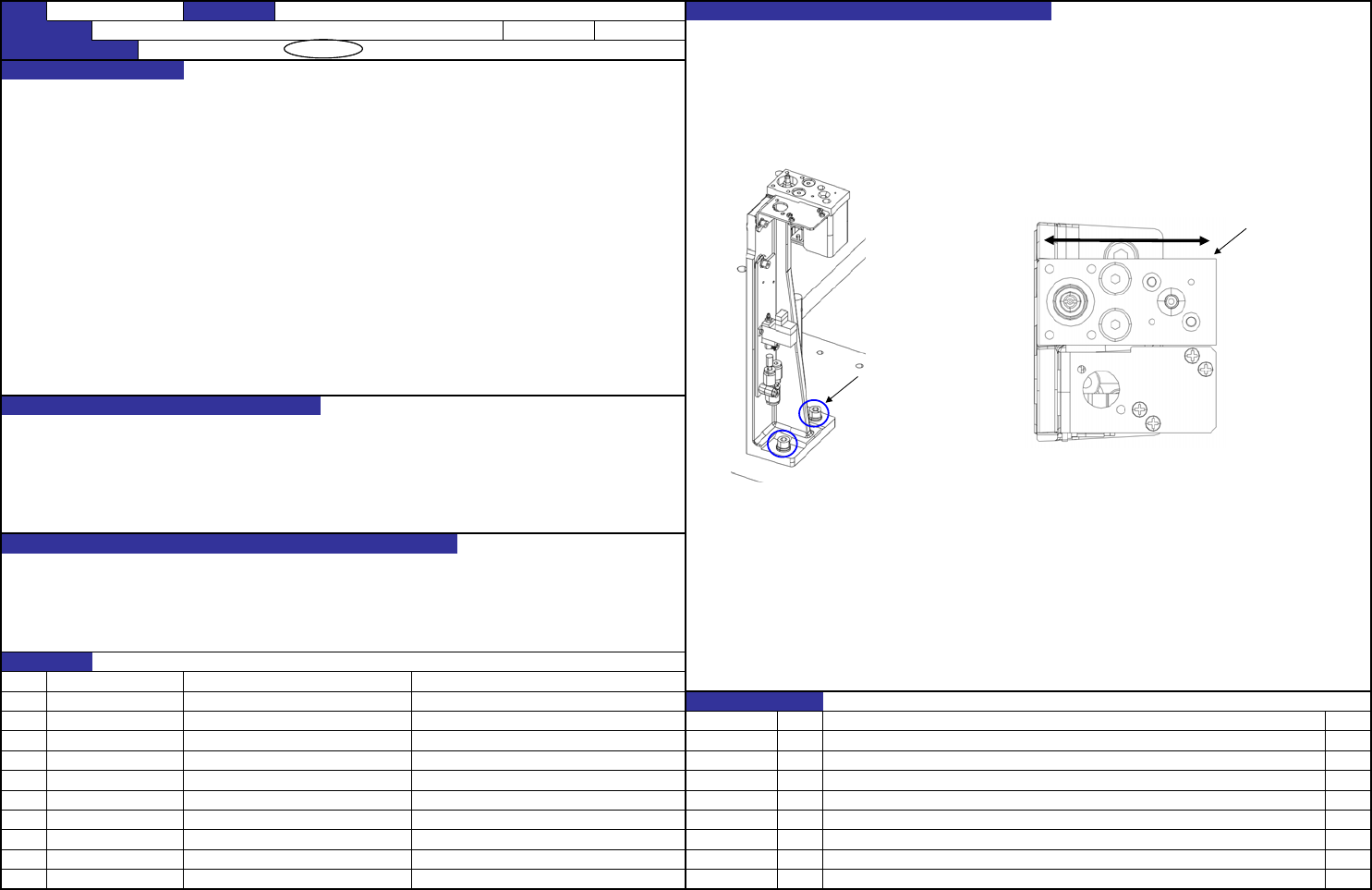
把杠杆式千分尺固定在贴装头上沿X方向移动,测量CAL板侧面和X轴的平行。
CAL板侧面和X轴的平行:0.3mm 调整方法
拧松把CAL块固定在底座车架上的螺钉(M6×20带垫片内六角螺钉)两处,调整CAL块的平行。
为了CAL块第一标记和第二标记的位置关系不要有太大错位
识别第二标记时标记错位太大
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【6】-2
FX-3R 装置名称 CAL块 确认方法及调整方法(故障处理方法)
功能名称 和X轴的平行调整
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
40046828 CAL块组
变更履历
货号 品名 有关质量特性
内容日期
CAL块固定螺钉
测量部位