CM602基础培训教材.pdf - 第53页
53/103 8,基板搬送。 每一工序都进行基板的搬入、从A工作台往B 工作台移动、往后工序搬出。 • 传送带上的基板用绿色的长方形表示,移动过程中显示为闪烁。 ∗ 在生产设定菜单上按[基板搬送]后 ,确认伺服开关为ON后,按 → 。 显示<基板搬送>画面。 <A工作台> 操作面板的 +[搬入]从前工序往A工作台待机传送带位置搬入基板。 操作面板的 +[上载2]从A工作台待机传送带位置往第2实装传…
52/103
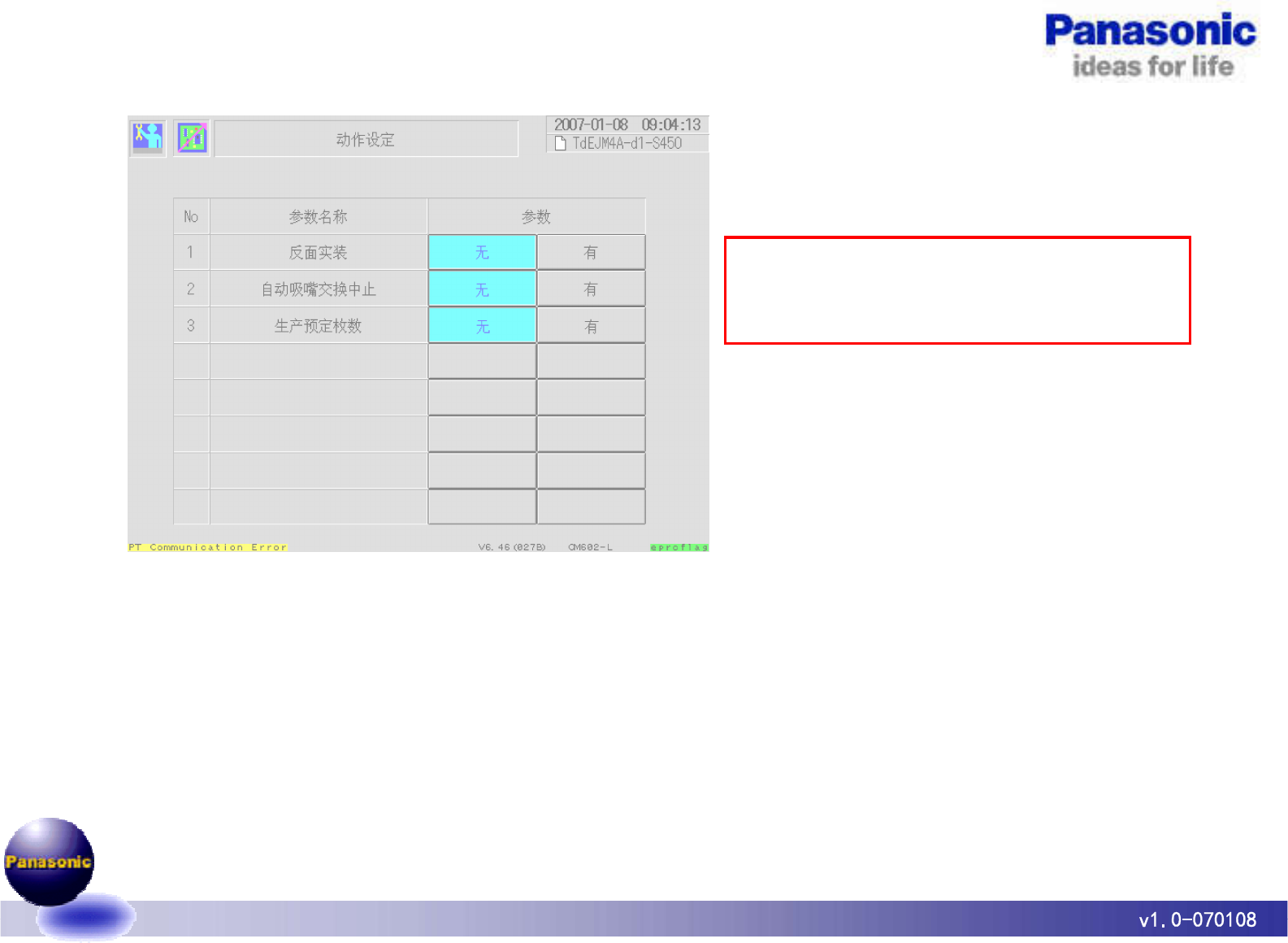
7,动作设定。
通知
默认为“无”。
只要用户不设定,不变更此数据。
• 选择“有”/“无”。
<反面实装>
生产基板的反面实装后的基板时,设为“有”。为了保护反面芯片,进行如下所示的变
更动作。
• 实装后的基板排出动作时,支撑销有可能接触到反面芯片,确认基板支架下降后,再
排出基板。
<自动吸嘴交换中止>
• “有”的情况下,不进行自动运转前的吸嘴更换。在没有使用PT编制吸嘴更换用的
数据时使用。
Panasonic
ideas
for
life
2007
-
01
-
08 09
:
04
:
13
D
TdEJM
4
A
-
d
1
-
S
450
~
动作设定
参数名称
参数
No
反面实装
有
无
自动吸嘴交换中止
有
2
无
生产预定枚数
3
有
无
070108
53/103
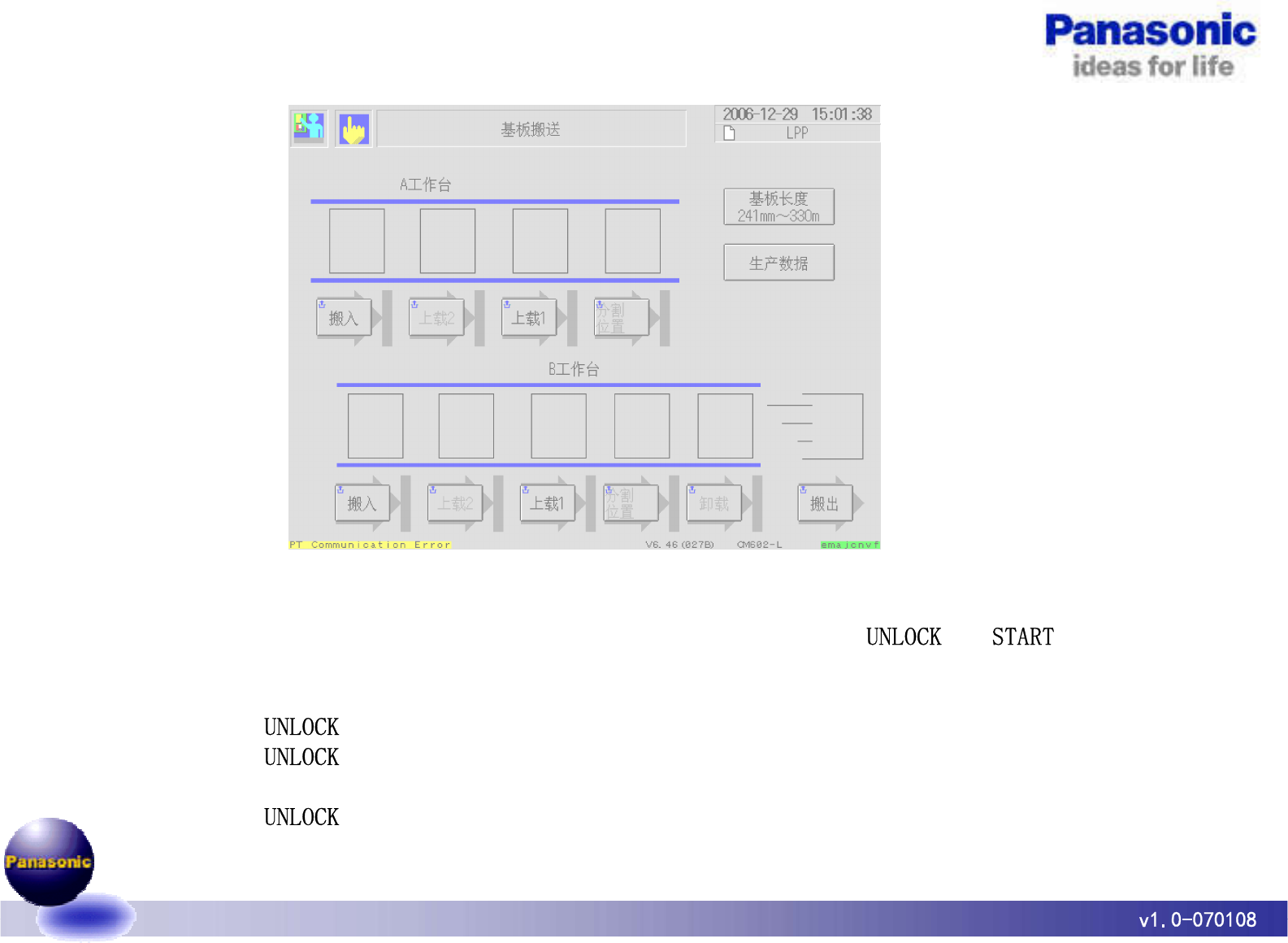
8,基板搬送。
每一工序都进行基板的搬入、从A工作台往B工作台移动、往后工序搬出。
• 传送带上的基板用绿色的长方形表示,移动过程中显示为闪烁。
∗ 在生产设定菜单上按[基板搬送]后,确认伺服开关为ON后,按 → 。
显示<基板搬送>画面。
<A工作台>
操作面板的 +[搬入]从前工序往A工作台待机传送带位置搬入基板。
操作面板的 +[上载2]从A工作台待机传送带位置往第2实装传送带位置搬送基
板。
操作面板的 +[上载1]从A工作台第2实装传送带位置往第1实装传送带位置搬
送基板。
Panasonic
ideas
for
life
2006
-
12
-
29
15
:
01
:
38
^
n
基板搬送
n
TPP
A
工作台
基板长度
241
fnfn
330
m
生产数据
搬入
UNLOCK
START
UNLOCK
UNLOCK
UNLOCK
070108
54/103
<B工作台>
操作面板的 +[搬入]
从A工作台第1实装传送带位置往B工作台待机传送带位置搬入基板。
操作面板的 +[上载2]
从B工作台待机传送带位置往第2实装传送带位置搬送基板。
操作面板的 +[上载1]
从B工作台第2实装传送带位置往第1实装传送带位置搬送基板。
操作面板的 +[搬出]
从B工作台第1实装传送带位置往后工序搬出基板。
∗ 下载 (非加载)为选项。
基板长度
因 种基板的长度不同,停止位置也不同。
大 ~
中 ~
小 ~
根据基板长度,不停止的位置的按钮为静止按钮。
生产数据
把基板长度变更为生产数据的基板长度。
Panasonic
ideas
for
life
UNLOCK
UNLOCK
UNLOCK
UNLOCK
3
510
mm
331
mm
330
mm
241
mm
240
mm
50
mm
070108