CM602基础培训教材.pdf - 第54页
54/103 <B工作台> 操作面板的 +[搬入] 从A工作台第1实装传送带位置往B工作台待机传送带位置搬入 基板。 操作面板的 +[上载2] 从B工作台待机传送带位置往第2实装传送带位置搬送基板。 操作面板的 +[上载1] 从B工作台第2实装传送带位置往第1实装传送带位置搬 送基板。 操作面板的 +[搬出] 从B工作台第1实装传送带位置往后工序搬出基板。 ∗ 下载 (非加载)为选项。 基板长度 因…
53/103
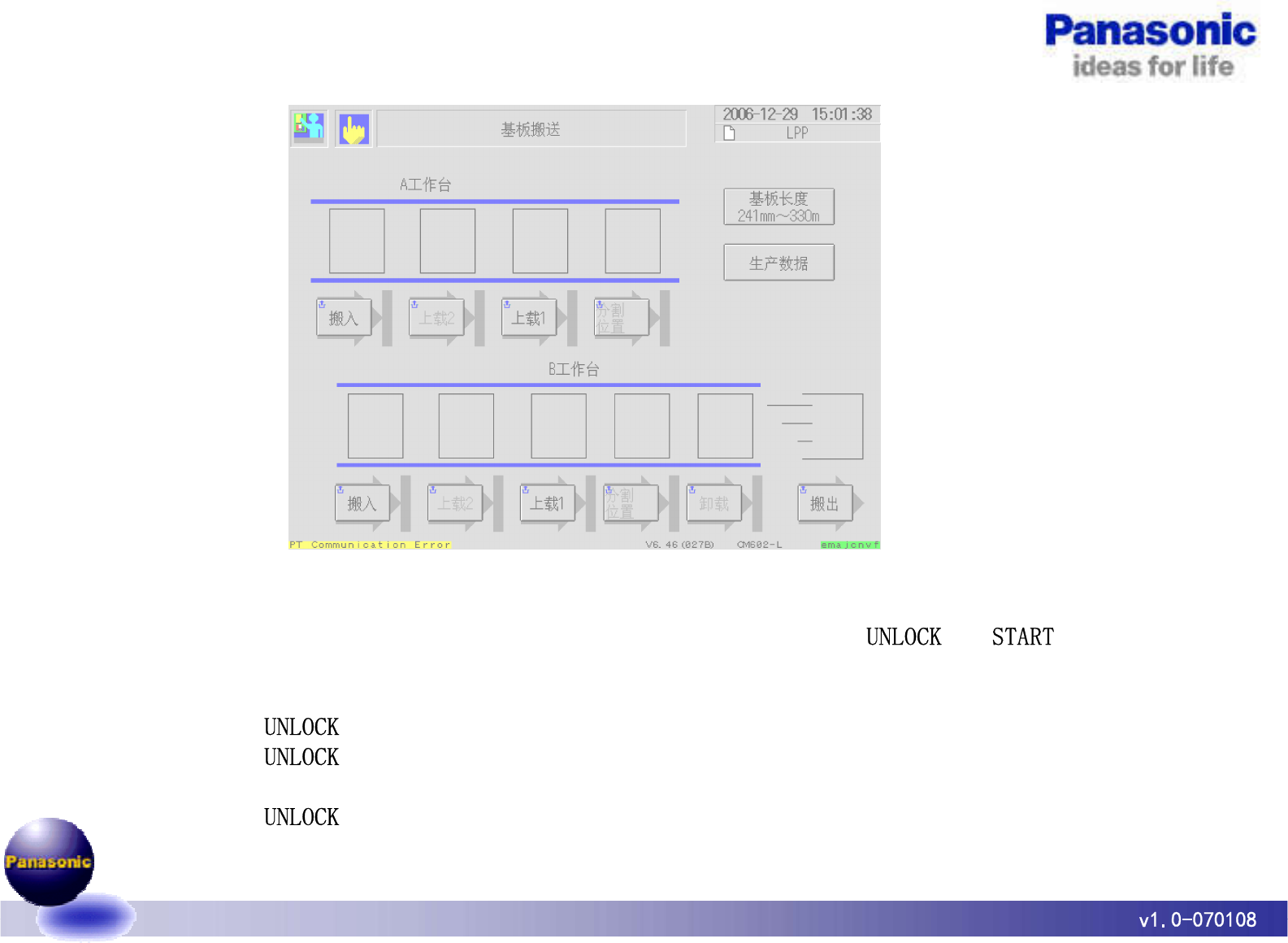
8,基板搬送。
每一工序都进行基板的搬入、从A工作台往B工作台移动、往后工序搬出。
• 传送带上的基板用绿色的长方形表示,移动过程中显示为闪烁。
∗ 在生产设定菜单上按[基板搬送]后,确认伺服开关为ON后,按 → 。
显示<基板搬送>画面。
<A工作台>
操作面板的 +[搬入]从前工序往A工作台待机传送带位置搬入基板。
操作面板的 +[上载2]从A工作台待机传送带位置往第2实装传送带位置搬送基
板。
操作面板的 +[上载1]从A工作台第2实装传送带位置往第1实装传送带位置搬
送基板。
Panasonic
ideas
for
life
2006
-
12
-
29
15
:
01
:
38
^
n
基板搬送
n
TPP
A
工作台
基板长度
241
fnfn
330
m
生产数据
搬入
UNLOCK
START
UNLOCK
UNLOCK
UNLOCK
070108
54/103
<B工作台>
操作面板的 +[搬入]
从A工作台第1实装传送带位置往B工作台待机传送带位置搬入基板。
操作面板的 +[上载2]
从B工作台待机传送带位置往第2实装传送带位置搬送基板。
操作面板的 +[上载1]
从B工作台第2实装传送带位置往第1实装传送带位置搬送基板。
操作面板的 +[搬出]
从B工作台第1实装传送带位置往后工序搬出基板。
∗ 下载 (非加载)为选项。
基板长度
因 种基板的长度不同,停止位置也不同。
大 ~
中 ~
小 ~
根据基板长度,不停止的位置的按钮为静止按钮。
生产数据
把基板长度变更为生产数据的基板长度。
Panasonic
ideas
for
life
UNLOCK
UNLOCK
UNLOCK
UNLOCK
3
510
mm
331
mm
330
mm
241
mm
240
mm
50
mm
070108
55/103
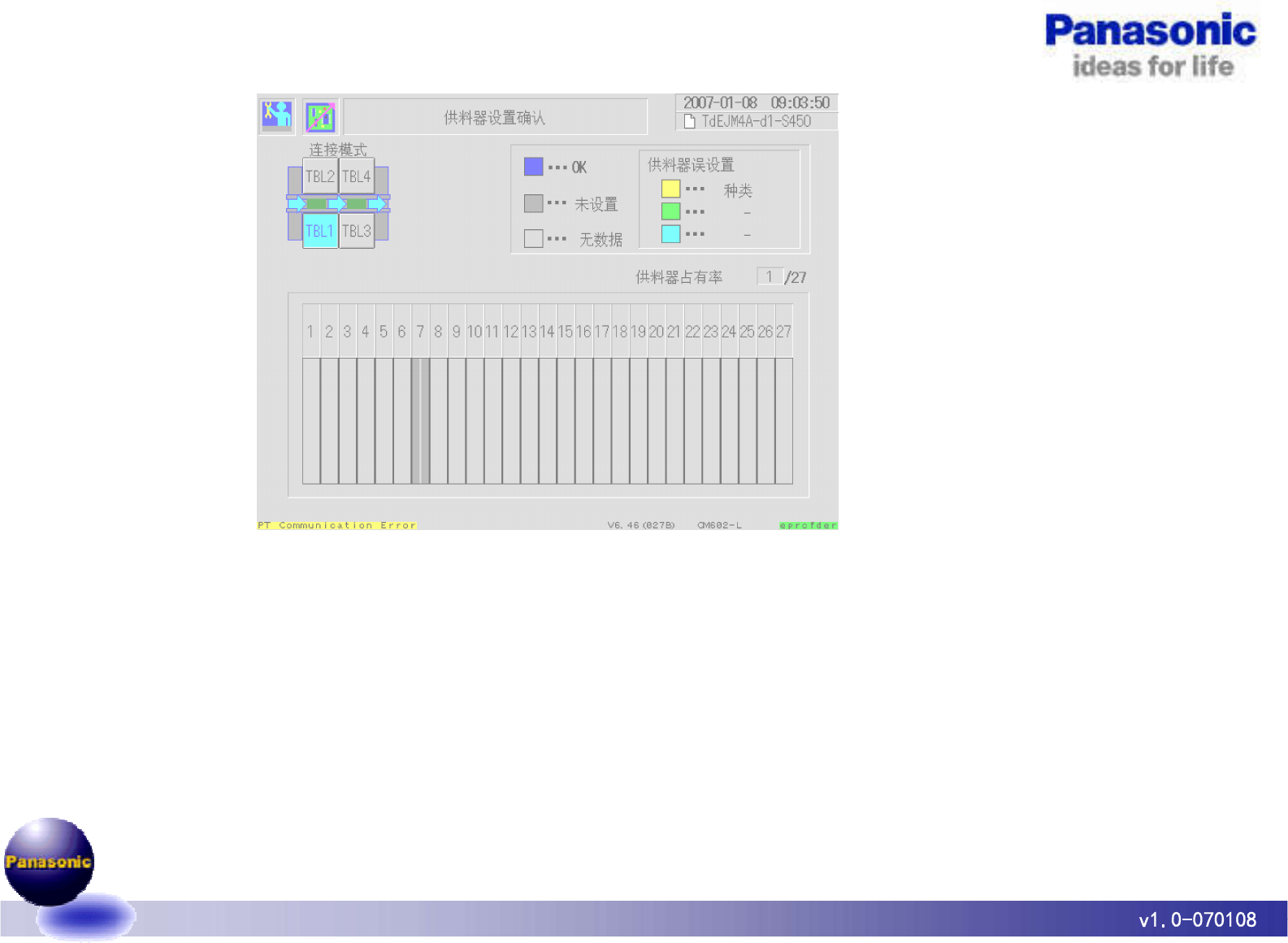
9,供料器误设置确认。
进行编带种类、编带宽度、部品名的误设置确认显示。
• 显示供料器的占有状况和误设置的信息。
误设置内容
‘种类’
与设定到生产数据上的供料器不同。
‘编带宽度’
生产数据和存储到供料器上的数据的编带宽度不同。
‘部品名’
生产数据和存储到供料器上的数据的部品名不同。
‘未设置’
没有设置设定到生产数据上的供料器。
Panasonic
ideas
for
life
2007
-
01
-
08
09
:
03
:
50
供料器设置确认
D
TdEJM
4
A
-
d
1
-
S
450
连接模式
■
…
OK
□
未设置
□
无数椐
供料器误设置
r
TBL
2
TBL
41
□
■ ■ ■
种类
□
…
TBL
1
TBL
3
□
…
供料器占有率
1
/
2 7
1
2
3
4
5
6
7
8
9
1011
121314151617181920
21
22
23
24
25
26
27
v
1.0
-
070108