1OM-1604-002_w.pdf - 第178页
1OM-1604 4-1 1 第四章1.规格 101 1-002 项 目 内 容 31. 动作模式 • 非同期模式 [ 动作概要 ] 从各搬送通道中,先从已决定任意一方位置的线路板开始进行贴装。 完成一方通道的线路板贴装后,开始贴装其他通道的线路板。 A 通道 : 贴装 B 通道 : 搬送 A 通道 : 搬送 生产位置 生产位置 B 通道 : 贴装 由于线路板时交互进行搬送,因此可以通过贴装任意通道的线路板,进行不被 线路板搬…
1OM-1604
4-10
第四章1.规格
1011-002
项 目 内 容
28. 装置质量 约 1,700kg( 不包括送料器批量更换推车和送料器 )
29. 送料器批量更换
推车的使用环境
地面坡度 10/1000 以下
注 : 须是推车的小脚轮能够平稳转动的硬度。
30.
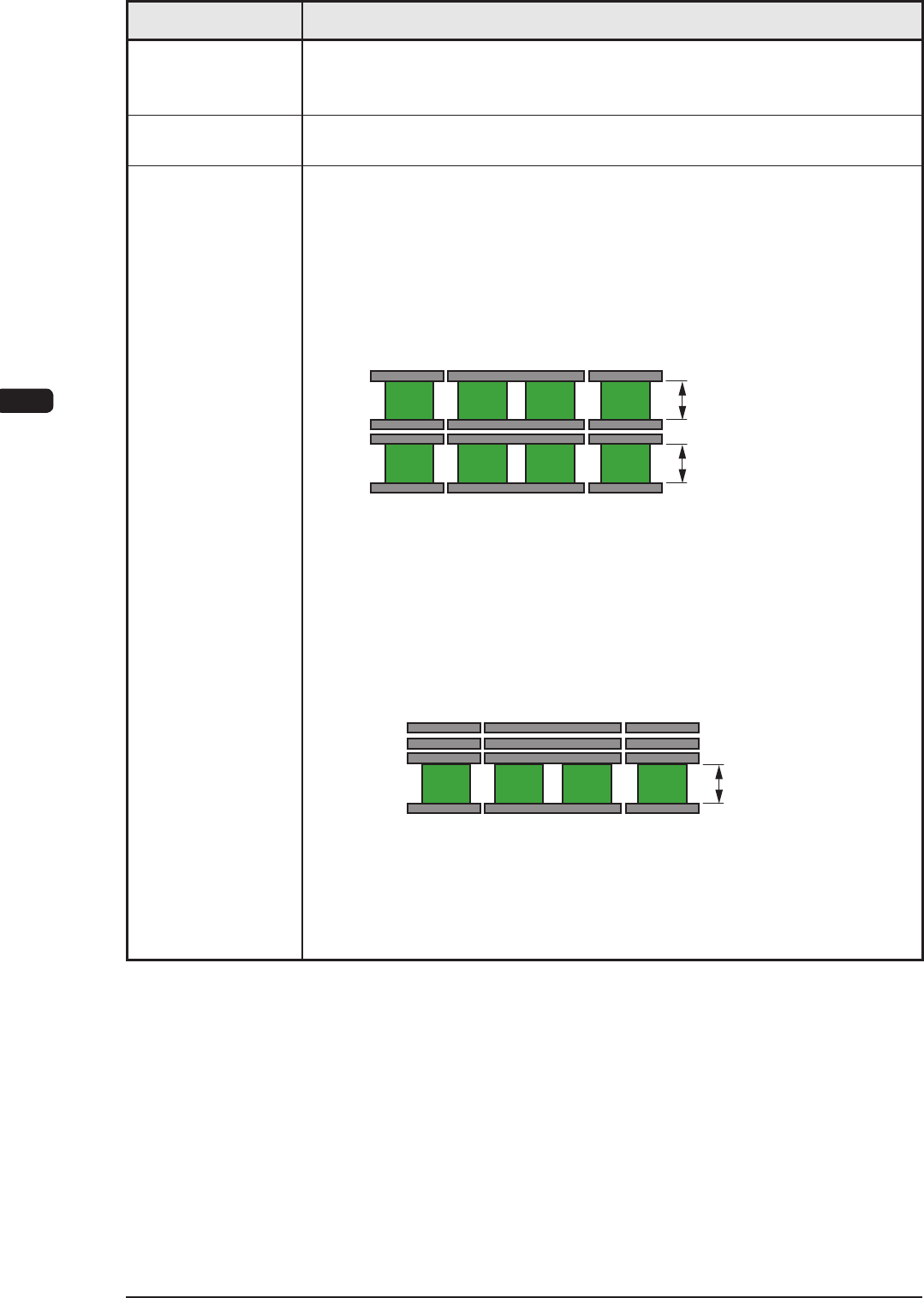
搬送模式 共有两种模式,一种是线路板尺寸为 216mm 以下时的搬送通道 2 列下的双重搬
送模式,另一种是线路板尺寸超过 216mm 且 381mm 以下时的单一搬送模式。
通过此两种搬送模式,即使生产超过 216mm 的线路板,也可以用单一搬送进行
生产。
•
双重搬送模式 ( 双重搬送 2 枚 )
线路板尺寸 50mm < Y <= 216mm : 2 枚时
作为双重搬送的原有功能,用 2 个轨道进行搬送。
可动 A
可动 B
固定 B
装置前侧
缓冲部 缓冲部定位 L/R 部
Max.216mm
Max.216mm
可动 A’
•
单一搬送模式 ( 双重搬送 1 枚 )
线路板尺寸 50mm < Y <= 381mm : 1 枚时
将后侧 3 个轨道靠近 ( 可动 A、固定 A、可动 B) 后侧进行单一搬送。
可动 B
固定 B
装置前侧
缓冲部 缓冲部定位 L/R 部
Max.381mm
可动 A
可动 A’
1OM-1604
4-11
第四章1.规格
1011-002
项 目 内 容
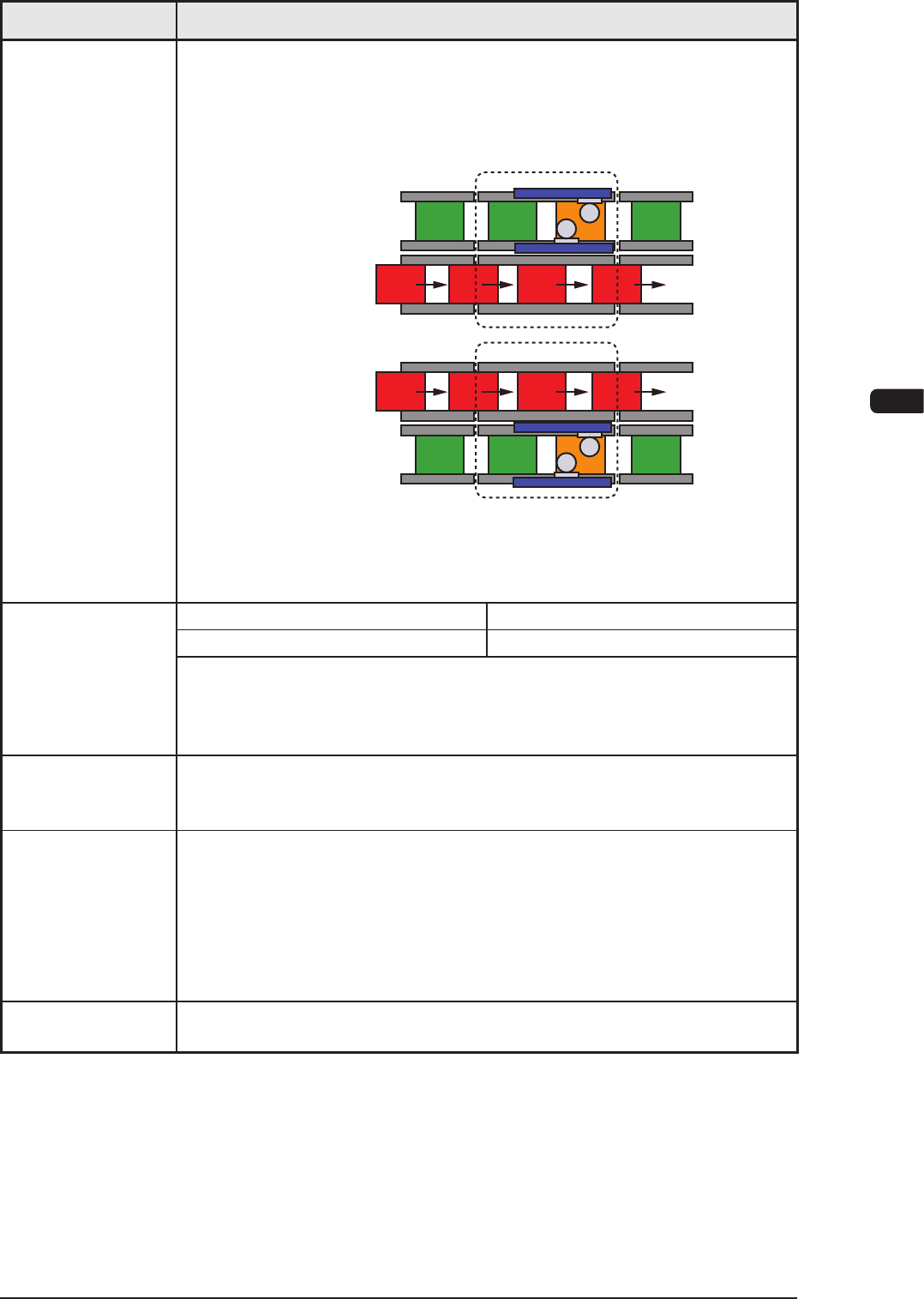
31. 动作模式
•
非同期模式
[ 动作概要 ]
从各搬送通道中,先从已决定任意一方位置的线路板开始进行贴装。
完成一方通道的线路板贴装后,开始贴装其他通道的线路板。
A 通道 : 贴装
B 通道 : 搬送
A 通道 : 搬送
生产位置
生产位置
B 通道 : 贴装
由于线路板时交互进行搬送,因此可以通过贴装任意通道的线路板,进行不被
线路板搬送左右的连续贴装。( 表面上,线路板搬送时间为零 )
32. 线路板更换时间 双重搬送模式 单一搬送模式
0秒 注 2 秒以内 ( 线路板长 260mm 以下 )
注
:(a) 两通道交互搬送线路板时,表面上搬送时间成为零。
但是,前提条件为
“
先装元件厚度和实际贴装元件在 12.7mm 以下
”
。
(b) 只连续单侧生产时,与单一搬送模式相同。
33.
搬送高度 905mm( 搬送基准高度 )
注 : SMEMA 高度时,需要另外选购。
34. 自动调整功能
•
自动调整宽度功能
同时标准装备双重搬送模式
、单一搬送模式
•
支撑上下功能
标准装备双重搬送对应分割类型
•
支撑销更换
标准装备支撑销自动调整功能
35. 线路板程序 由于每个通道交互搬送,因此每个线路板搬送通道独立持有线路板程序数据。
1OM-1604
4-12
第四章1.规格
1011-002
项 目 内 容
36. 硬盘 前后工序信号连接
前后工序同时装备 2 个独立的 I/F 系统。
可以在前后工序 I/F 板连接前工序信号、后工序信号、炉信号。
双重、单一搬送模式时的信号连接
双重搬送模式 :2 系統
单一搬送模式 :1 系統
37.
前后接口 遵循 SMEMA 通信规格
38. 其他 标准功能
•
元件数据库教示 (GS-TR100)
•
贴装坐标教示 (GS-TZ100)
•
BGA/CSP 对应 (GS-TB100)
•
元件吸取错误的自动恢复功能
•
元件吸取位置教示功能
•
以后补装功能
•
元件供给部替换功能
•
吸取、贴装上下轴 L 轴控制功能
•
吸取位置 X、Y 補正控制功能
•
凹槽识别
•
装置二阶层减速功能
•
吸取前吸嘴检出功能
双重功能
•
双重搬送对应线路板程序
关于线路板程序数据的编写、最优化、多机种生产线平衡,有对应的双重
搬送系统软件。