1OM-1604-002_w.pdf - 第70页
1OM-1604 第一章3.进行表面实际贴装的机构 1-17 3.2 线路板搬送部 ( 线路板供給部、线路板排出部 ) 为了将前工序搬送来的线路板移送到线路板定位部前或将贴装了元件的线 路板向后工序搬出的机构。 从前工序搬送来的线路板通过线路板供给部移送到供给侧的线路板定位部 前。 并且从排出侧的线路板定位部移载的完成元件贴装的线路板通过线路板排 出部向后工序移送。 前工序 线路板定位L部 后工序 缓冲部 缓冲部 线路板定位R部…
1OM-1604
1-16
第一章3.进行表面实际贴装的机构
1011-002
3. 进行表面实际贴装的机构
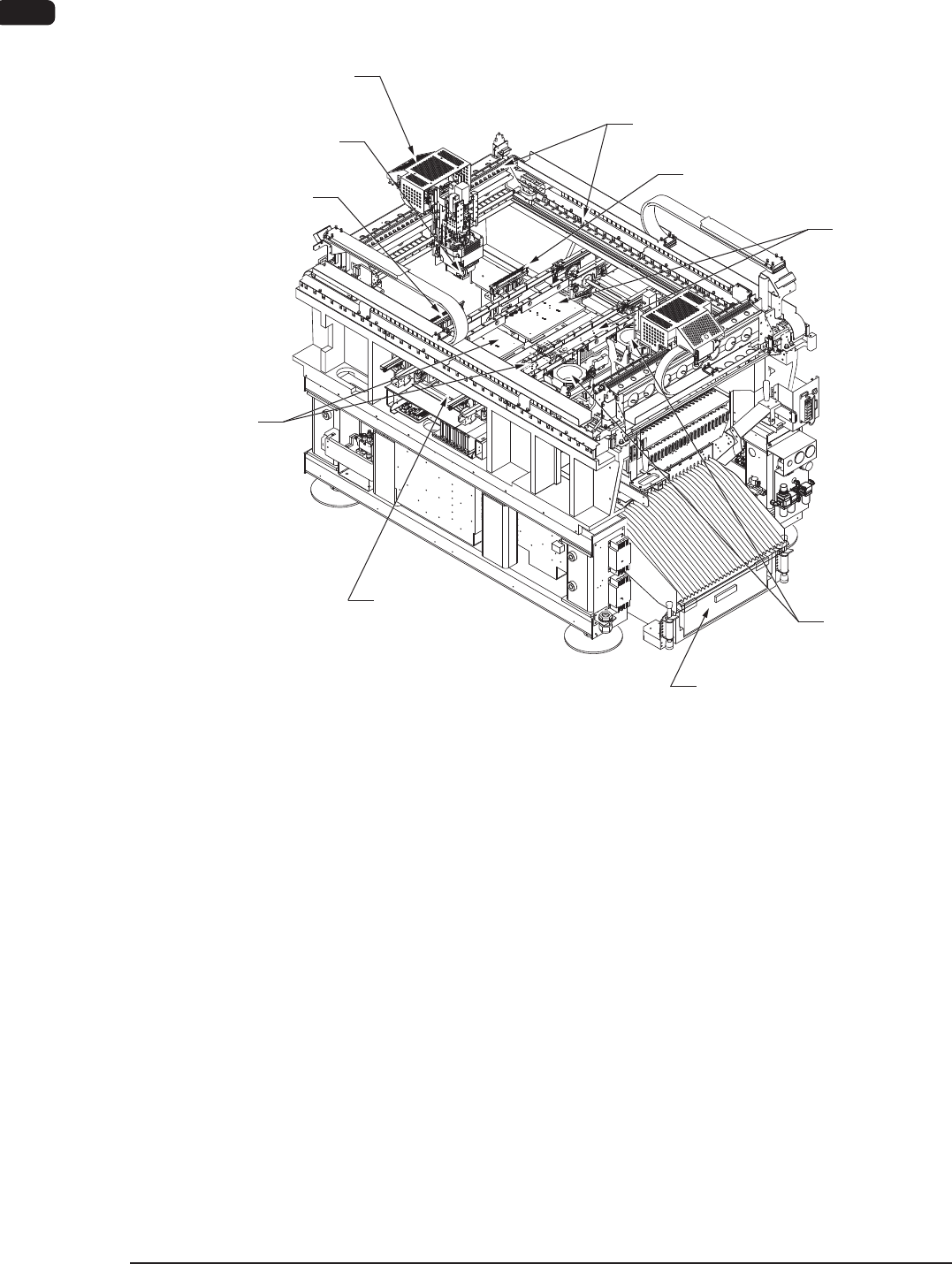
3.1 相关单元的配置图
XY横梁部
推车设置部
线路板搬送部
元件识别部
吸嘴储料器部
线路板定位部
贴装头部
吸嘴储料器部
线路板定位部
线路板识别部
F1A14
1OM-1604
第一章3.进行表面实际贴装的机构
1-17
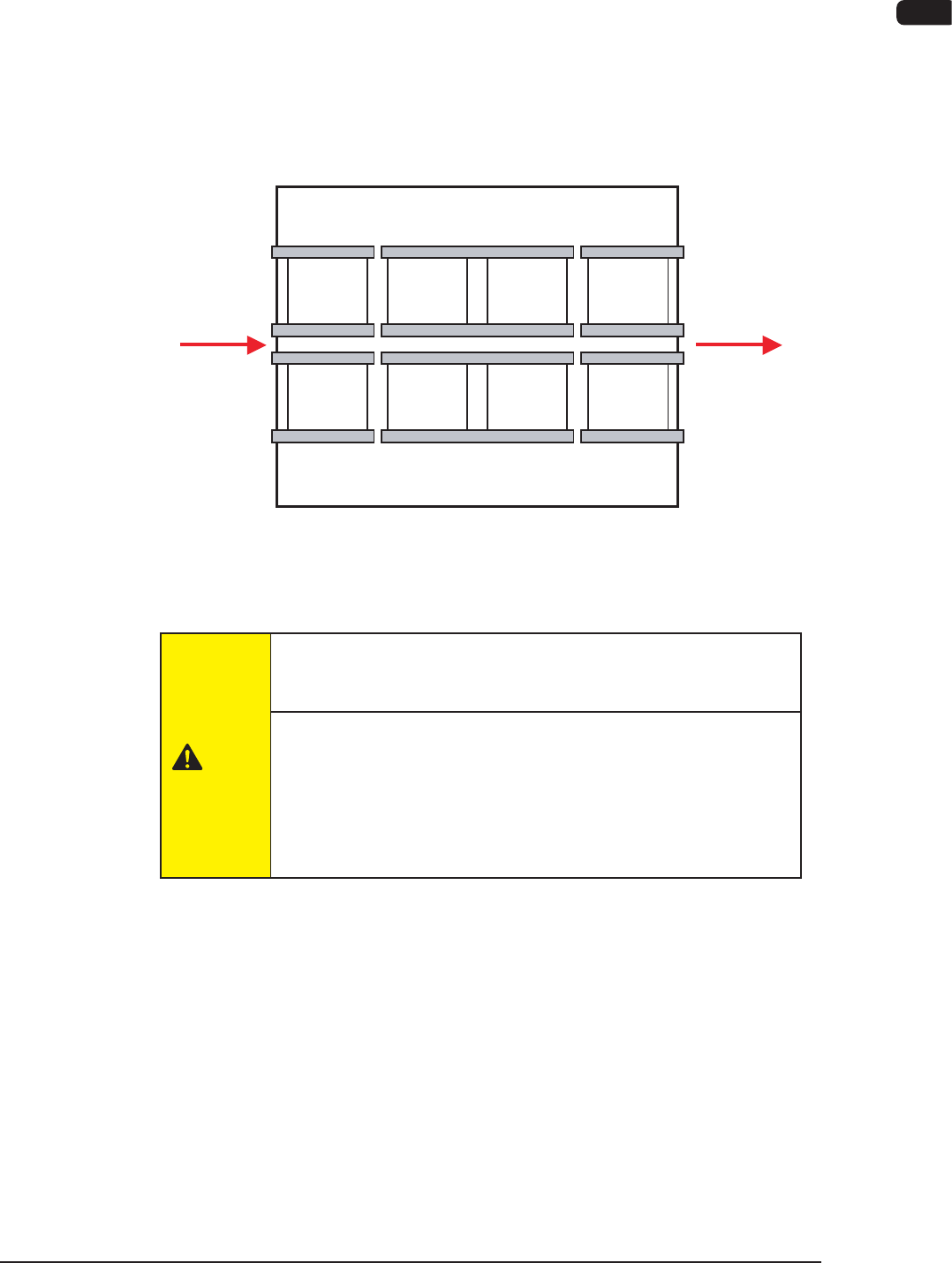
3.2 线路板搬送部 ( 线路板供給部、线路板排出部 )
为了将前工序搬送来的线路板移送到线路板定位部前或将贴装了元件的线
路板向后工序搬出的机构。
从前工序搬送来的线路板通过线路板供给部移送到供给侧的线路板定位部
前。
并且从排出侧的线路板定位部移载的完成元件贴装的线路板通过线路板排
出部向后工序移送。
前工序
线路板定位L部
后工序
缓冲部 缓冲部
线路板定位R部
F1A15
线路板供给部和线路板排出部也具备缓冲功能。
并且负责与外部装置的连接和与线路板定位部的连接部分。
注意
开始运行前,请确认装置周围 ( 尤其操作侧的相反侧 ) 是否
有人或放有工具和元件之类的物品。
线路板卡在前后工序装置的线路板交接部时,请停止装置运
行后去除线路板。
根据与前后工序的排出方式设定,在去除线路板的瞬间,为
进行线路板 Y 排列动作,传送带向 Y 方向移动,有可能夹伤
手指。
1011-002
1OM-1604
1-18
第一章3.进行表面实际贴装的机构
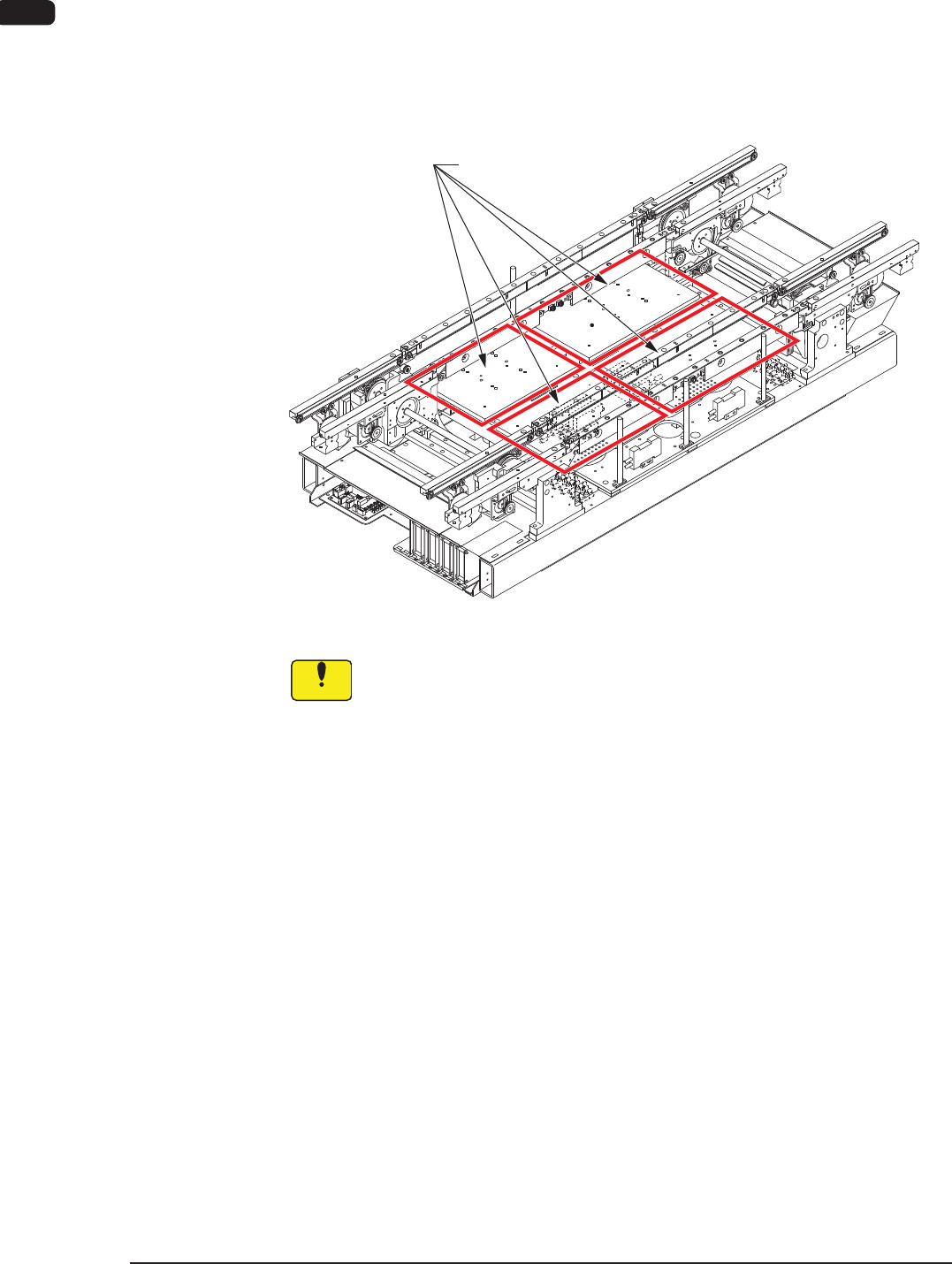
3.3 线路板定位部
线路板定位部装备了牢固线路板供给部送来的线路板 ( 线路板定位 ) 的机
构。
在线路板定位部,根据线路板程序将安装头移动到已固定的线路板上,进行
元件贴装。
进行机种切换时,有必要进行线路板支撑销的设置、传送带宽度的调整。
线路板定位部
F1A16
Notice
请不要在线路板定位部放置异物。
以免导致装置故障。
1011-002