凯格印刷机GKG-G5操作说明书 - 第10页
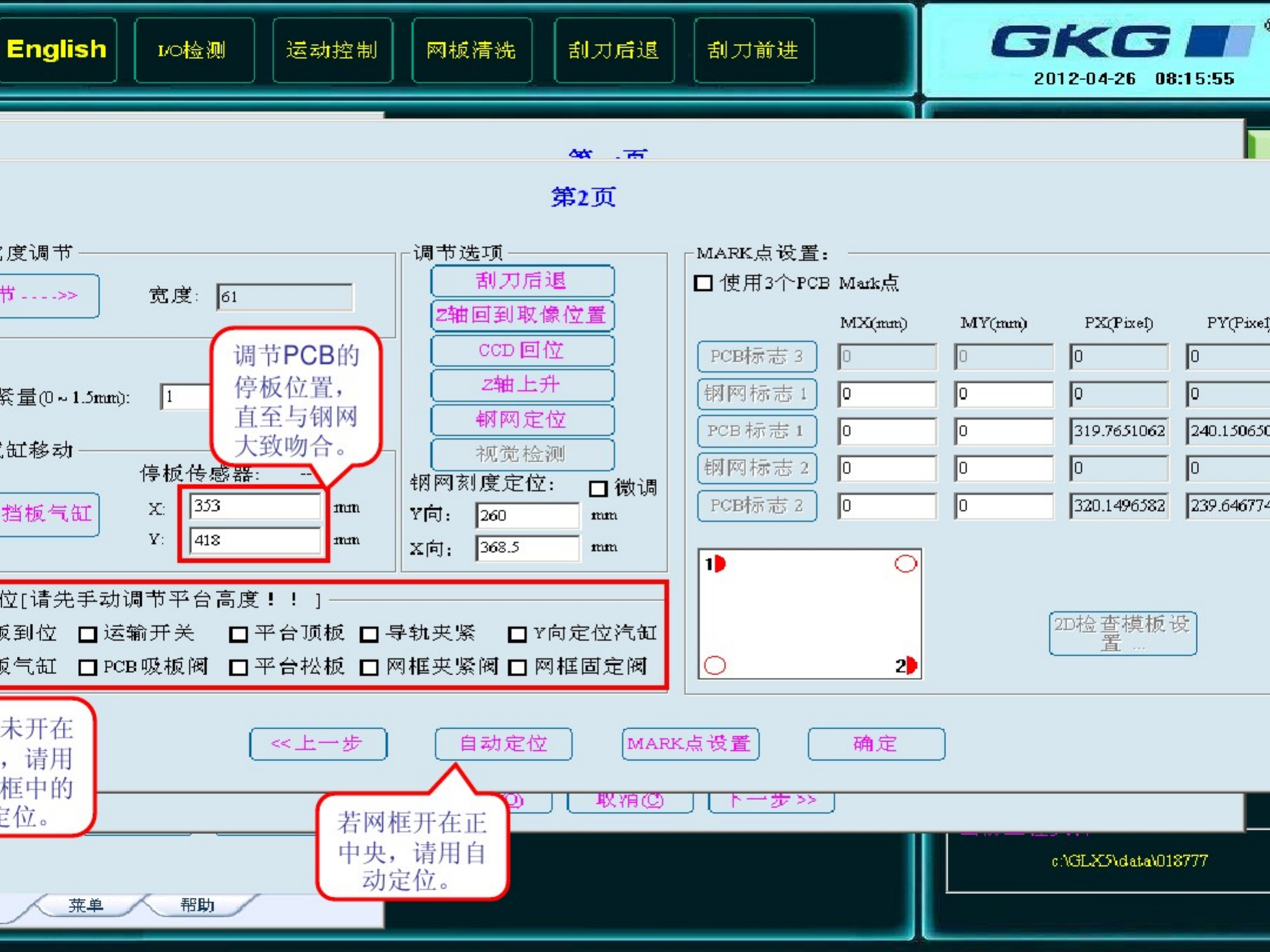
C 3 fCC 3 M 剖刀前进 English 1 / 0 检 测 运动控制 网扳清洗 剖刀肩退 2012 - 04 - 26 08 : 15 : 55 第 2 页 : 度调节 调节选項 [ 刮刀 ; § 退 ] 轴回到取像位置 ] M A R K * 设置 : □ 使用 3 个 FCB 点 宽虔 : [ eT PXi [ Tb : er ) PYCPixel 调节 PCB 的 停板位置 , 良至与钢网 k 大致吻合 。 」 - 盡器…
GfCC
3
屋
English
i
/
o
检测
运动控制
网板清洗
刮刀苊退 刮刀前进
2012
-
04
-
26
08
:
15
:
04
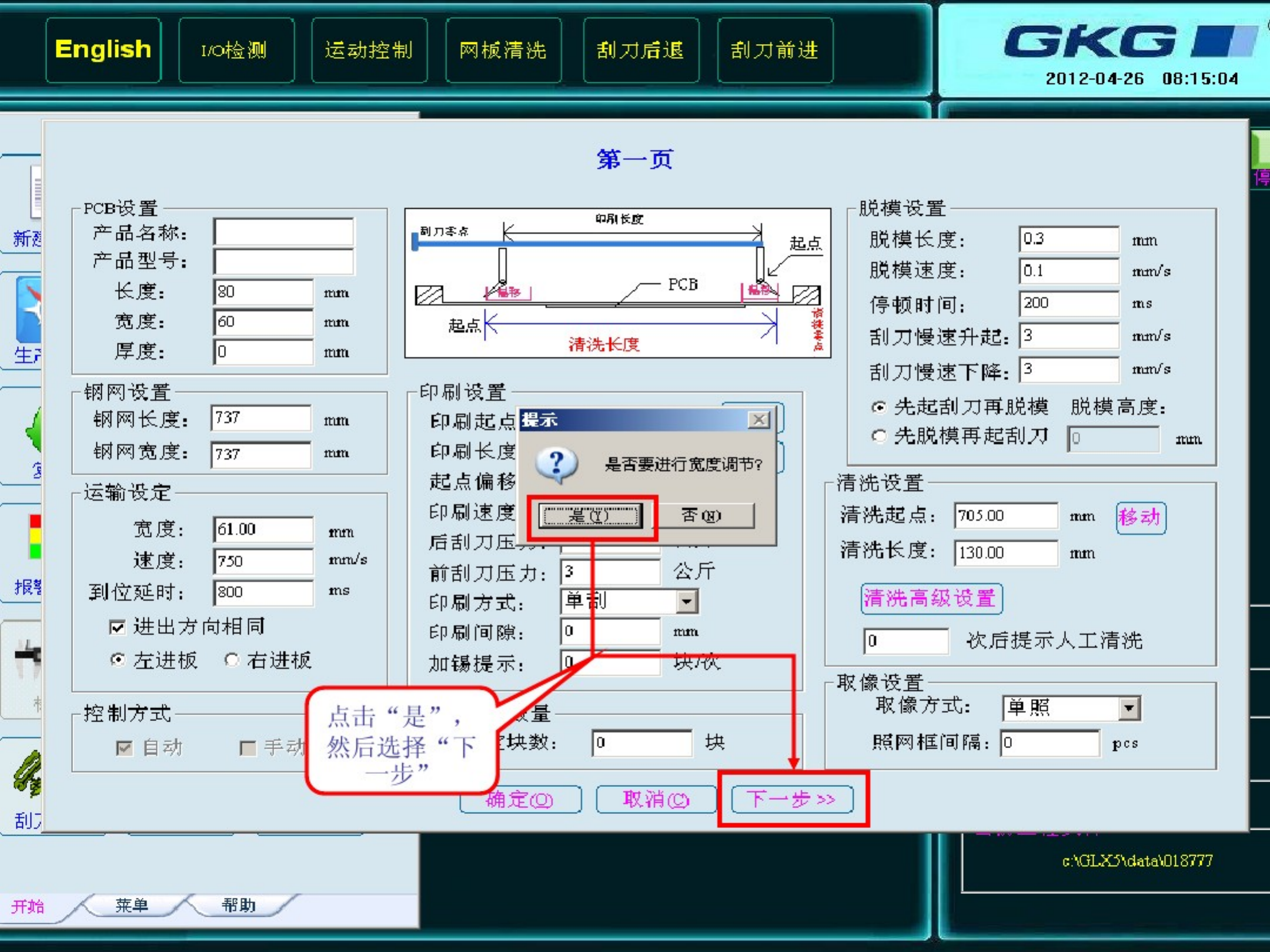
第一页
■
PCB
梭置
产品名称
:
产品型号
:
长度
:
宽度
:
_
脱模设置
脱模长度
:
脱橫速度
:
f
^
T
停顿时间
刮刀慢速升起
:
F
刮刀慢速下降
:
P
口先起剖刀苒脱模脱橫高虔
:
r
先脱模再起刮刀
m
\
长度
I
imn
/
s
PCS
SO
200
起点
_
60
imn
/
s
清冼长度
厚度
0
imn
/
s
铜网设置
钢网长度
:
[
737
锏网宽度
:
印刷设置
印
a
起点
印扁长虔
起点偏移
印
a
速度
|
ir
:
i
:
①
:
:
:
dfl
否
⑧
|
后刮刀压
.
乂
■
:
|
一
前刮刀压力
:
[
3
~
"
印刷方式
:
印 刷 间 隙
:
[
a
-
"
加锡提示
:
J
3
r
^
~
2
LJ
|
匾示
1
°
]
737
V
是否要进行宽度调节
?
清洗设置
_
清洗起点
:
清洗长度
:
运输设定
705.00
宽度
:
j e i a a
達度
:
|
min
irniJs
]
'
l
30.00
■
公斤
mn
(
ioo
到位延时
清洗高级设置
P
进出方向相同
7
左进扳
r
右进板
次苊提示人工清洗
取像设置
取像方式
:
\
WW
照网框间隔
:
[
5
控制方式
F
自动
点击
“
是
”
,
厂 手 动 然 后 选 择
“
卜
_
f
块 数
:
I
一步
”
I
块
4
定
⑪
1
[
取 稍
'
[
下 一 步
》
]
刮
:
c
:
\
GIX
5
\
dataV
01
S
777
.
菜 单 人 獅
/
开 始
C
3
fCC
3
M
剖刀前进
English
1
/
0
检测
运动控制
网扳清洗
剖刀肩退
2012
-
04
-
26
08
:
15
:
55
第
2
页
:
度调节
调节选項
[
刮刀
;
§
退
]
轴回到取像位置
]
MARK
*
设置
:
□
使用
3
个
FCB
点
宽虔
:
[
eT
PXi
[
Tb
:
er
)
PYCPixel
调节
PCB
的
停板位置
,
良至与钢网
k
大致吻合
。
」
-
盡器
:
CCD
回位
'
PCE
标志
3
■
0 0 0 0
Z
轴上升
[
锕网标志
1
]
藍童
00
“
.
:
5
_
:
0 0 0 0
W
网定位
[
PCB
标志
1
1
319.7
^
1062
240.1
J
06
JC
:
缸韁动
视觉检测
[
锕网标志
2
]
[
FCB
标志
2
]
0 0 0 0
停板传
钢网刻度定位
:
Y
向
:
□
微调
0 0
320.1496
JS
2
239.64677
^
X
:
挡板气缸
\
260
41
S
X
向
:
|
1
o
位
[
请先手动调节平台是度
!
!
]
良到位
□
运输开关
□
平台顶板
□
寻轨夹紧
H
|
Y
向定位汽缸
g
气缸
CIPCE
吸板阀
□
平台松扳
□
网框夹紧阀
□
网框固定阀
2
D
检查模板设
置
o
2
|
未开在
,
请用
框中的
[
MARK
点遗置
]
]
C Z
<
<
上一步
动定位
确定
\
取泪
⑸
J
\
卜一灰
>
>
J
若网框开在正
中央
,
请用自
动定位
。
c
:
\
GLX
5
VdataVD
1377
T
菜单人帮助
-
-
.
GKLGm
English
i
/
o
检测
运动控制
网板清洗
刮刀卮退
刮刀前进
2012
-
04
-
26
08
:
33
:
19
笫
2
页
执宽度诮节
调节选项
MARK
点设置
:
□
使用
3
个
FCEl
Maik
点
刮刀
ifilS
调节
_
_
宽廑
:
[
eT
[
z
轴回到取像位置
1
MXiCmni
)
PXiTixe
5
FT
(
7
㈣
CCD
回位
[
PCE
标志
3
]
[
5
[
锏网标志
1
]
|
370
[
FCB
标志
1
]
U
[
锏网标志
21
|
[
PCE
标志
2
]
[
jm
643
1
°
0
0
2
轴上升
1
■
夹紧董
[
T
323
.
SS
0
0
钢网定位
J
323.3
S
370
.
^
4
;
319.7
^
1052
2
^
.
150000
板气缸移动
视觉检测
223
.
^
43
434
.
SS
0
0
停板传感器
:
冃刻度定位
;
Y
向
:
|
260
x
向
:
(
mi
^
□
微调
\
352
.
m
434
.
S
3
320.1496532
23
P
.
6467742
多动
e
扳气缸
Y
;
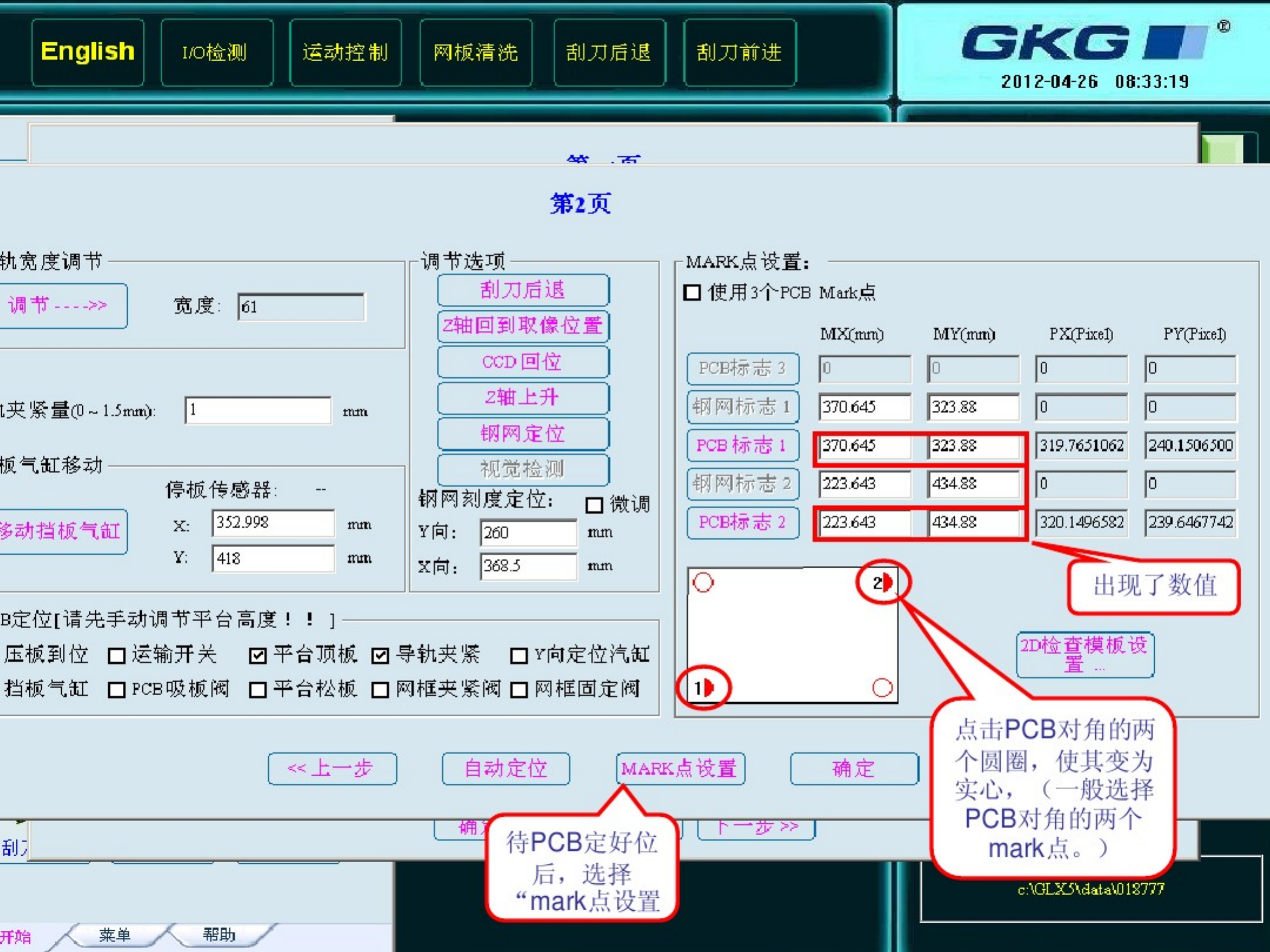
出现了数值
B
定位
[
谙先手动调节平台高度
!
!
]
压
M
到位
□
运输开关
0
平台顶搣
0
导轨夹紧
□
7
向定位汽缸
挡板气缸
HIFCB
吸扳阀
□
平台松板
□
网框夹紧阀
□
网框固定
W
f
2
D
检查模扳设
©
o
点击
PCB
对角的两
个圆
_
,
使其变为
实心
,
(
一般选择
PCB
对角的两个
maiK
6
&
)
[
《
上 一 步
]
[
自 动 定 位
]
I
^
IARK
点设置
1
[
确定
]
T
~
^
待
PCB
定好位
后
,
选择
“
mark
点设置
刮
;
c
:
\
GLX
5
\
data
\
DlE
777
开脂
_
人
■
.
/