TCM-X200 (1).pdf - 第90页
(9) 按住操作台的 [POWER ON] 按钮 1 秒以上,还原装置,显示如 下画面。 Fig.4A86-3 Fig.4A86-3 Fig.4A86-3 Fig.4A86-3 Fig.4A86-3 ( 1 0) 按原点复位 [ 全轴 ] 按钮,在 2 秒钟内按下操作台的 [ENABLE] 按钮,进行全原点复位。 ( 11 ) 按送料器交换准备完了 [F 1 ] 、 [F2A] 、 [F3B] 、 [F2B] 、 [F3A] 、 [F4…
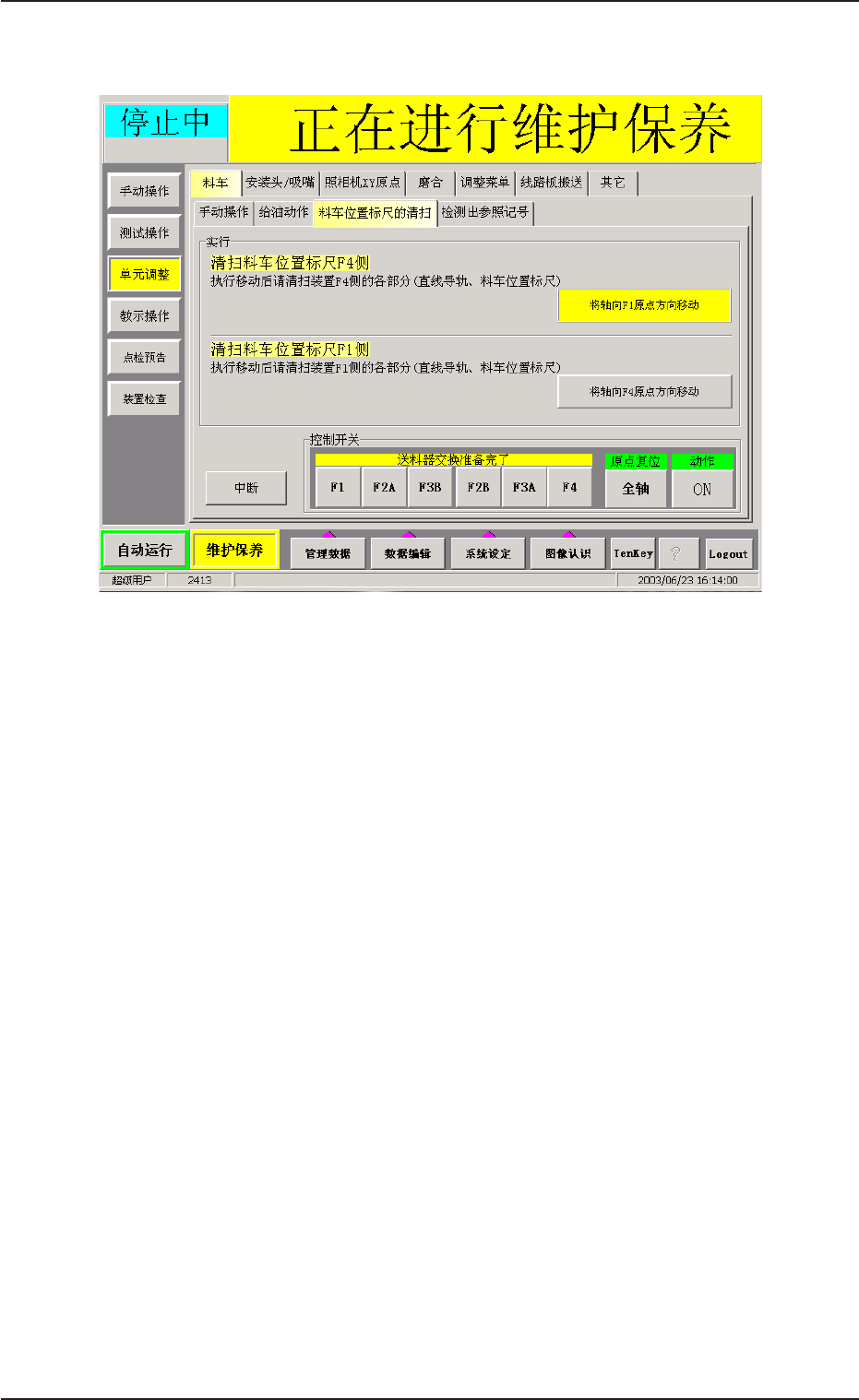
(2) 在 “ 料车位置标尺的清扫 ” 选项卡中,按[ 料车位置标尺的清
扫] 按钮,显示如下画面。
Fig.4A86-2Fig.4A86-2
Fig.4A86-2Fig.4A86-2
Fig.4A86-2
(3) 按[ 将轴向 F 1 原点方向移动] 按钮或者[ 将轴向 F4 原点方向移
动] 按钮,在 2 秒钟内按下操作台的[ENABLE]按钮。
料车向指定的原点方向移动。
(4) 按[ 非常停止]/[紧急停止] 按钮,打开料车盖。
(5) 用沾有酒精( 无水乙醇) 的棉棒清扫料车位置标尺。
严禁使用酒精以外的液体。
(6) 关闭所有的料车盖。
(7) 顺时针旋转[ 非常停止]/[紧急停止] 按钮,解除非常停止。
(8) 按 “ 非常停止 ” 画面的[ 复位] 按钮。
1 .41 .4
1 .41 .4
1 .4
维护维护
维护维护
维护
··
··
·
保养方法保养方法
保养方法保养方法
保养方法
0308-001 1-76
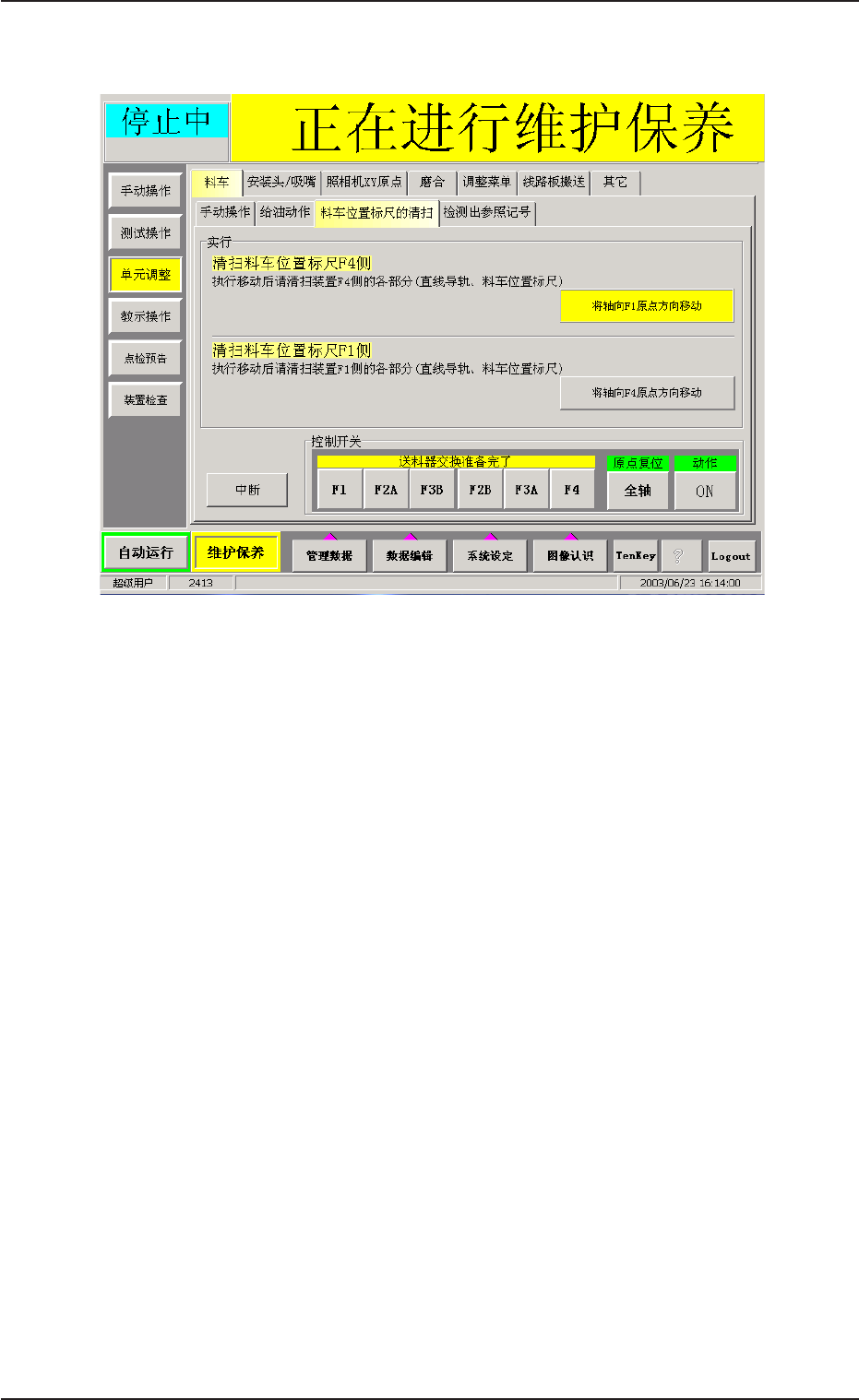
(9) 按住操作台的[POWER ON]按钮 1 秒以上,还原装置,显示如
下画面。
Fig.4A86-3Fig.4A86-3
Fig.4A86-3Fig.4A86-3
Fig.4A86-3
(10) 按原点复位[ 全轴] 按钮,在 2 秒钟内按下操作台的
[ENABLE]按钮,进行全原点复位。
(11) 按送料器交换准备完了[F1]、[F2A]、[F3B]、[F2B]、[F3A]、
[F4]按钮。
(12) 同样方法清扫反对侧的料车位置标尺。
1 .41 .4
1 .41 .4
1 .4
维护维护
维护维护
维护
··
··
·
保养方法保养方法
保养方法保养方法
保养方法
0308-001 1-77
• 料车位置标尺编码器安装头的清扫
(1) 请务必在关闭电闸的状态下进行作业。
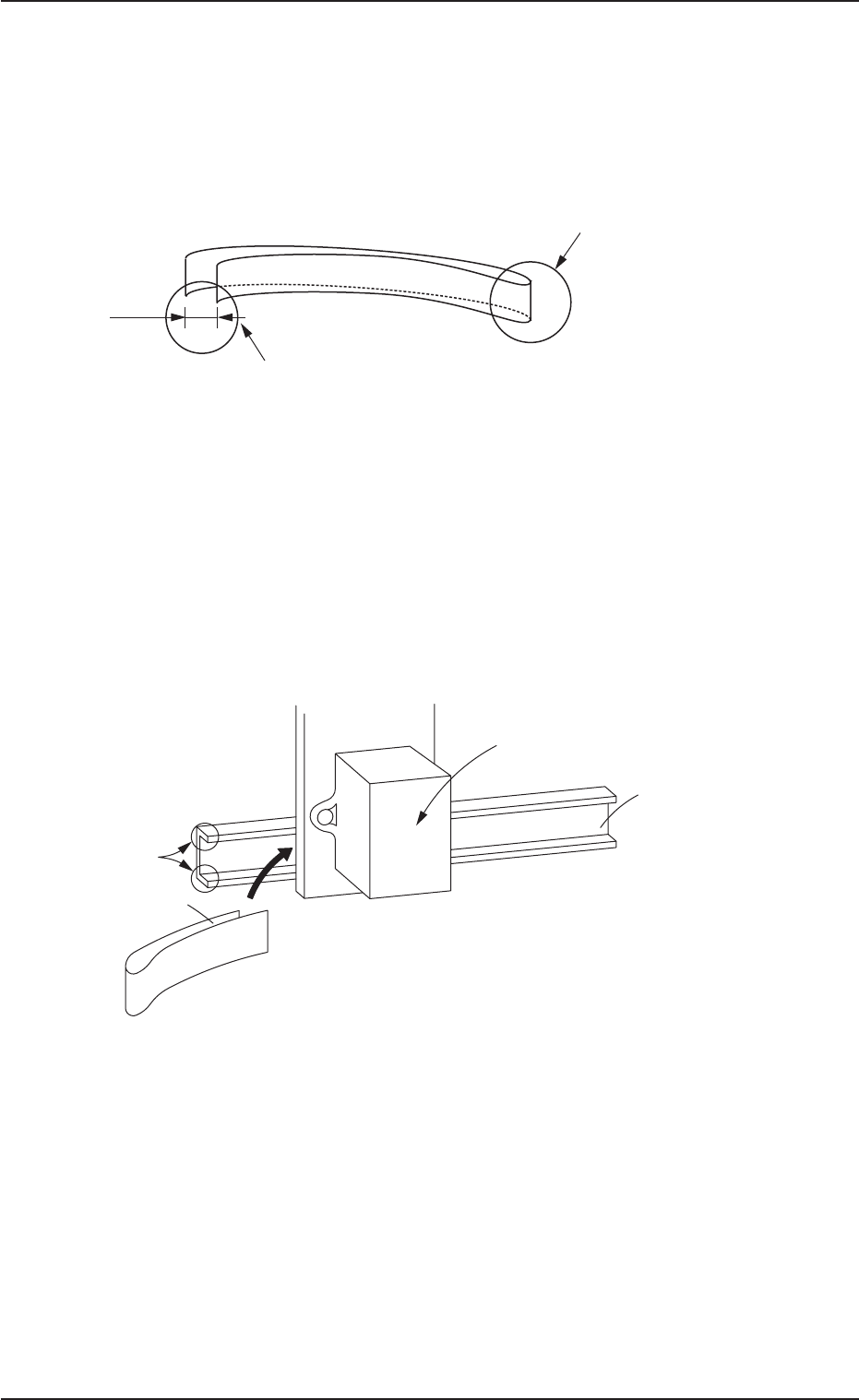
(2)安装头清扫用纸如下折成两个部分。
Fig.4A87Fig.4A87
Fig.4A87Fig.4A87
Fig.4A87
(3)请将安装头清扫用纸的 A 侧和 B 侧的正反两面用酒精( 无水乙
醇) 充分浸湿。
(4)将安装头清扫用纸从编码器的横向插入,使 B 侧位于编码器安
装头,插入到标尺把杆的上下把手之间。
Fig.4A88Fig.4A88
Fig.4A88Fig.4A88
Fig.4A88
1 .41 .4
1 .41 .4
1 .4
维护维护
维护维护
维护
··
··
·
保养方法保养方法
保养方法保养方法
保养方法
0308-001 1-78
ȡ
Ȣ
ȡ
Ȣ
弯曲到出现浅浅的折痕弯曲到出现浅浅的折痕
弯曲到出现浅浅的折痕弯曲到出现浅浅的折痕
弯曲到出现浅浅的折痕
离折痕的长度在离折痕的长度在
离折痕的长度在离折痕的长度在
离折痕的长度在
AA
AA
A
侧和侧和
侧和侧和
侧和
BB
BB
B
侧改变侧改变
侧改变侧改变
侧改变
55
55
5
~~
~~
~
1 0mm1 0mm
1 0mm1 0mm
1 0mm
55
55
5
~~
~~
~
1 01 0
1 01 0
1 0
编码器安装头编码器安装头
编码器安装头编码器安装头
编码器安装头
料车位置标尺以及料车位置标尺以及
料车位置标尺以及料车位置标尺以及
料车位置标尺以及
标尺把杆标尺把杆
标尺把杆标尺把杆
标尺把杆
把杆把杆
把杆把杆
把杆
上下把手上下把手
上下把手上下把手
上下把手