NT系列V2_简_说明书_20050904_V2_0标准 - 第15页
S U N EA ST N T S e r i e s V 2 H o t A i r R e f l o w O p e r a ti o n M a nu a l 13 S UN E A S T TE C HNO L OGY D E V EL O P M E N T Co . , LTD 需 要转 动 悬臂 以 调 整 显 示 器 和 键 盘 的 位 置 ; 工 控 机 安 装在 显 示 器下面 的机 架 内 , 四 周 有 机 器…
SUN EAST NT Series V2 Hot Air Reflow Operation Manual
12 SUN EAST TECHNOLOGY DEVELOPMENT Co.,LTD
3.4.4 NT 系列 V2 版回流炉各型号不同点
NT 为无铅系列代号;5,7,8,10 为温区数;A:空气,N:氮气;V2:版本。
温区数不同,机身长度不同。
3.4.5 运输速度控制
回流炉运输系统的速度可根据用户的需要自行设定,由软件进行控制。控制精度可达±
6mm/min。
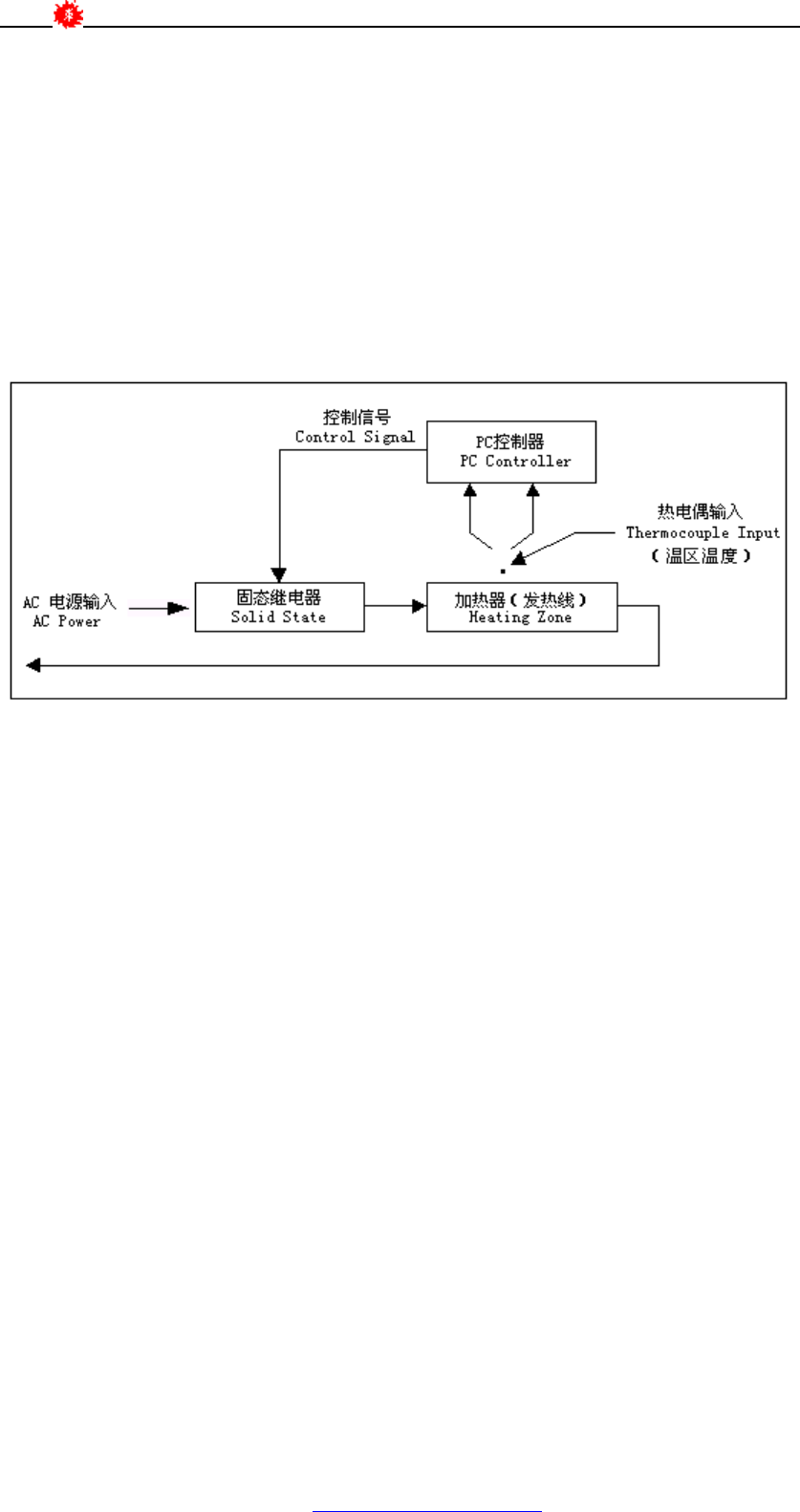
3.4.6 温度控制
各温区设定温度通过软件操作进行设置,各温区的实际温度通过安装在每个温区的热电偶
传递并显示在 PC 监视屏上,同时也将控制信号反馈给电控箱中的固态继电器以提供足够的动
力将温度维持在设定的数值。
图 3-3 温度控制回路
3.4.7 测温线接口
NT 系列 V2 版回流炉测温线接口安装在机器前面的操作控制面板上。测温线输入端与工控
机上的测温卡相连,通过回流炉控制软件捕捉到焊接时的温度曲线,并可显示、打印及存储调
用温度曲线。
3.4.8 温度超差报警保护
当实际温度超过设定温度上、下限时,系统将通过软件控制发出报警信号、显示报警信息,
同时所有加热区停止加热(冷却区温度超差只报警,不停止加热)( 如 温区温度设定为 200℃,
当上、下限温度设定为 10℃,则当实际温度超过 210℃或低于 190℃时则会发出报警), 运 输 系
统 继续运行,将 PCB 板安全送出回流炉。在故障原因排除后,重新打开加热开关进行加热。
3.4.9 气体控制
NT 系列 V2 版回流炉要求有气体控制装置,因为要供给炉子洁净的氮气或空气。气体控制
装置有:
l 进出口气帘
l 进、排气装置及控制软件
l 流量计及氧气浓度分析仪(氮气型选配)
l 可选配助焊剂回收装置
3.4.10 控制系统
NT 系列 V2 版回流炉控制系统由 PC 电脑、控制板卡及回流炉控制软件等组成。可实现对
系统的设置、对过程精确控制( 如 速度、温度、工作时间)、对状态实时监控(温度曲线、超温、
电源缺相)等功能。
PC 控制系统的安装见 3.3 节的结构简图。显示器安装在炉子一端的悬臂架上,可根据使用
PDF 文件使用 "pdfFactory" 试用版本创建 www.fineprint.com.cn

SUN EAST NT Series V2 Hot Air Reflow Operation Manual
13 SUN EAST TECHNOLOGY DEVELOPMENT Co.,LTD
需要转动悬臂以调整显示器和键盘的位置;工控机安装在显示器下面的机架内,四周有机器门
板防护,通过电缆与回流炉连接。
3.5 工作原理
回流焊接工艺过程就是液态无铅合金焊料对被焊金属表面的润湿过程,包括预热、保温、
回流、冷却四个阶段。
其工作原理是当PCB基板进入预热时间时使无铅焊膏的水分、气体蒸发掉,同时,焊膏
中的助焊剂润湿焊盘、元件引脚,焊膏软化、塌落、覆盖了焊盘,将焊盘、元器件引脚与氧气
隔离,PCB在预热时得到充分预热,当PCB进入焊接(回流区), 温度迅速上升使得焊膏达
到熔化状态,对PCB的焊盘、元器件引脚润湿、扩散、漫流或回流混合形成锡焊接头,实现
回流焊接。最后 PCB 经过冷却区通过冷却装置充分冷却后从出口处被送出回流炉。
PDF 文件使用 "pdfFactory" 试用版本创建 www.fineprint.com.cn
SUN EAST NT Series V2 Hot Air Reflow Operation Manual
14 SUN EAST TECHNOLOGY DEVELOPMENT Co.,LTD
第四章 安装与调试
4.1 开箱
包装箱内除回流炉主机外,另有:
1. 产品合格证。
2. 《用户手册》一本。
3. 《产品随机备件及工具清单》一页(见附录)。
4 . 产 品 备件及工具。
开箱后,请您首先做好以下工作:
1. 对照《产品备件及工具清单》查点随机备件及工具。
2. 检查机器各部分是否有损坏,基本功能部件有无缺少,包括另箱包装的计算机、显示
器、三色灯等,并将它们重新安装到回流炉主机上,参见 3.3 节外形尺寸图所示位置
进行安装。
3. 检查传送网带、传送链条、调宽链条是否脱落,链条有无锈迹、网带有无变形等。
4. 检查所有电气元件是否固定,接触是否良好,并连接好计算机控制系统各电线电缆。
5. 控制系统程序均已在硬盘中安装完毕并附有一套3.5英寸高密度备份软盘。
!计算机控制系统属于精密装置,在开箱时务必请小心轻放,避免碰坏。
开机前请务必详细阅读本机的《用户手册》。
4.2 操作环境
环境温度:不论回流炉机内有无工件,该机的工作环境温度应该在5~40℃之间。
相对湿度:该系列机的工作环境相对湿度范围应在20~95%。
运输保管:该系列机可在-25~55℃的范围内被运输及保管。在24小时以内,
它可以承受不超过65℃的高温。在运输过程中,请尽量避免过高的湿度、
振动、压力及机械冲击。
安装场地:a:机器占地面积参见 3.3 节外形尺寸;
b:请在洁净、通风的环境条件下运行机器,避免因灰尘等影响焊接质量;
c:请不要把机器安装在电、磁干扰源附近;
d:安装时,不要将回流炉机的进、出口正对着风扇或有风吹进的窗口;
e:机器后部留有可对设备进行维护、保养的空间,上方留有可供打开炉子
上盖及装通风管道的空间(机器两端两个排风口直径均为Φ125mm)。
4.3 设备安置及高度调整
1. 将回流炉机移动安置到选定位置。调节机器下部四个可调机脚(可调整范围:±20mm),
根 据工厂生产线需要确定本回流炉机工作高度。
2. 调回流炉机水平。回流炉机在出厂前炉体水平已调整好。在回流炉机运输到位后水平
调整方法是:
a. 使用框式水平仪。
b. 通过四个可调机脚,对回流炉机导轨等反复进行水平调整,直到其完全水平。
c. 将可调机脚螺母收紧。
PDF 文件使用 "pdfFactory" 试用版本创建 www.fineprint.com.cn