NT系列V2_简_说明书_20050904_V2_0标准 - 第41页
S U N EA ST N T S e r i e s V 2 H o t A i r R e f l o w O p e r a ti o n M a nu a l 39 S UN E A S T TE C HNO L OGY D E V EL O P M E N T Co . , LTD 7 . 1.3 清 洁 运输 链条 步骤 : a . 移 动 运 输链 条 ; b. 使用 硬 塑 料 刷 洗 擦 运 输链 条 , 确保 不 让…
SUN EAST NT Series V2 Hot Air Reflow Operation Manual
38 SUN EAST TECHNOLOGY DEVELOPMENT Co.,LTD
第七章 维护与保养
一台好的SMT设备,如果不注意平时预防性地维护保养工作,防止因残留污垢、缺乏润滑
剂、螺丝松动等问题而造成设备过早损坏或频繁发生故障,会使设备寿命大打折扣,甚至于使
整个系统瘫痪。为 保 证 设备在完好状态下工作,焊出高质量的产品,最 大限 度地 减 少停 机 损失 ,
请 遵 循 以 下方面的维护保养准则:
制定设备日常和定期维护保养制度及维护周期,并由经过培训的专门人员进行维护保养。
常规维护保养周期见下表(如在恶劣的及高温环境下,应增加预防维护频次):
维 护 保 养 内 容 保养周期时间
机器两端调宽丝杆和导向轴 每周或根据要求
传送网带及其驱动系统 3个月
运输链条和导向轨道 3个月
机器表面 根据要求
上、下温区整流孔板 根据需要
加热风轮和增压模块组件 根据需要
冷却部分风扇 3个月
清洁:
更换冷水机冷却水 2-3个月
运输导轨和链条 工作时自动润滑
驱动链轮和链条 每月
润滑:
转动轴轴承座 每月
温度曲线(在传送速度检查后) 每月或按要求
机械检查/调整 传输系统 1个月
传送链/带、链轮、滚筒、紧固螺钉等 1个月
7.1 机器各部分的清洁和润滑
7.1.1 清洁传送带和驱动系统步骤:
a. 使用钢丝刷或硬塑料刷从传送网带、主从动拨轮和支承轮上去除污垢。
b. 再用擦布蘸酒精清洁传送带和滚筒上其他污垢。
c. 清洁网带驱动各转动轴。
7.1.2 清洁炉子罩盖步骤:
a. 关掉机器电源并让炉子冷却至手可触摸。
b. 打开炉子上盖。
c. 用擦布蘸酒精清洁炉子罩盖及周边密封条。
PDF 文件使用 "pdfFactory" 试用版本创建 www.fineprint.com.cn
SUN EAST NT Series V2 Hot Air Reflow Operation Manual
39 SUN EAST TECHNOLOGY DEVELOPMENT Co.,LTD
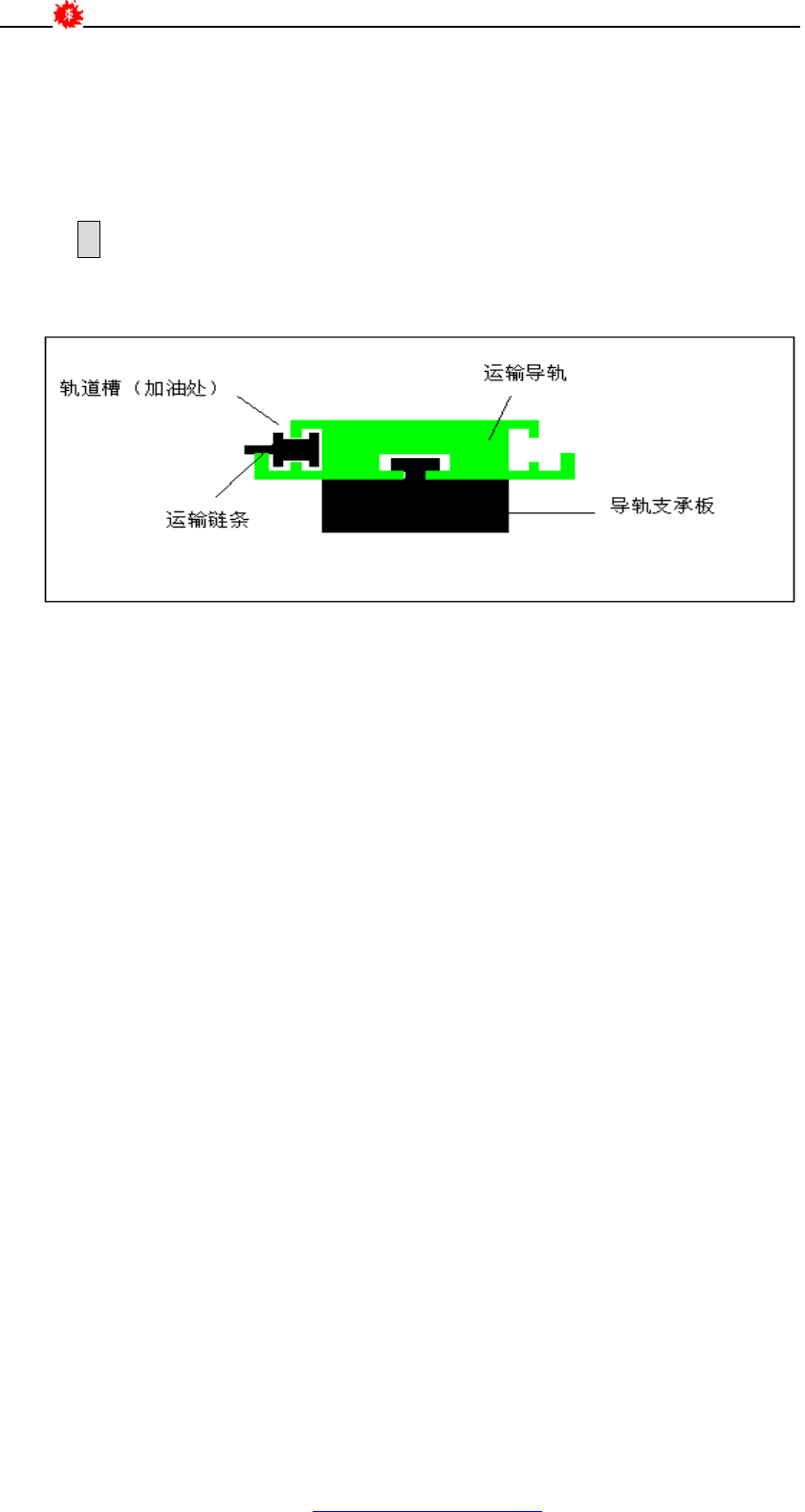
7.1.3 清洁运输链条步骤:
a. 移动运输链条;
b. 使用硬塑料刷洗擦运输链条,确保不让碎片掉入炉内;
c. 用高温润滑油(杜邦公司牌号为 Krylox GPL106 或德国产耐温 300℃润滑油)润滑
链条,保证链传输良好。
!注意:不要使用溶剂清洁运输链条,因为清洁溶剂对链条上的污垢清洁比较困难而
且会妨碍链条正确润滑。也不能使用气枪清洁链条,如这样,会将碎片吹进炉内,造
成污染或电源短路;
图 7-1 清洁运输链条
7.1.4 清洁上、下温区整流孔板步骤:
a. 关掉所有电源,待炉子冷却后;
b. 打开炉盖;
c. 用擦布蘸酒精清洁上、下温区孔板,确保将孔板上小孔清洗干净(因为孔板上残留
污垢会阻碍气体进入炉道内);
d. 如需要的话,拧下孔板上的紧固螺丝,搬动孔板清洁里面。
e. 然后将孔板重新装好。
7.1.5 清洁加热风机步骤:
a. 风轮须保持清洁和平衡,残留在叶片上的污垢会引起振动和限制循环气体进入炉
内。如果清洁不能消除振动,请更换叶片。
b. 关掉电源待炉子冷却至手可以触摸;
c. 打开炉子罩盖;
d. 如果孔板从炉子上取下比较困难(如下温区), 将 加 热 模块取下进行清洁或更换风
轮;
e. 再重新装上加热风机、热电偶和孔板等加热模块组件;
f. 关上罩盖;
g. 打开炉子电源进行试机并确认。
h. 每班开始工作前检查导轨、链条自动润滑装置是否正常工作,并定期向油杯中加注
耐高温润滑油。
7.1.6 清洁冷却区风扇及热交换器上助焊剂过滤装置
a. 关掉炉子所有电源。
b. 打开炉子冷却区罩盖,松开冷却模块上盖与箱体的搭扣并打开上盖。
c. 清洁风扇叶片上残留污垢(注意不要将冷却风扇接线碰断)。
d. 从热交换器上取下助焊剂过滤装置进行清洁。
e. 重新装上过滤装置、合上搭扣及右侧罩盖。
PDF 文件使用 "pdfFactory" 试用版本创建 www.fineprint.com.cn

SUN EAST NT Series V2 Hot Air Reflow Operation Manual
40 SUN EAST TECHNOLOGY DEVELOPMENT Co.,LTD
f. 打开炉子电源进行试机,观察风扇转动情况并确认工作正常。
g. 合上冷却模块上盖,扣好上盖与箱体的搭扣,合上炉子冷却区罩盖。
7.2 机械系统维护
机械系统需要维护的地方主要有:
1. 调整炉子水平
2. 更换密封条
l 调整炉子水平主要包括以下几方面:
a. 网带支撑杆的水平调整;
b. 网带主从动拨轮、支承轮的水平调整;
c. 运输导轨水平调整。
l 要求准备的工具:
2 根硬的细尼龙线(每根都要长于炉子的总长)
4 个 1/8″厚的调整垫块
7 个 1/16″厚的调整垫块
5 根长 560mm 的水平直尺(任何固体材料做成一样的厚度)
1~2 个水平仪
塞尺
l 网带支撑杆水平调整的推荐方法如下:
! 网带表面不规则,无法作为测量表面。在调整网带水平之前应先将网带拆下。
1) 关掉电源待炉温降至手可触摸;
2) 打开炉膛上盖;
3) 在炉子出口处检查网带支承杆水平
a. 在炉子出口处前、后网带支承杆上放置一个 1/8″调整垫块,如图 7-2 所示;
b. 将水平直尺放在两个 1/8″调整垫块上;
c. 用水平仪检查网带支承杆上水平直尺的水平;
d. 如网带支承杆不水平,应松开进出口两端网带支承板上高度调整螺丝进行调整,直
至网带支承杆在最低位置调成水平
4) 按步骤 3 同样方法将炉子入口处的网带支承杆调至水平。
5) 沿炉膛长度方向五处在前后网带支承杆上放置 1/16″的调整垫块,如图 7-3 所示。
6) 将 5 个水平直尺沿炉膛宽度方向分别放到前、后 1/16″的调整垫块的顶部。
7) 将两根硬的细尼龙线穿过炉膛分别放在所有水平直尺的前、后两端上,拉紧绳子两端或
在绳子两端系上 1.25Kg 的重物,使两根细尼龙线绷直。绷直的细线作为测量传输系统
水平的参考线。
8) 确定在炉子进出口两端没有其它零、部件妨碍水平的调整。
9) 在水平直尺与水平线间有 1/16″的间隙(除进出口两端水平直尺外), 再 用 1/16″调整
垫块作为塞尺检查水平直尺顶部到已绷紧水平线间的距离。
10) 如果检查出水平不正确,应旋动图 中的螺母调整网带支承杆下面横梁的高度(调整
时从炉膛中间分别向进出口两端调整), 直 至 网 带 支 承 杆 全 部 水 平 。
11) 在网带支承杆水平调整好后,进行网带主、从动支承轮、拨轮水平的调整。
PDF 文件使用 "pdfFactory" 试用版本创建 www.fineprint.com.cn