NT系列V2_简_说明书_20050904_V2_0标准 - 第43页
S U N EA ST N T S e r i e s V 2 H o t A i r R e f l o w O p e r a ti o n M a nu a l 41 S UN E A S T TE C HNO L OGY D E V EL O P M E N T Co . , LTD 图 7-2 图 7-3 l 在 网 带 支 承 杆 水 平 调 整 好 后 , 将网 带驱 动 系统的 主 从 动 支 承 轮 、 拨轮 ( 齿底…

SUN EAST NT Series V2 Hot Air Reflow Operation Manual
40 SUN EAST TECHNOLOGY DEVELOPMENT Co.,LTD
f. 打开炉子电源进行试机,观察风扇转动情况并确认工作正常。
g. 合上冷却模块上盖,扣好上盖与箱体的搭扣,合上炉子冷却区罩盖。
7.2 机械系统维护
机械系统需要维护的地方主要有:
1. 调整炉子水平
2. 更换密封条
l 调整炉子水平主要包括以下几方面:
a. 网带支撑杆的水平调整;
b. 网带主从动拨轮、支承轮的水平调整;
c. 运输导轨水平调整。
l 要求准备的工具:
2 根硬的细尼龙线(每根都要长于炉子的总长)
4 个 1/8″厚的调整垫块
7 个 1/16″厚的调整垫块
5 根长 560mm 的水平直尺(任何固体材料做成一样的厚度)
1~2 个水平仪
塞尺
l 网带支撑杆水平调整的推荐方法如下:
! 网带表面不规则,无法作为测量表面。在调整网带水平之前应先将网带拆下。
1) 关掉电源待炉温降至手可触摸;
2) 打开炉膛上盖;
3) 在炉子出口处检查网带支承杆水平
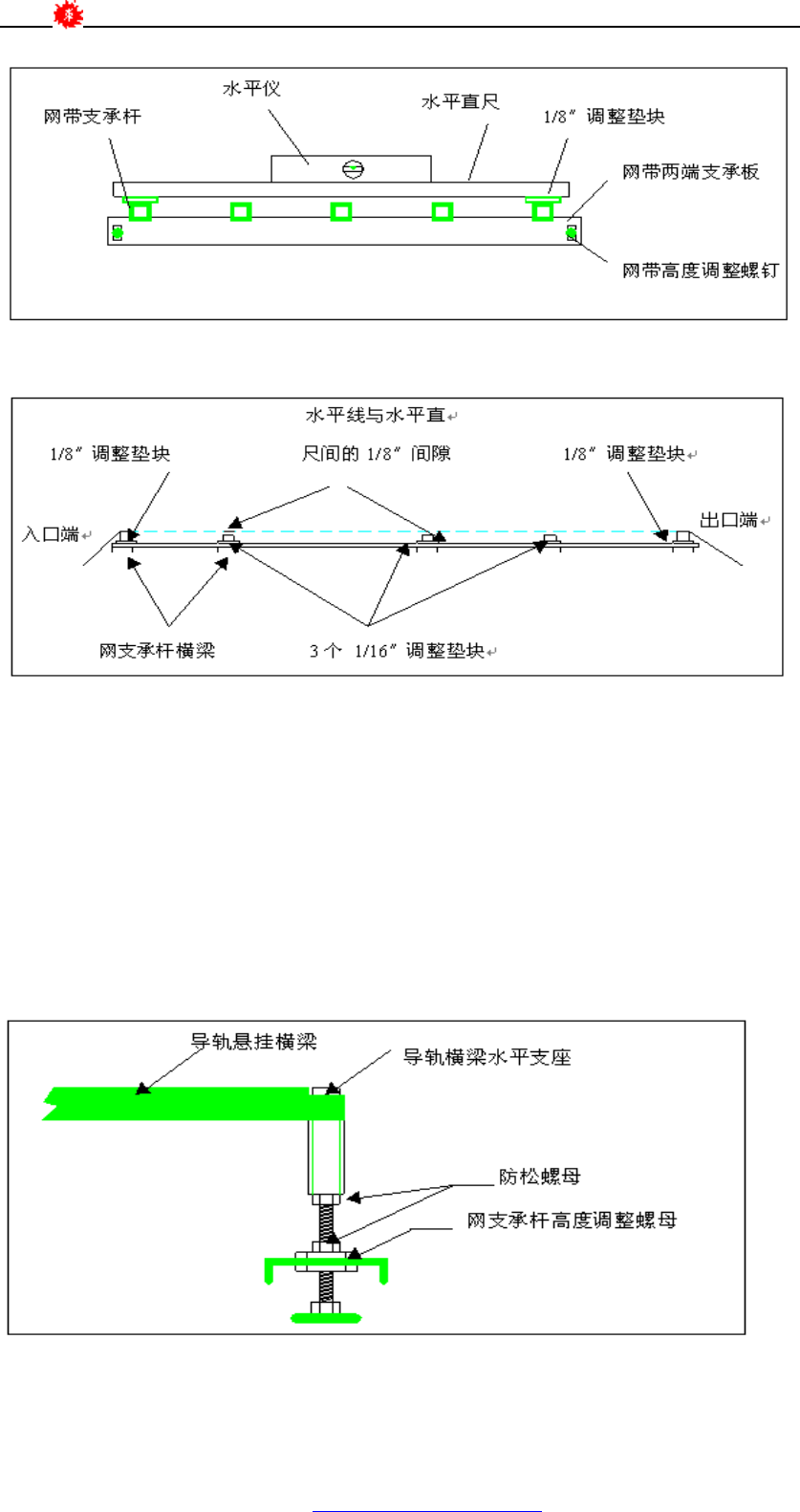
a. 在炉子出口处前、后网带支承杆上放置一个 1/8″调整垫块,如图 7-2 所示;
b. 将水平直尺放在两个 1/8″调整垫块上;
c. 用水平仪检查网带支承杆上水平直尺的水平;
d. 如网带支承杆不水平,应松开进出口两端网带支承板上高度调整螺丝进行调整,直
至网带支承杆在最低位置调成水平
4) 按步骤 3 同样方法将炉子入口处的网带支承杆调至水平。
5) 沿炉膛长度方向五处在前后网带支承杆上放置 1/16″的调整垫块,如图 7-3 所示。
6) 将 5 个水平直尺沿炉膛宽度方向分别放到前、后 1/16″的调整垫块的顶部。
7) 将两根硬的细尼龙线穿过炉膛分别放在所有水平直尺的前、后两端上,拉紧绳子两端或
在绳子两端系上 1.25Kg 的重物,使两根细尼龙线绷直。绷直的细线作为测量传输系统
水平的参考线。
8) 确定在炉子进出口两端没有其它零、部件妨碍水平的调整。
9) 在水平直尺与水平线间有 1/16″的间隙(除进出口两端水平直尺外), 再 用 1/16″调整
垫块作为塞尺检查水平直尺顶部到已绷紧水平线间的距离。
10) 如果检查出水平不正确,应旋动图 中的螺母调整网带支承杆下面横梁的高度(调整
时从炉膛中间分别向进出口两端调整), 直 至 网 带 支 承 杆 全 部 水 平 。
11) 在网带支承杆水平调整好后,进行网带主、从动支承轮、拨轮水平的调整。
PDF 文件使用 "pdfFactory" 试用版本创建 www.fineprint.com.cn
SUN EAST NT Series V2 Hot Air Reflow Operation Manual
41 SUN EAST TECHNOLOGY DEVELOPMENT Co.,LTD
图 7-2
图 7-3
l 在网带支承杆水平调整好后,将网带驱动系统的主从动支承轮、拨轮(齿底面)调至
同样高度。推荐调整方法如下:
l 将水平仪两端沿炉膛方向分别放在网带支承杆和网带主(出口处)、从(入口处)动
支承轮的顶部,检查网带驱动系统前、后两处的水平
1) 如果不水平,旋动传动系统两端与机架连接的螺钉(如图 7-4 所示)。 调 整整个传动机
构的高度,直至网带主、从动支承轮、拨轮(齿底面)的高度与网带支承杆高度平齐。
2) 用水平仪从前到后检查传动系统各转动轴的水平以及运输导轨前、后支承板的水平。
3) 将网带驱动主、从动支承轮、拨轮上的螺钉固定。
4) 在网带主从动轮水平调整好后,重新安装好网带,调整运输导轨的水平。
图 7-4
PDF 文件使用 "pdfFactory" 试用版本创建 www.fineprint.com.cn

SUN EAST NT Series V2 Hot Air Reflow Operation Manual
42 SUN EAST TECHNOLOGY DEVELOPMENT Co.,LTD
l 运输导轨水平的调整
1) 在炉子的进出口处分别在前、后运输导轨上放置 1/8″的调整垫块。
2) 沿炉膛长度方向三处在前后运输导轨上放置 1/16″的调整垫块。
3) 将 5 个水平直尺沿炉膛宽度方向分别放到前、后 1/8″、1/16″的调整垫块的顶部。
4) 将两根硬的细尼龙线穿过炉膛分别放在所有水平直尺的前、后两端上,拉紧绳子两端
或在绳子两端系上 1.25Kg 的重物,使两根细尼龙线绷直。绷直的细线作为测量传输系
统水平的参考线。
5) 确定在炉子进出口两端没有其它零、部件妨碍水平的调整。
6) 在水平直尺与水平线间有 1/16″的间隙(除进出口两端水平直尺外), 再 用 1/16″调整
垫块作为塞尺检查水平直尺顶部到已绷紧水平线间的距离。
7) 如果检查出水平不正确,应旋动图 7-4 中的螺母调整网带支承杆下面横梁的高度(调
整时从炉膛中间分别向进出口两端调整), 直 至 间 隙 消 除 。
8 ) 如 必 需 的 话 , 可 调 整 运 输 导 轨 两 端 支 承 板 的 高度。
9) 水平仪校验水平直尺的水平。
10)将所有连接处的螺钉紧固。
11)在炉膛水平调整好后,将炉膛上盖合闭。
12)打开电源并启动运输开关,在传输系统上放置一块 PCB 板检查运输情况是否良好。
l 传送系统定期维护
传送系统部件属于运动部件,长期处于高温环境中,为防止传送系统故障,需每月进行一
次维护。
1)检查两条导轨间的宽度:A.用一块裸 PCB 板,调节导轨宽度以适合 PCB 板通过;B.
打开炉膛,用 PCB 板在导轨两链条凸轴上滑动,测试两导轨在入板、中间和出板三处的宽度,
要求不会出现掉板和卡板。如有出现掉板和卡板和现象,重新调节两导轨在入板、中间和出板
三处的宽度,以适合 PCB 板正常通过。
2)检查导轨支撑装置与导轨连接的螺丝、机米,不能有松动现象。如有松动,重新紧固。
3)为 保 证 链 条 运 转顺利,提 高 其 使用寿命,根据链条调节并锁定链轮组件的径向位置,避
免其径向窜动。见图 7-5。
图 7-5
链
轮
组
件
PDF 文件使用 "pdfFactory" 试用版本创建 www.fineprint.com.cn