NT系列V2_简_说明书_20050904_V2_0标准 - 第48页
S U N EA ST N T S e r i e s V 2 H o t A i r R e f l o w O p e r a ti o n M a nu a l 46 S UN E A S T TE C HNO L OGY D E V EL O P M E N T Co . , LTD 附录 2 :产品随机附件及工具清单 产品名称 : 无 铅热风 回流 炉 产品 型 号 : N T - 5 A - V 2 N T - 5 N - …
SUN EAST NT Series V2 Hot Air Reflow Operation Manual
44 SUN EAST TECHNOLOGY DEVELOPMENT Co.,LTD
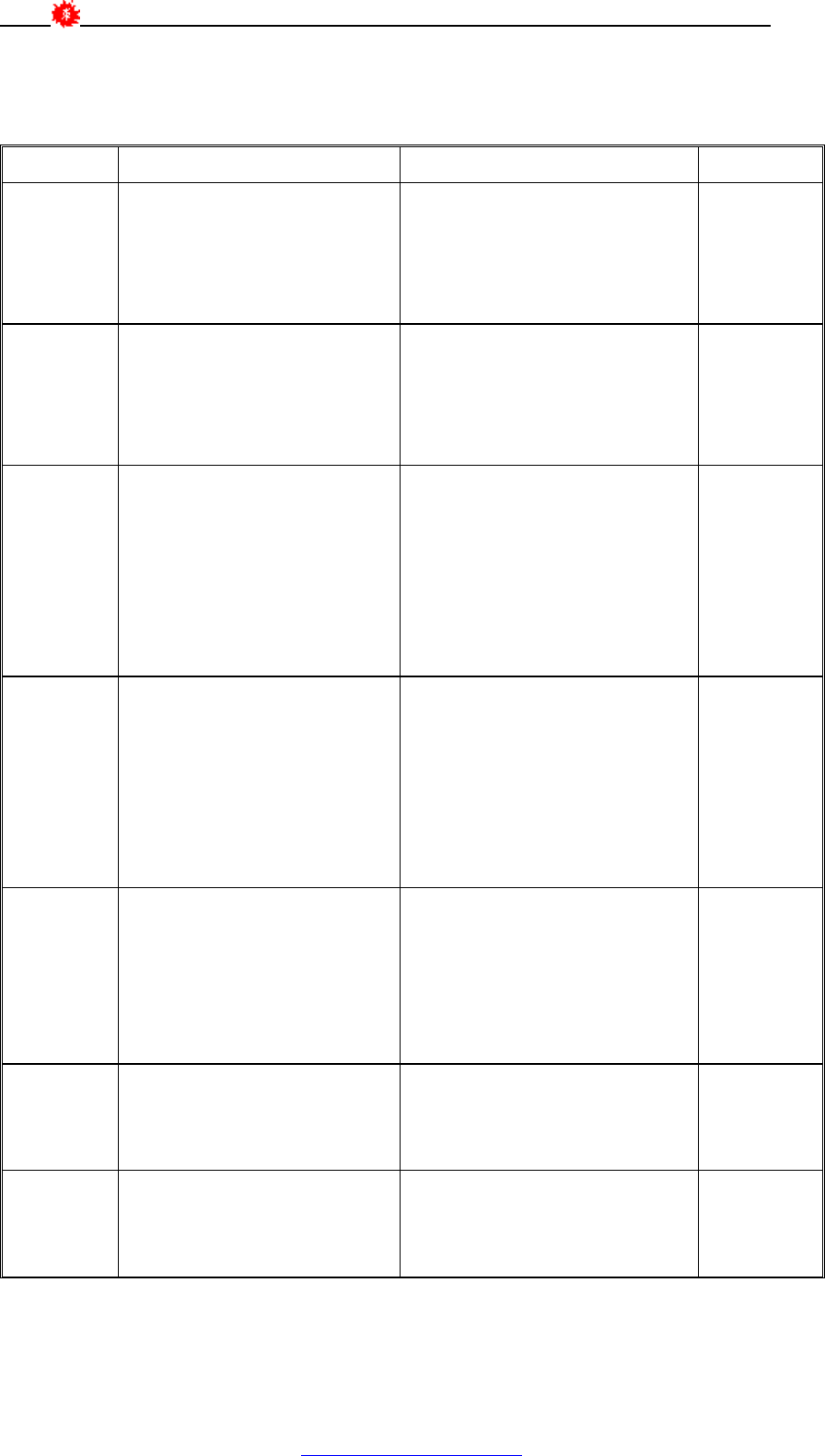
第八章 故障分析与排除
常见故障分析与排除表:
故障 原因分析 故障排除 机器状态
电源输入灯不亮
1. 主电源供给开路
2. 主电源接驳处空气开关未打开
3. 灯有故障
1.检查电源线连接是否有误,与接线端子是否
良好接触;
2.检查所有熔断器是否接通。
3.打开或重换电源空气开关
停止状态
开机后回流炉机
不能起动
1.控制箱保险管丝熔断
2.限流器(热继电器)跳开
3.漏电开关断开
4 紧急制动按扭未弹起
1.更换保险丝
2.将限流器复位
3.合上漏电开关
4.顺时针旋转紧急制动按扭
停止状态
加热区温度升不
到设置温度
1.发热线断、或接触不良
2.热电偶连线接触不良
3.固态继电器开路
4.排气过大或室内风影响
5 温度设置不当
1.断开线路,检查发热线的静态电阻,看是否
有断开或接触不良。
2.检查或更换热电偶
3.更换固态继电器
4.调节排气板排除室内风影响
5 重新设置温度
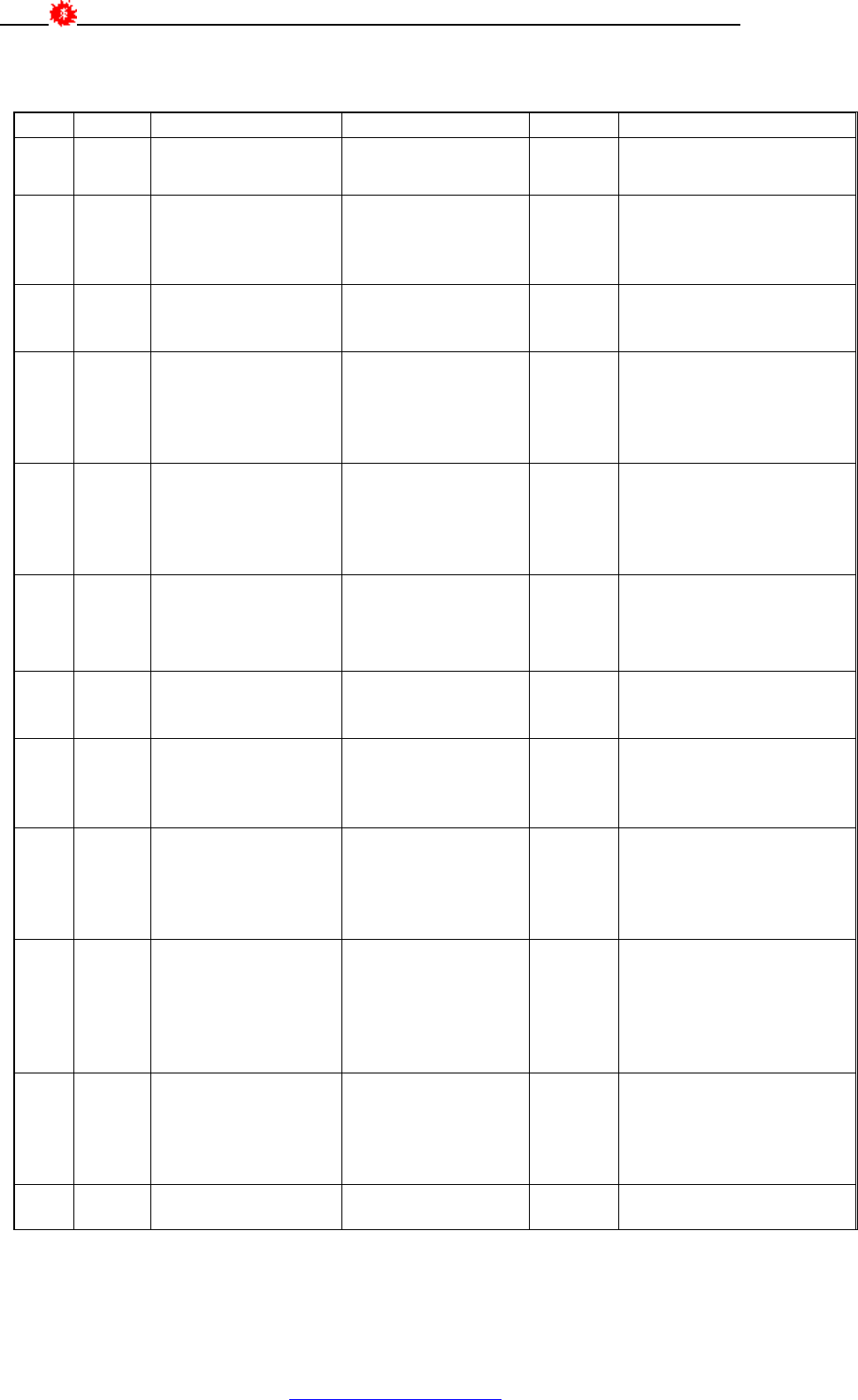
加热区温度超出
设置温度太多
1.温度设置不当
2.温度上限报警值设置不当
3.温度控制器失控
4.热电偶开路
5.固态继电器击穿
6 光电隔离器件击穿
1.重新设置温度
2.重新设定温度上限报警值
3.检查或更换温度控制器
4.检查或更换热电偶
5.更换固态继电器
6.更换光电隔离器件
信号灯塔红灯亮
传送带不动作 1.调速器接触不良或损坏
2.D/A接口板接触不良或损坏
3.传送电机损坏或电源接驳处接触不良
4.应急开关处于按下状态
1.检查调速器接线或更换之
2.检查D/A接口板接线或更换之
3.更换电机或检查电源接驳检查测速传感器
是否工作
4.顺时针旋转应急开关
电机超载误报警
1.传送带热继电器失控
2.热继电器设置不当
1.重新开启传送带热继电器
2.检查或更换热继电器
3.重新设定热继电器电流值
1.信号红灯亮
2.
所有发热线停止
加热
运输启动缓慢 DA卡没有插紧(计算机底板插槽接触不良)
1.插紧DA卡
2.必要时DA卡与测温卡对调,要使计数卡与其
它的控制卡隔开一个底板插槽
风机开启时影
响运输速度
PDF 文件使用 "pdfFactory" 试用版本创建 www.fineprint.com.cn
SUN EAST NT Series V2 Hot Air Reflow Operation Manual
45 SUN EAST TECHNOLOGY DEVELOPMENT Co.,LTD
附录 1:焊点缺陷及原因分析表
序号
缺陷 说明 原因分析 危害 预防处理措施
1.
元 件 偏
移
大量小型片式元件偏离焊
盘。
风速太高;振动太大;网
带水平度不够。
开路 降低风速;调整网带水平;查找振
动原因,减小振动。
2.
焊料球 焊点周围有许多微小焊珠。
预热区温度上升太快,达
到平顶时间过短;焊膏质
量差;焊盘氧化严重。
短 路 、 虚
焊、焊料球
污染 电路
板。
调整回流炉焊接工艺参数使之与
焊膏特性相适应;使用工作寿命长
的焊膏;人工去除焊料球并维修焊
点。
3.
曼哈顿
现象
片式元件一端脱离焊盘或
直立。
焊盘设计间距太大;焊前
元件贴装位置偏差大;元
件两端升温不均匀。
开路 按规范设计焊盘;提高元件贴装位
置精度;增加预热温度或预热时
间;人工维修焊点。
4.
桥焊 细间距 IC 引线之间有焊料
桥联。
预热区温度较高,时间较
长,焊膏中活化剂在未达
到峰值温度前已挥发;焊
膏印刷太厚;桥印;元件
贴装位置偏差太大。
短 路 、 虚
焊。
降低预热温度,缩短预热时间以减
少焊膏印刷模板厚度,减少印刷间
隙和重印次数;提高贴片精度;人
工维修焊点。
5.
冷焊 焊点发黑,焊膏未完全熔
化。
回流炉参数错误;焊接温
度太低,传送速度太快,
印制板相隔太近。
虚焊、开
路。
严格按焊膏生产厂家提供的
或经试验认可的回流炉温度曲线
焊接电路板;人工维修冷焊焊点或
将电路板在正确的工艺下再回流
焊一次。
6.
润 湿 不
良
焊点焊料不足,主跟部没有
焊料润湿。
焊膏印刷薄,焊料已丢失;
元件引脚异面;元件可焊
性差;焊盘设计不合理。
焊 点 可 靠
性 差 、 虚
焊。
增加模板厚度;加大焊膏印刷间
隙;控制好元器件质量;改善印制
板焊盘设计;防止焊料丢失;人工
维修边界焊点。
7.
焊 点 焊
料过量
焊点焊料凸出,焊料高度超
过了元件焊端厚度。
焊膏印刷太厚。 焊 点 可 靠
性差、引发
电路故障。
改进焊膏印刷质量;人工去除焊点
上多余的焊料。
8.
元 件 引
脚未润
湿
焊料能润湿焊盘,但不能润
滑湿元件引脚,焊点表面没
有弯月反射面,润湿角大于
90
0
元件引脚氧化严重;元件
引脚已被污物污染。
虚焊、开
路。
保证元件可焊性;改善元件储运、
使用条件,缩短储存时间;防止元
件被异物污染;控制好元件入库质
量;人工维修焊点。
9.
芯吸 焊点焊料不是集中在元件
引线与焊盘接触的地方,而
是集中在引线的上部,焊料
能润湿元件引线而没有润
湿焊盘。
印制板可焊性差,焊盘和
元件 引线回流焊时温差
大。
开路、虚
焊。
改善印制板可焊性;调整回流炉焊
接工艺参数,充分 预热印制板,
缩小焊盘与元件 引线之间的温
差。
10.
焊 点 或
元 件 开
裂
焊点或元件有裂纹或开裂
印制板变形、检测探针冲
击焊点、焊接热冲击元件、
焊接前元件已经开裂 。
开路 印制板和元器件在贴装前进行干
燥处理;避免印制板在运输、存放、
安装中变形;避免检测 探险针强
烈冲击焊点;防止元件在贴装中产
生裂纹;人工维修开裂焊点,更换
开裂元件 。
11.
引脚漏
焊
元件引脚与焊盘之间未形
成接触。
元件引脚损伤或元件引脚
共面性差;焊盘设计不当;
元件贴装位置偏差大;氧
化严重;元件引脚已被污
物污染。
开路 控制好元件入库质量;防止元件引
脚在使用中损坏;优化印制板焊盘
设计和贴片工艺;人工维修漏焊引
脚。
12.
焊 点 畸
形
焊点表面粗糙;位置偏斜;
焊料或多或少;润湿不良。
印制板焊盘被污染 ;贴片
位置偏差大。
焊 点 可 靠
性差。
防止印制板焊盘被污染;提高贴片
位置精度;人工维修畸形焊点。
PDF 文件使用 "pdfFactory" 试用版本创建 www.fineprint.com.cn
SUN EAST NT Series V2 Hot Air Reflow Operation Manual
46 SUN EAST TECHNOLOGY DEVELOPMENT Co.,LTD
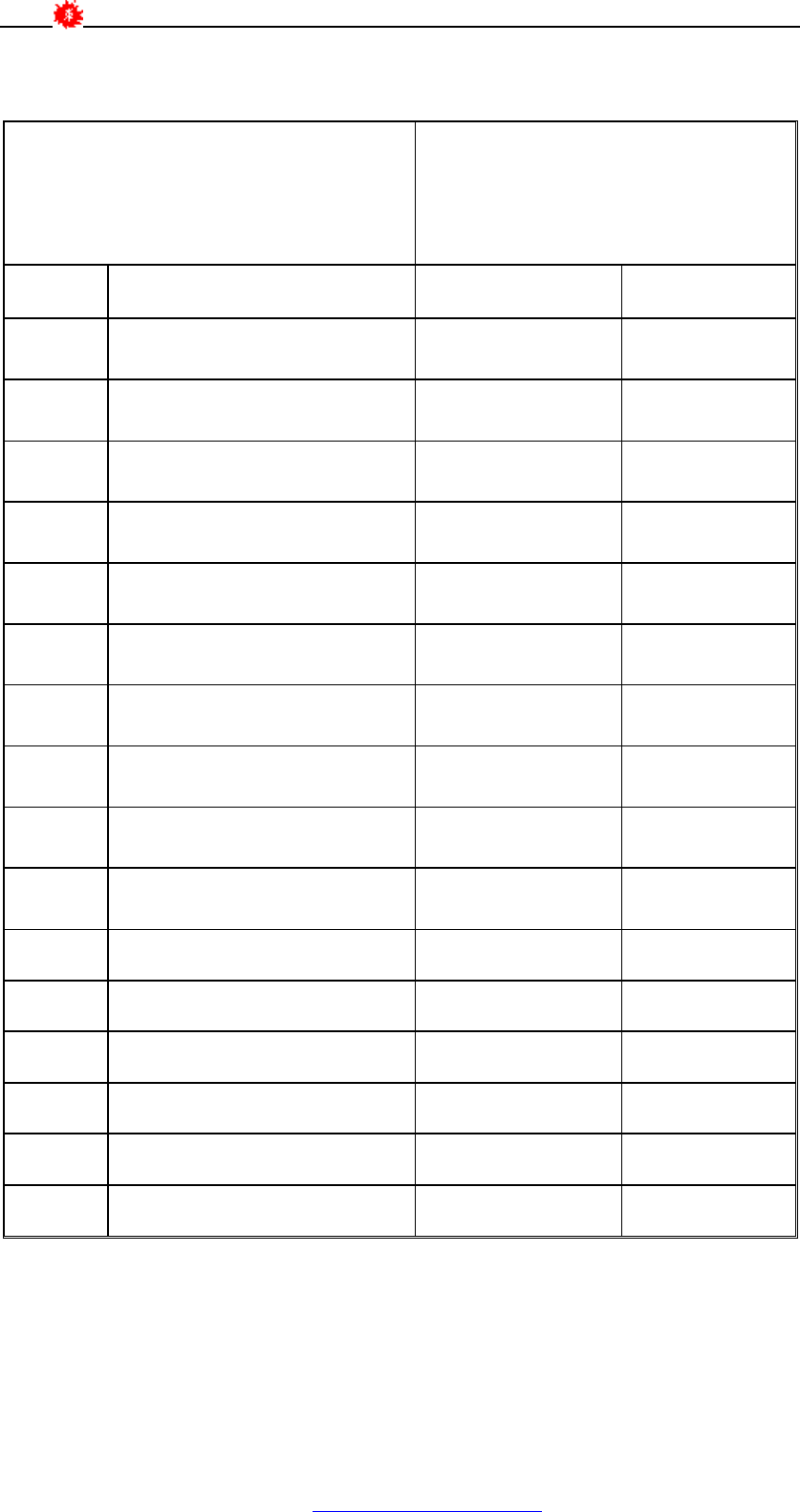
附录 2:产品随机附件及工具清单
产品名称:
无铅热风回流炉
产品型号:
NT-5A-V2 NT-5N-V2
NT-7A-V2 NT-7N-V2
NT-8A-V2 NT-8N-V2
NT-10A-V2 NT-10N-V2
序号 备件名称 数量 单位
1 WINDOWS 操作系统安装光盘 1 张
2 回流炉控制系统安装软盘 2 张
3 K型测温线及插头(三通道)
1 套
4 线针 1mm 20 个
5 发热线 1 根
6 固态继电器 1 只
7 十字起 l4″ AMC 1 把
8 一字起 l4″ AMC 1 把
9 六角匙 1.5-10mm 1 套
10 活动扳手 L8″ 1 把
11 开口扳手 31mm FORGED 1 把
12 胶工具箱 1 个
13 耐高温润滑油 KL-23 太平洋
0.11 瓶
14 高温手套 1 副
15 黄油枪 1 把
16 塑料瓶 容量 0.5KG 个 1 个
PDF 文件使用 "pdfFactory" 试用版本创建 www.fineprint.com.cn