CM402_Manual - 第21页
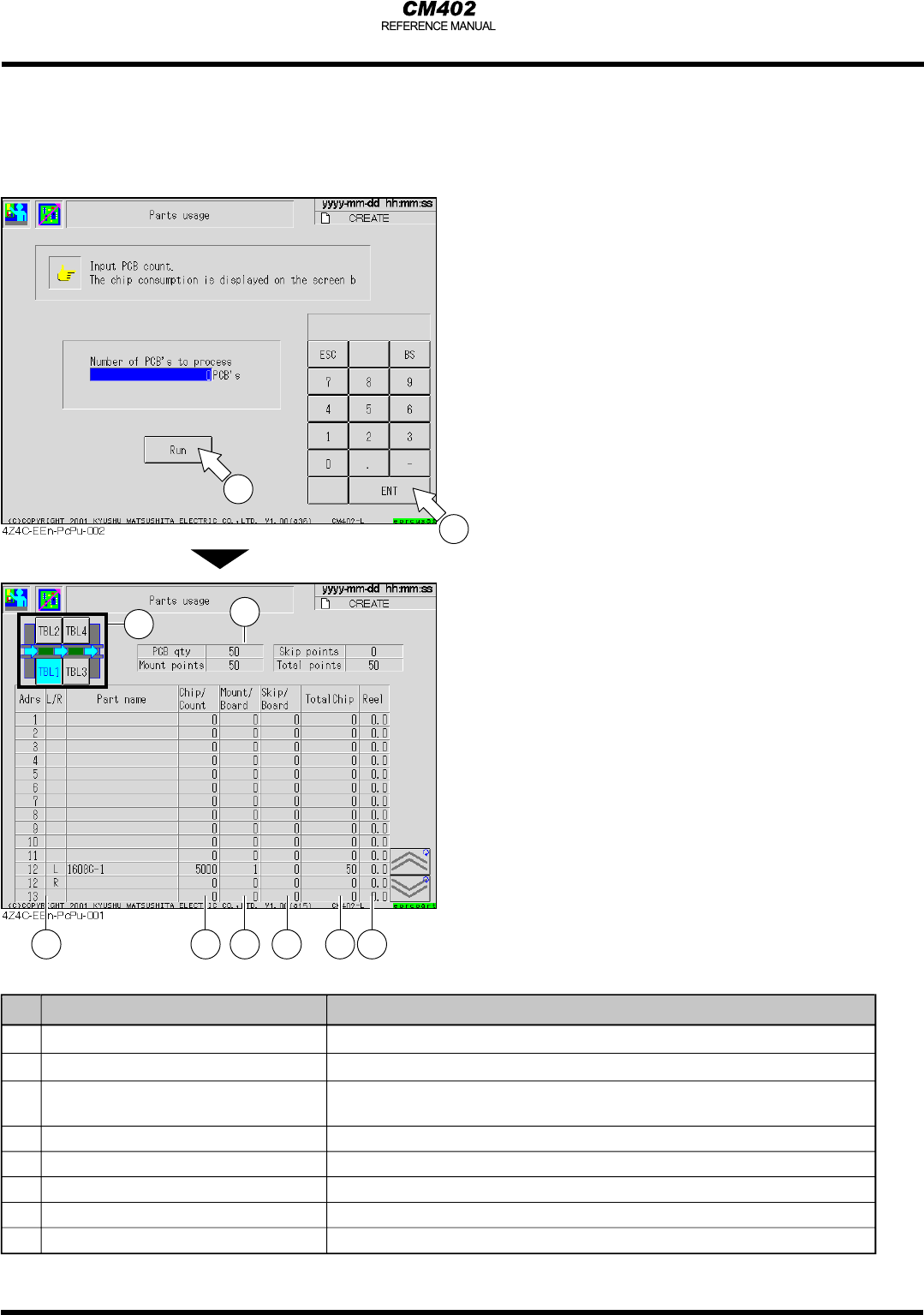
3.2 生產設定 3.2.5 計算零件消耗量 可以依照所需生產的基板數量事先算出零件的消耗量。 1 2 • 從右側的數字鍵盤輸入基板生產數量,然後點選 [Run] (運行) . 1 2 4 5 6 7 8 3 • 畫面顯示計算後必須安裝在料架上的零件數量。 N o . 名稱 解釋 ? 工作平台選擇 @ 基板生產數量 A Add r e s s L/R 料站位置編號 L/R 代表雙重料架的左邊及右邊 B Ch i p /Re e l 每個…
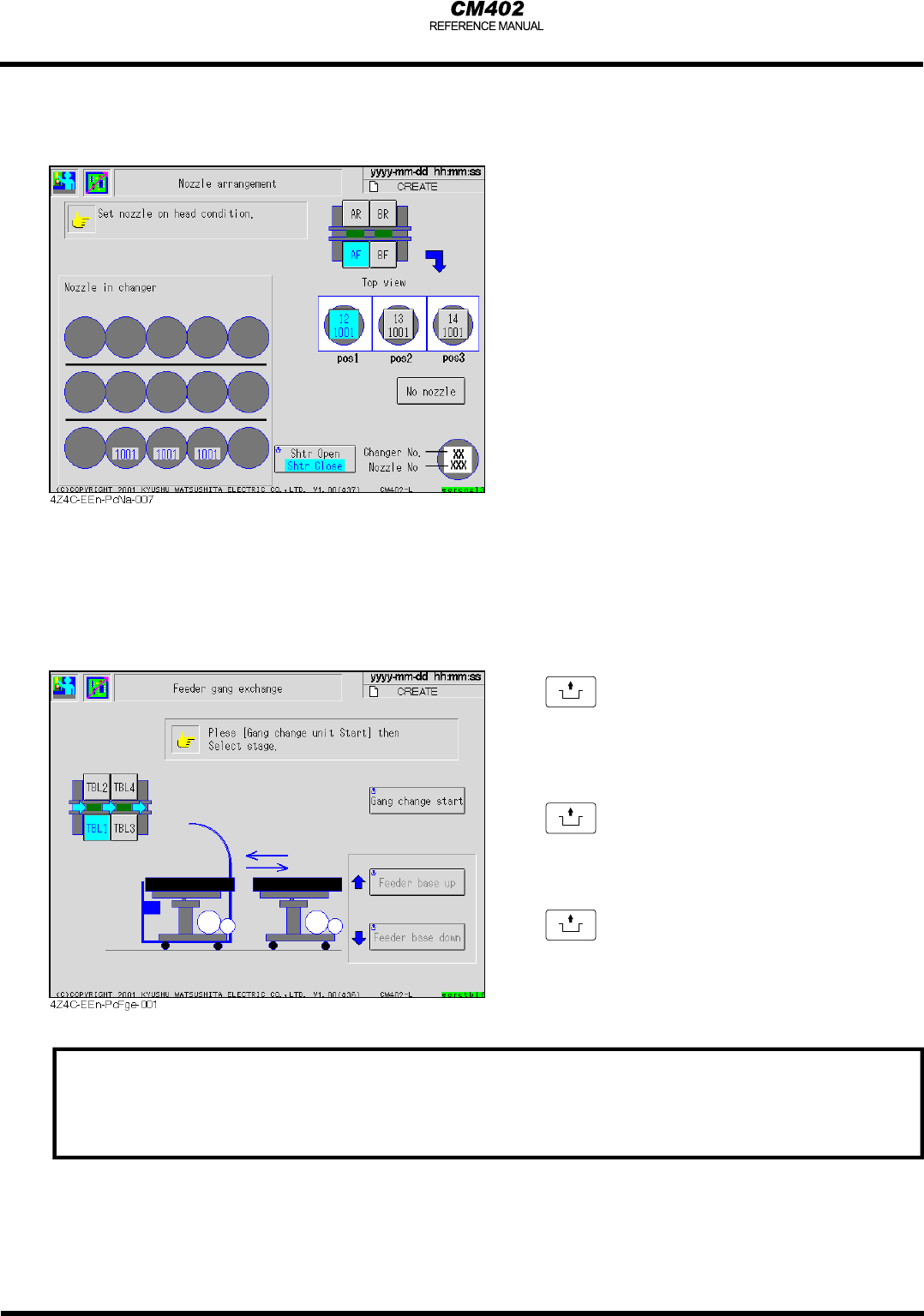
T當使用多功能工作頭時
您可以改變工作頭的吸嘴設定
• 選擇工作頭然後從吸嘴交換器選擇您想要進
行設定的吸嘴。
[No nozzle]
清除選擇的工作頭上的吸嘴資訊。
3.2.4 更換料架台車
本章節介紹如何裝載和卸下料架台車。
UNLOCK
+
[Gang change start]
執行更換台車之前必須進行的動作,例如
裝著頭退後。
UNLOCK
+
[Feeder base up]
升高台車上的料架底部。
UNLOCK
+
[Feeder base down]
降低台車上的料架底部。
注意
為了確保安全,[Feeder base down]功能只有在台車裝入(連接)到機器後才能進行。
要在機器外降低台車底部,必須拔除與機器的連接線。
Page 3-9
3.2 生產設定
3.2.5 計算零件消耗量
可以依照所需生產的基板數量事先算出零件的消耗量。
1
2
• 從右側的數字鍵盤輸入基板生產數量,然後點選
[Run](運行).
1
2
4 5 6 7 83
• 畫面顯示計算後必須安裝在料架上的零件數量。
No. 名稱 解釋
?
工作平台選擇
@
基板生產數量
A
Address
L/R
料站位置編號
L/R 代表雙重料架的左邊及右邊
B
Chip/Reel 每個料捲的零件數目
C
Mounting/Board 每個基板所需裝著的零件數目
D
Skip/Board 每個基板跳過裝著點的數目
E
Total chip count 依照基板生產數量所計算出的零件消耗量
�
Reel count 依照基板生產數量計算出的所需的料捲數目
Page 3-10
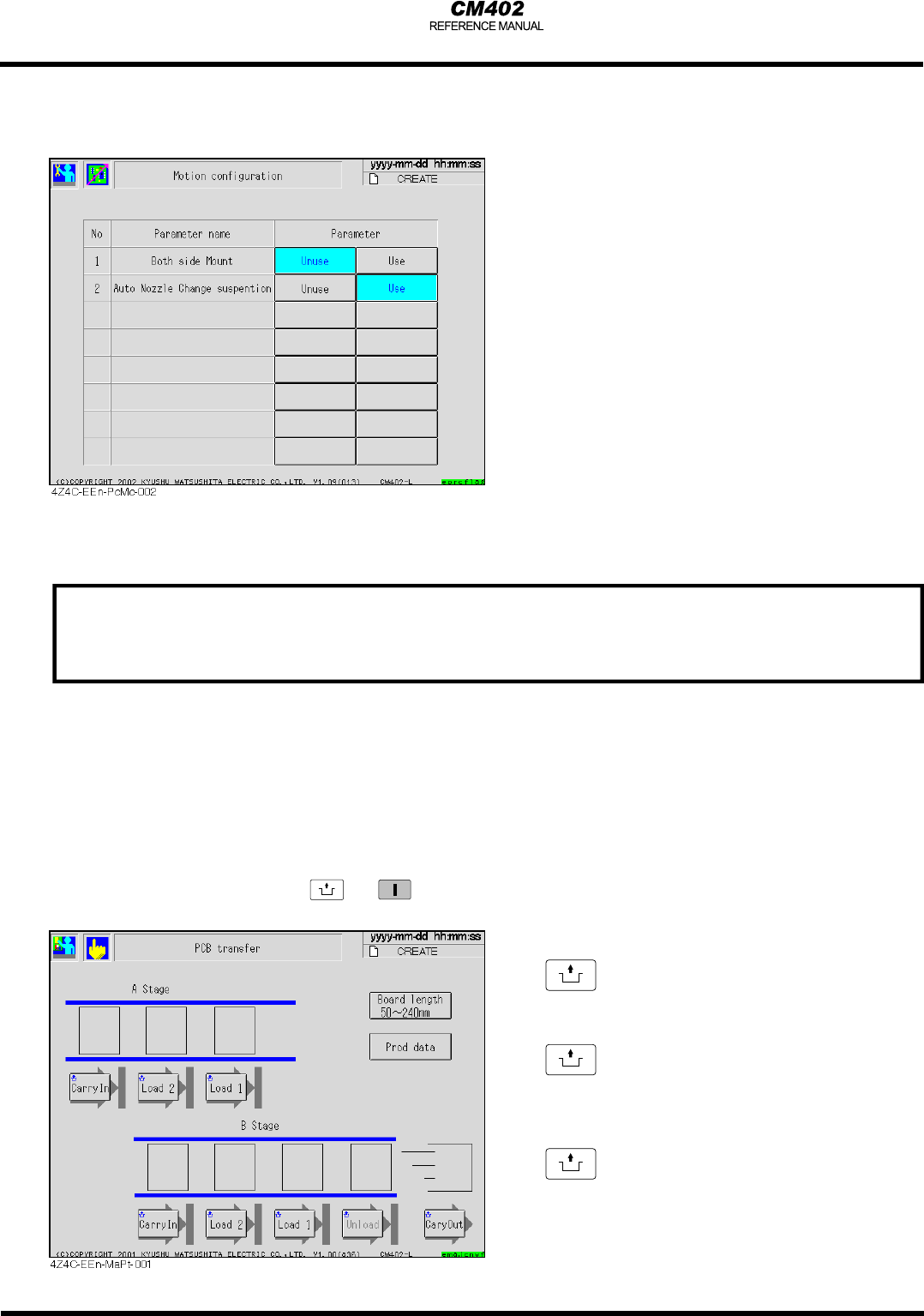
3.2.6動作設定
• 請選擇 “Use”(使用) 或 “Unuse”(不使用)
<Both side Mount>
當此基板的背面已裝著零件請選 "Use"
為了保護背面的零件,選用此功能將改變下列
的動作:
• 在送出裝著後的基板動作時,頂針可能會碰
觸到背面的零件,因此在確認頂針托盤已經
降下後,基板才會送出。
<Auto Nozzle Change suspension>
• 如果此功能設為"Use",自動吸嘴更換動作
將被禁用。當在PT內並未提供交換吸嘴的
資料時,請點選"Use"。
注意
預設值為 “Unuse”。
預設值不會改變,除非使用者變更設定。
3.2.7 基板傳送
分步驟執行導入基板、將基板從 A 工作站到 B 工作站、然後將其導出到下一到程序。
• 在軌道上的基板顯示為綠色矩形,移動時顯示為閃爍狀態。
∗ 在點選生產設定選單中的 [PCB transfer] 之後,請確定伺服開關為開,
UNLOCK
START
然後按下
。 <PCB transfer> 畫面將會顯示。
→
< A 工作站 >
UNLOCK
+ [Carry in]
從上一到程序導入基板到 A 工作站軌道的
等待位置。
UNLOCK
+
[Load 2]
將基板從等待位置傳送置 A 工作站軌道的
第二裝著位置上。
UNLOCK
+
[Load 1]
將基板從第二裝著位置位置傳送置 A 工作
站軌道的第一裝著位置上。
Page 3-11