CM402_Manual - 第50页
P a ge 5 - 10 5 .6 Bl o ck A t t r i bu t e Data (區塊特性資料) 可以檢查和修改區塊特性資料 1. 點選 [B l o ck att r i b ute dat a ] • 顯示 < B lo c k att r ibu t e d a t a > 的畫面 2. 如有需要,修改不良區塊的標記座標 ( BAD. X , BAD. Y ) 項目 • BL : 區塊編號 • BAD…
Page 5-9
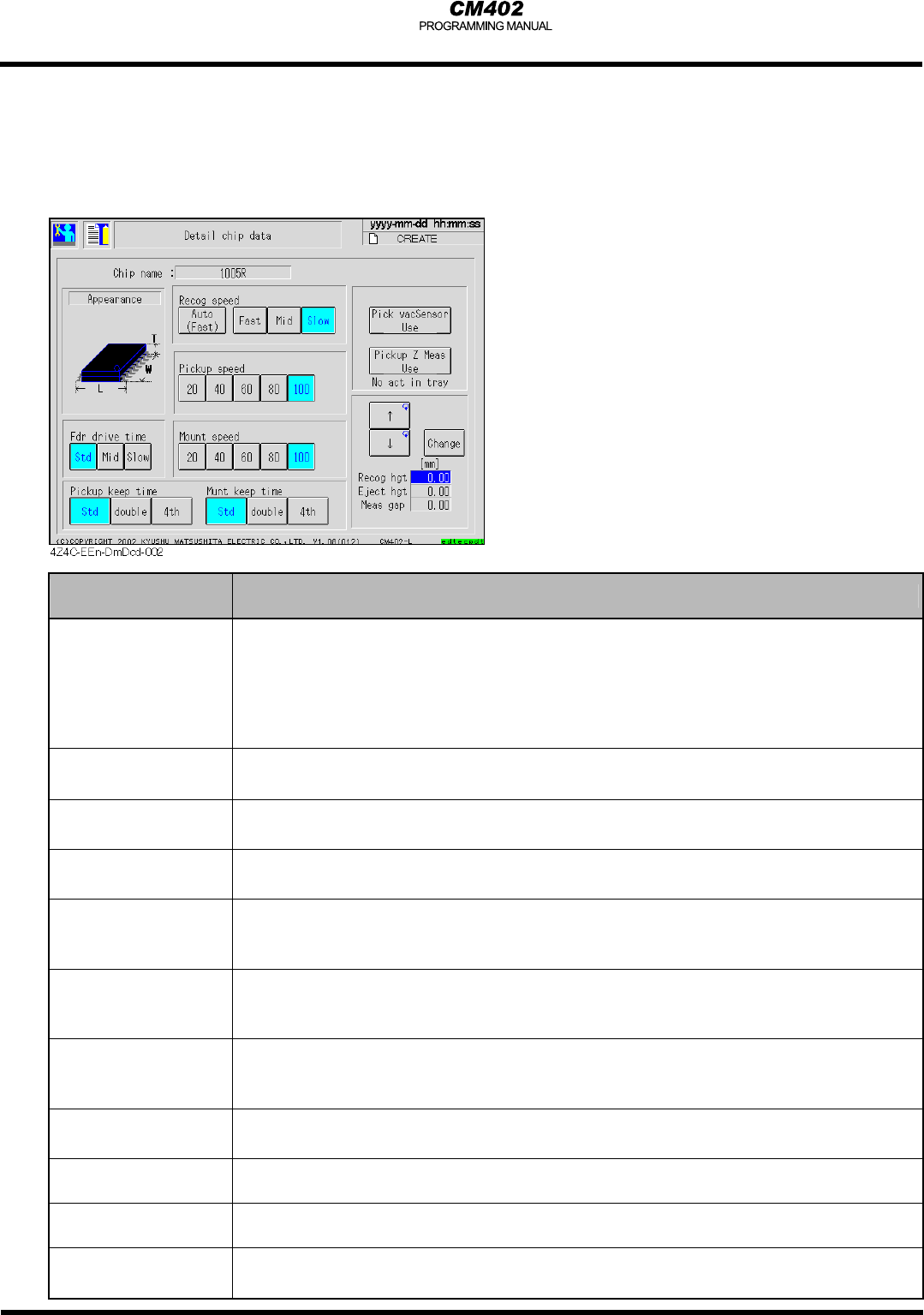
5.5.3 零件細部資料
在零件細部資料中,可以設定識別速度、吸著吸取時間及裝著裝置時間。
∗
下
列畫面係敘述多功能安裝頭
1.
在<Chip data> 畫面中按下 [Detail chip data]
功能鍵 功能內容
‘Recog speed’
設定一識別零件的掃描速度
[Auto]: 根據零件大小、REF、吸嘴類型和其他特徵,自動判別識別速度
[Slow]: 以慢速進行識別掃描
[Mid]: 以中速進行識別掃描
[Fast]: 以高速進行識別掃描
‘Pickup speed’
除正常速度外,在開始吸著零件到開始識別掃描時,可調整X, Y, Z及θ軸之吸著速度,
一般設定為100%
‘Mount speed’
除正常速度外,可調整裝著速度,一般設定為100%
‘Fdr drive time’ 驅動時間可選擇標準、雙倍及四倍時間,一般選擇標準時間
‘Pickup Keep time’
吸著吸取時間係指吸嘴吸取零件時在最低位置的停留時間
,以吸嘴資料庫中設定的時間為
為參考,可選擇雙倍、四倍和標準時間。一般選擇標準時間以吸嘴資料庫中設定的時間為
‘Munt Keep time’
裝著時間係指吸嘴裝著零件時在最低位置停留的時間,
為參考,可選擇雙倍、四倍和標準時間。一般選擇標準時間以吸嘴資料庫中設定的時間為
‘Vacuum sensor’
’Use’/’Unuse’
可設定是否利用真空感應器檢查零件吸取錯誤,每按一次會互相切換"Use""Unuse"
‘Pickup Z Meas’
’Use’/’Unuse’
指定是否測量吸著高度(使用高速頭時,方可使用本選項)
‘Recog hgt’ 可調整零件識別高度至較高位置
‘Eject hgt’ 可設定零件射出高度的偏移量(僅適用於多功能頭)
‘Meas gap’
吸取高度值設定後,可設定吸取壓力值,在此狀況下,無法使用正常壓力值(僅適用於多
功能頭)
Page 5-10
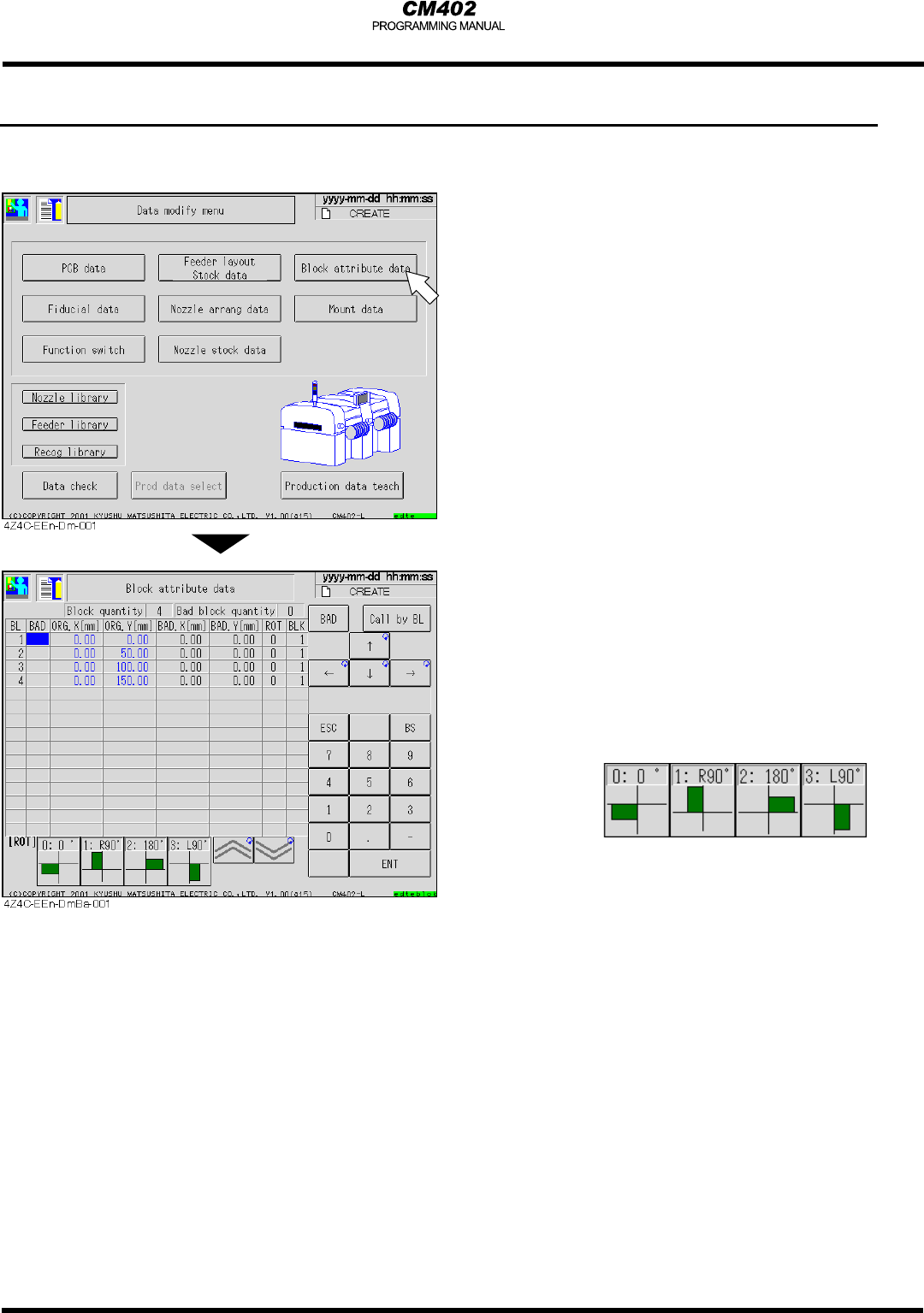
5.6 Block Attribute Data
(區塊特性資料)
可以檢查和修改區塊特性資料
1. 點選
[Block attribute data]
•
顯示 <Block attribute data> 的畫面
2.
如有需要,修改不良區塊的標記座標
(BAD.X, BAD.Y)
項目
•
BL : 區塊編號
•
BAD : 不良區塊
•
ORG.X,Y : 區塊原始座標值
•
BAD.X,Y : 不良區塊的標記座標值
•
ROT
: 區塊擴展角度號碼
•
當點選 [Call by BL] 然後輸入區塊編號後,
游標會移到指定的區塊號碼
Page 5-11
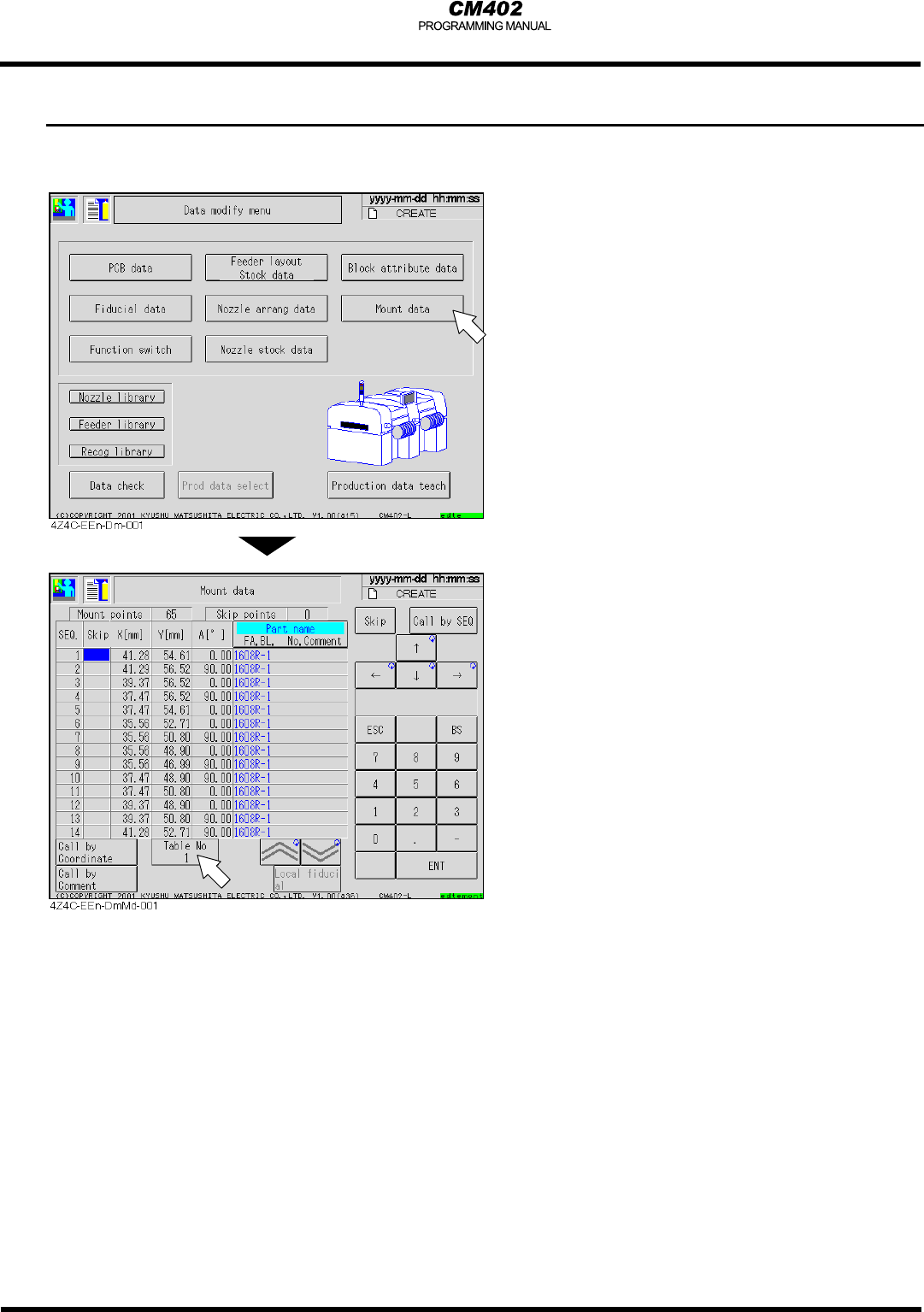
5.7 Mount Data
(裝著資料)
可以檢查和修改裝著資料。
1.
點選 [Mount data].
•
顯示<Mount data>的畫面
2.
選擇要檢查的工作台號碼
3.
如果需要的話,可修改X座標、Y座標
及裝著角度
•
‘Mount points’ : 包含略過裝著的所有點數
• ‘Skip points’ : 略過裝著的點數
•
‘Skip’ (無法在自動操作模式下更改此設定)
BAD : 不良區塊
USKP : 料架列表略過
BSKP : 區塊資料略過
MSKP : 裝著資料略過
∗
假如多個資料都有設定略過,則會以上述的
順序先後顯示
T[Skip]
設置略過(MSKP)
∗
當是從自動操作停止畫面顯示略過時,"Skip"按鈕不會出現。
T[Call by SEQ]
移動游標到指定的序號
T[Call by Coordinate]
將游標移動到指定 X和 Y座標的序號,位於目前游標位置的下方
T[Call by Comment]
將游標移動到包含指定注釋的序號,位於目前游標位置的下方