NPM-TT2说明书.pdf - 第120页
NPM-TT2 2019.1015 - 1 12 - C-17 希望远程操作设备。 On-site 远程操作选购件 ・ 通过将在设备中发生的错误集中到远程终端,并通过远程操作进行恢复, 从而实现缩短错误恢复时间,并为提高运行率和省人化做出贡献。 ・ 通过提供可远程检测设备错误的发生和执行恢复操作的机制,使恢复作业集中化, 从而缩短“现场作业人员对错误信号意识延迟”和“移动至出错设备的时间损耗”。 ・ 有关详情,请参阅 「 5.13 远程…
NPM-TT2 2019.1015
- 111 -
5.
有关转印材料自动供给
通用型转印装置备有自动供给转印材料的功能。此功能是用参数指定供给频度。通过用参数指定从喷射器吐出时间,能够
调整一次的供给量。
作为转印材料的供给方法,推荐自动供给。
(
自动供给可以将转印材料的使用量控制到最小限。
)
使用此功能时,材料是
MUSASHI-ENGINEERING
制φ
26 mm
喷射器
(PSY-30E, PSY-50E, PSY-70E
等
)
,
另外在相当品
※
密封状态下安装通用型转印装置。在材料厂家购买材料时指定,或请客户准备喷射器进行补充。
※
相当品
:
与
MUSASHI-ENGINEERING
制接合器软管
AT50-E
组合进行使用的相当品。
与
MUSASHI-ENGINEERING
制接合单元
J-R-3
组合进行使用的相当品。
6.
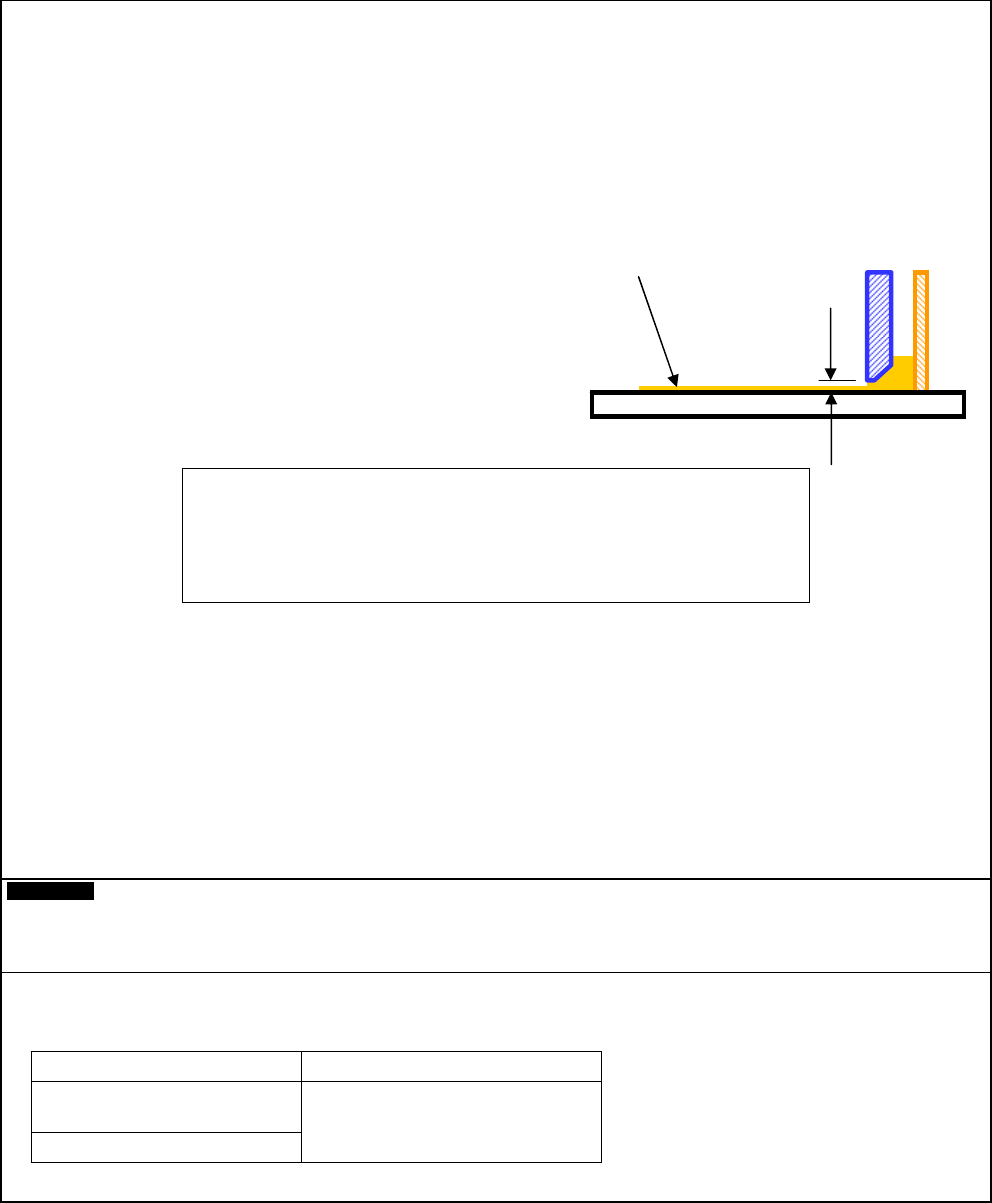
有关程控刮刀间隙
在通用型转印装置,通过转印材料的膜形成转印台和均一控制转
印材料的刮刀间隙,决定转印材料的膜厚度。
这个间隙称为刮刀间隙,通过数据设定能够变更每个芯片。设定
范围如下所示。
刮刀间隙设定范围
: 0.015 mm ~ 0.35 mm
实际形成的膜厚度,随转印材料不同而异,
一般是刮刀间隙的
50 % ~ 70 %
。
成膜确认材料
・
Panasonic
制
MSP511 Flux, MSP513 Flux (
助焊剂
)
・
Indium
制
TACFlux023 (
助焊剂
)
・千住金属工业制
M705-TVA03.9-F (
转印用锡膏
)
※ 并不是推荐使用这些材料
通用型转印装置并不保证所有材料的成膜。即使是上述已成膜并经过确认的材料,由于材料的保存状态,交换频度等运用
条件的不同,也会有不可成膜的情况。
7.
有关转印材料
使用转印材料时,请按照转印材料厂家提供的规格和使用说明书进行。另外,请按照转印材料的化学物质等安全数据表
(SDS)
的记载内容进行。
8.
有关搬送
通用型转印装置的重量是
21 k
g。在搬送时请遵守使用说明书记载的注意事项。
※ 与 AM100, CM602, CM101, NPM 系列有兼容性。
Customer
膜厚计量规
(0 μm ~ 250 μm
,
10 μm
刻度
)
膜厚计量规
(0 μm ~ 500 μm
,
20 μm
刻度
)
为了计测通用型转印装置形成的膜厚度的计量规。
请选择测定需要范围的计量规。
推荐生产厂家和型式
生产厂家 形 式
日本
: SANKO ELECTRONIC
LABORATORY CO.,LTD.
234R/
Ⅳ
: 0 μm - 250 μm (10 μm)
234R/
Ⅴ
: 0 μm - 500 μm (20 μm)
日本国以外
:ERICHSEN
※ 与
AM100, CM602, CM101, NPM
系列有兼容性。
刮刀间隙
转印台
刮刀
转印材料的膜
NPM-TT2 2019.1015
- 112 -
C-17
希望远程操作设备。
On-site
远程操作选购件
・ 通过将在设备中发生的错误集中到远程终端,并通过远程操作进行恢复,
从而实现缩短错误恢复时间,并为提高运行率和省人化做出贡献。
・ 通过提供可远程检测设备错误的发生和执行恢复操作的机制,使恢复作业集中化,
从而缩短“现场作业人员对错误信号意识延迟”和“移动至出错设备的时间损耗”。
・ 有关详情,请参阅「5.13 远程操作」。
C-18
希望使用生物识别信息,登录到设备。
On-site
生物识别(许可证)
・ 可使用生物识别信息,登录到设备。
(可防止密码被窥视、转让使用,从而提高安全性。)
・ 有关详情,请参阅「5.14 生物识别」。
NPM-TT2 2019.1015
- 113 -
C-19
希望对贴装时的压入负荷以及冲击负荷进行计测,
并在设备的监视器上或者
LNB
上显示结果
Factory
负荷检查器
1. 概要
负荷检查器具有对贴装头的『压入负荷』进行计测,在设备的监视器或 LNB 上显示结果的功能。
2. 负荷的定义
冲击负荷: 执行贴装动作时,吸嘴与测压仪接触的瞬间发生的负荷。
压入负荷: 执行贴装动作时,吸嘴对于测压仪压入 0.3 mm 时发生的负荷。
3. 主要功能
项 目 规 格
压入负荷的计测 是在维护时或者生产时,用负荷检查器对贴装头的吸嘴压入负荷
进行计测,并在设备画面或 LNB 上显示的功能。
※ 压入负荷计测动作:贴装 100%动作并且压入量是 0.3 mm
※ 计测结果是显示为针对压入负荷基准值的变化量。
压入负荷的
计测结果判定功能
① 重警告范围
是计测结果在任意设定的『负荷警告范围』以上时,
显示『警告』的功能。
测定范围:±0% ~ ±3,000% (默认设定是: ±40%)
② 重 NG 范围
是计测结果在任意设定的『负荷 NG 范围』以上时,
显示『NG』的功能。
被检测到『NG』的轴会被自动设定为 BAD 吸嘴。
测定范围: ±0% ~ ±3000% (默认设定是: ±60%)
※ 要设定为大于负荷警告范围的值。
压入负荷 NG 时
停止生产的功能
是在生产中的压入负荷计测时检测到『NG』时,使生产停止的功能。
压入负荷的
计测结果的蓄积
可将维护时或者生产时计测的压入负荷记录在 LNB 中保存 30 日,
以供确认。
对象贴装头 轻量 16 吸嘴贴装头、12 吸嘴贴装头、轻量 8 吸嘴贴装头
※ 多功能贴装头是对象外的。
对象吸嘴
・吸嘴顶端尺寸在□4.0 mm 以下 (吸嘴程序库的 Tx, Ty)
・吸嘴全长是 13.8 mm (吸嘴程序库的 TUPH)
※ 吸嘴顶端的形状不是平面的吸嘴是对象外的。(特殊吸嘴、衬垫吸嘴等)
负荷的显示方法 将计测到的离压入负荷基准值的变化量用『%』来显示。
『%』显示: 显示到小数点以后 1位为止
压入负荷
计测次数
设定进行压入负荷计测时,对每 1 个吸嘴轴计测几次。
1 ~ 9次/吸嘴
※ 初始值 3 次
生产中负荷计测
实施基板枚数
设定生产中的压入负荷计测时,基板枚数的间隔。
0 ~ 9,999枚
※ 初始值 0 枚
压入负荷
计测精度
±0.2 N 以内 (全贴装头通用)
负荷检查器
校准时间
15 s 以内/以内 (全贴装头通用)
压入负荷
计测时间
轻量 16 吸嘴贴装头: 40 s 以内
12 吸嘴贴装头: 30 s 以内
轻量 8 吸嘴贴装头: 20 s 以内