N7201A552C09_SPG_Operating Procedure_操作手冊 - 第127页
SPG EJP6AC-MB-0 4OM-02 4-1-9 -8 数 据 编 辑 升降机 ●间隙 输入网板和基板间的距离。 ・ 为了提高密着性 , 一般输入「 -0.3 」~ 「 -0.1 」之间的数值。 ●下降速度 输入稳定脱膜所需的脱膜速度。 ●下降行程 输入稳定脱膜所需的脱膜距离。 ・ 考虑到脱膜时网板的弯曲和焊料的 蔓 延 , 一般设定为「 2.50 」左右。 ●切换脱膜速度 选择下降速度。 ・ 高速多种 ( 推荐 ) :暂时加速…
SPG EJP6AC-MB-04OM-02
4-1-9-7
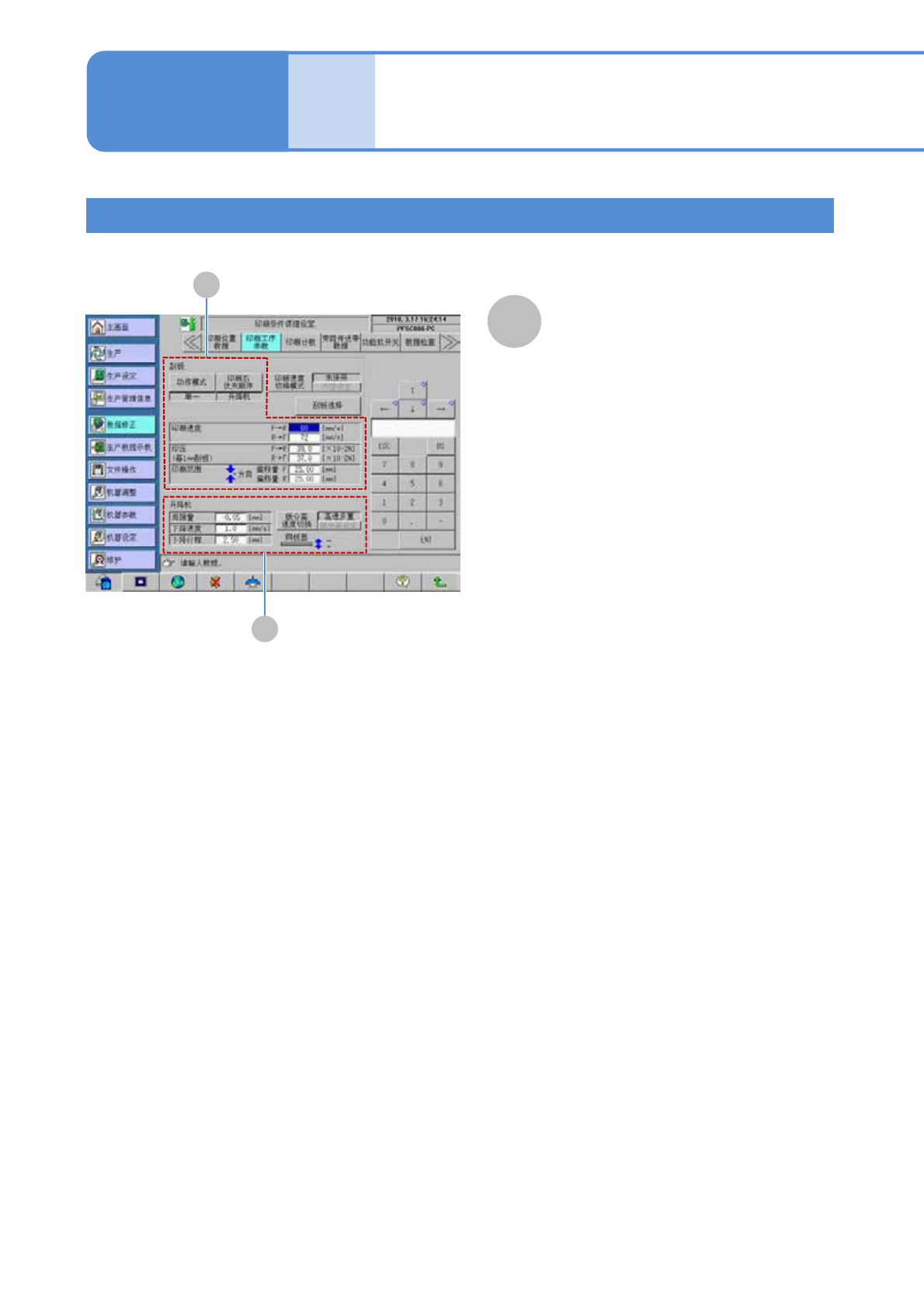
在「印刷条件详细设定」画面进行编辑
刮板
●动作模式
选择「单式」(单程印刷)或
「双式」(往返印刷)。
●印刷后优先顺序
选择印刷后,升降机和刮刀的动作顺序。
・升降机:在下降状态固定刮刀,
脱膜后使刮刀上升。
・ 同时: 同时进行刮刀上升和脱膜。
・基板支撑单元:
升降机保持印刷时的高度,用夹具支撑网
板,只用基板支撑单元即可进行脱膜。
需要通过真空泵(选购件)进行基板吸着。
・刮刀:刮刀上升后,进行脱膜。
●印刷速度
输入刮刀的移动速度。
●印压
输入刮刀对网板的压力。
●印刷范围
・只印刷基板的一部分时,
输入印刷范围。印刷范围只限一部分时,
动作时间可以缩短。
・整块基板都印刷时,设定为「0.00」。
・设定(正数)的数值时,印刷范围将会变
窄。
・偏移值F是F→R印刷的偏移量,
偏移值R是R→F印刷的偏移量。
A
生产数据
编辑
印刷工程参数的编辑 4
操作篇
4-1-9
A
B
SPG EJP6AC-MB-04OM-02
4-1-9-8
数
据
编
辑
升降机
●间隙
输入网板和基板间的距离。
・为了提高密着性,一般输入「-0.3」~
「-0.1」之间的数值。
●下降速度
输入稳定脱膜所需的脱膜速度。
●下降行程
输入稳定脱膜所需的脱膜距离。
・考虑到脱膜时网板的弯曲和焊料的蔓
延,一般设定为「2.50」左右。
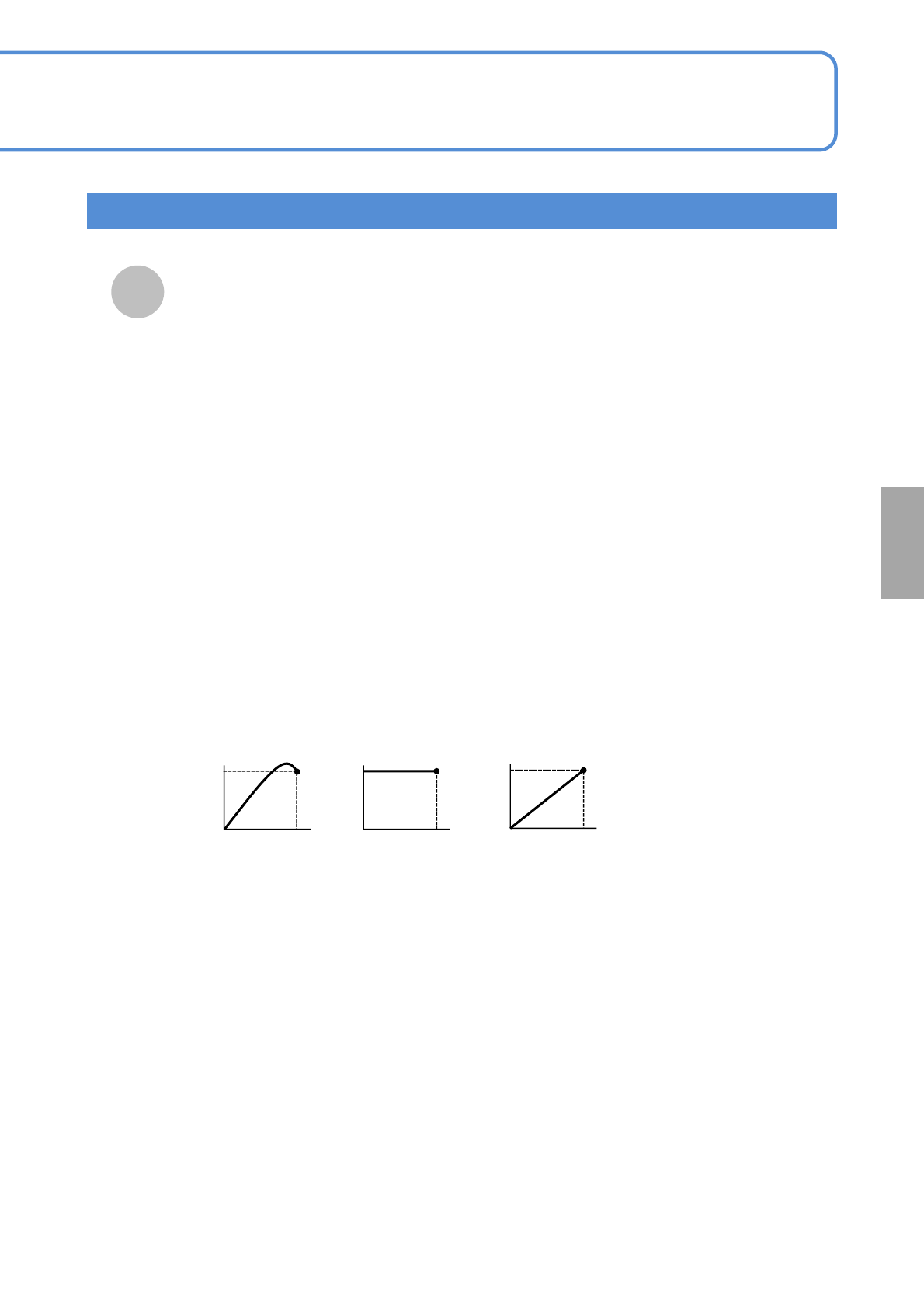
●切换脱膜速度
选择下降速度。
・高速多种 (推荐):暂时加速到比下降速
度更快速度后,最终达到下降速度。
(可以达到良好的脱膜性并缩短循环时
间)
・等速度:下降行程的距离,以等速下降。
・多模式:任意设定速度模式。
・加速度High:从慢速度开始加速,最
终达到下降速度。
高速多种
B
等速度
下降
速度
下降
速度
画面上的下降速度、下降行程,
在上图以 ● 位置表示。
下降行程 下降行程
加速度High
下降
速度
下降行程
SPG EJP6AC-MB-04OM-02
生产数据
编辑
印刷工程参数的编辑 5
4-1-9-9
操作篇
4-1-9
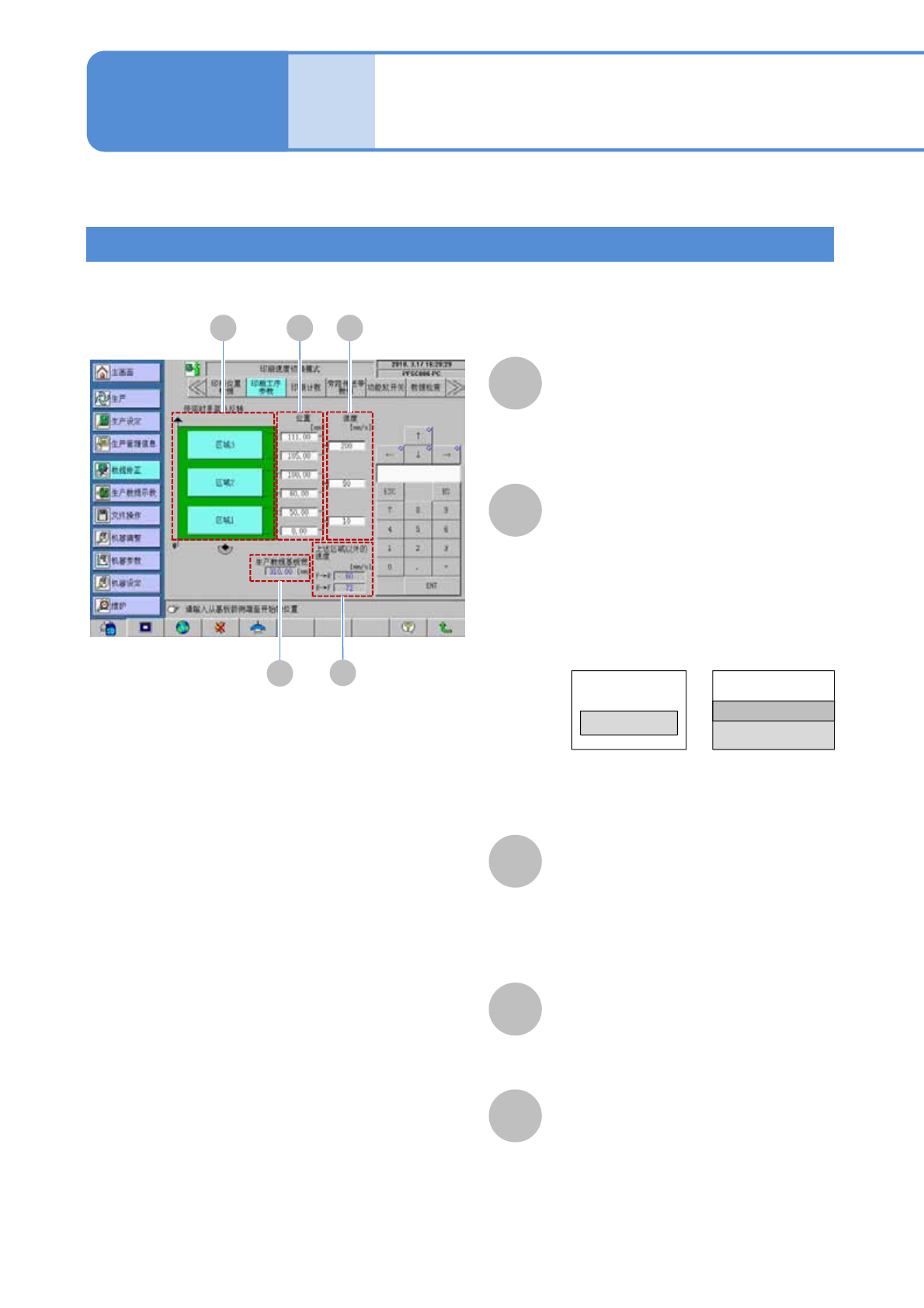
在「印刷速度切换模式」画面进行编辑
区域
选择需要印刷的各区域(区域1~3)。
(印刷区域,以蓝色强调形式显示)
※区域……分开的印刷范围
速度
输入各区域的印刷速度。
●设定范围:5.0~400.0 mm/s 。
●区域外,根据在「输入条件数据」
画面和「印刷条件详细设定」画面
输入的速度进行印刷。
A
位置
输入各区域的范围。
●将基板的前侧视为0 mm而输入。
●设定范围:0 mm~基板宽度。
●以下情况时,数据确认会成为错误。
B
C
●在”印刷条件详细设定”画面下输入”印刷
范围”时,基板尺寸的印刷范围会缩小所
设定的范围。
①某区域包括另一区
域时
②某区域和另一区域重
叠时
区域重叠的范围
区域2
区域1
区域1
区域2
生产数据基板宽度
在数据修改的基板数据中设定的基板宽度。
●不可变更数据。
D
上述区域以外的速度
在「输入条件数据」画面和「印刷条件详
细设定」画面设定的印刷速度(F→R、
R→F)。
●不可变更数据。
E
根据基板区域不同,希望变更印刷速度时,进行编辑。
根据需要,编辑各项目。
BA C
D
E