N7201A552C09_SPG_Operating Procedure_操作手冊 - 第200页
SPG EJP6AJ-MB-05OM-03 机器 参数 动作参数的设定 1 1. 基板搬送传入时间 ( ms ) 中间传送带传入基板时 , 碰到挡块的时间 , 请输入这个时间。 ●初始值 :200 ms 2. 吸着余压释放时间 ( ms ) 基板支架下降时 , 在传送高度一旦停止后 , 等待 吸着 压开放的时间。请输入这个时间。 ●选购件设定的「 3. 吸着 OFF 待机」 ( → P.5-3-6 -1 ) 为「 ON 」时有效。 ●初…

5-3-5-2
系
统
管
理
SPG EJP6AJ-MB-05OM-03
机器
参数
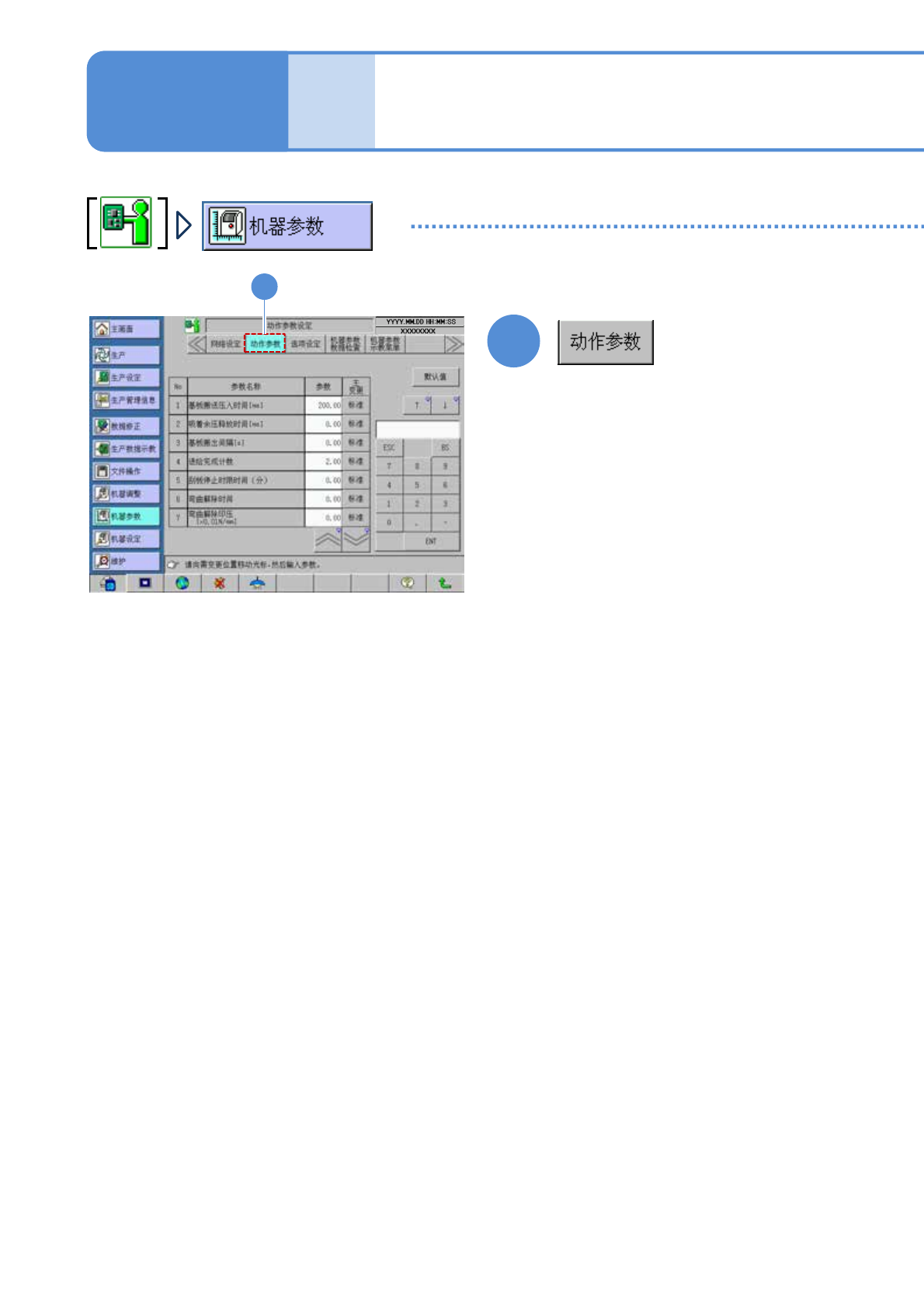
动作参数的设定 1
1.基板搬送传入时间(ms)
中间传送带传入基板时,
碰到挡块的时间,请输入这个时间。
●初始值:200 ms
2.吸着余压释放时间(ms)
基板支架下降时,在传送高度一旦停止后,等待吸着
压开放的时间。请输入这个时间。
●选购件设定的「3.吸着OFF待机」(→P.5-3-6
-1)
为「ON」时有效。
●初始值:0 ms
3.基板搬出间隔(s)
从后工程发出的基板要求信号变成OFF后,
传送带的运作时间。请输入这个时间。
●初始值:0 s
4.进给完成计数
输入干式清洁下的清洁纸的卷取量。
●一般设定为「3」。
5.刮板停止时限时间(分)
计算没有印刷的时间,超过所输入的时间时,
下一个印刷动作之前会显示警告。
●对于防止使用干燥或劣化的焊料进行印刷而有効。
●参数为「0.00」的时候,不动作。
5-3-6-1
操作篇
5-3-6
每按一次“网板变更”,即会以[标准]→[特殊]→[标准]而切换。
“网板变更”为[标准]状态时,如果在电源OFF后重新启动,所设定的数值即会被取消,并返回到初始值。
“网板变更”为[特殊]状态时,如果在电源OFF后重新启动,则会保持所设定的数值。
1
1
6.弯曲解除时间(S)
当在印刷后,受脱版中印压的影响,弯曲的刮板按
压到网板上时,输入等待弯曲返回原状为止的等待
脱版动作的时间。
●初始值:0 s
7.弯曲解除印压(×0.01 N/mm)
当只靠弯曲解除时间而不能使弯曲返回原状时,输
入弯曲解除中的印压。
●初始值:0 N/mm
SPG EJP6AJ-MB-05OM-03
(选择其他项目时)
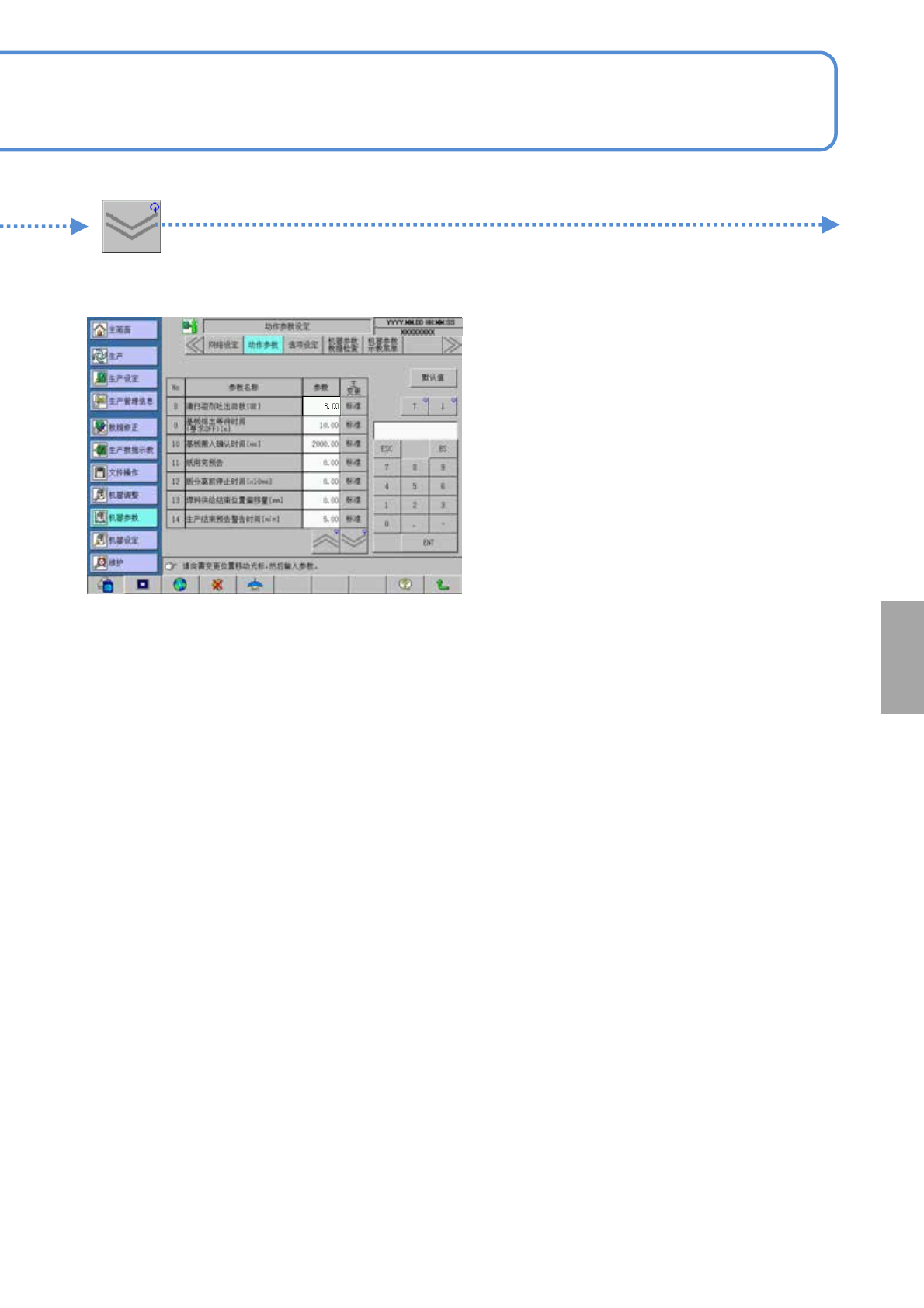
8.清扫溶剂吐出回数(次)
输入湿式清洁时的溶剂吐出量。
●一般设定为「3」。
9.基板排出等待时间(要求OFF)(s)
输入判断为不良为止的基板传出的待机时间。
●初始值:10秒
10.基板搬入确认时间(ms)
生产中,前工程机器发出基板要求信号的状态,如
果按STOP键或循环停止键,为了防止从前工程机
器传来的基板在中途停止,要输入延迟停止的时
间。
●按照输入的时间,让传送带转动,基板传入到结
束后,切换中途停止(或「循环停止」画面) 。
●初始值:2000 ms
11.纸用完预告(m)
输入清洁纸的长度。
每次清洁后自动减掉,到「0」为止,
会显示断纸予告信号。
●剩余量的计算,是通过实验时所得的大致结果,
与实际的卷纸量会有所不同。
●推荐値为,15 m 纸设定13 m、10 m 纸设定8 m。
●初始值:0m
●设定值到「0」的时候,就会停止动作。
12.版分高前停止时间(×10 ms)
输入从刮刀结束到脱膜开始的时间。
●初始值:0ms
13.焊料供给结束位置偏移量(mm)
输入焊料自动供给单元 (选购件) 在供给结束时
的位置。
●初始值:0 mm
14.生产结束预告警告时间(min)
输入接近生产结束时,通过进度显示棒的闪烁、
信号塔或警号音发出通知的时间。
●设定值到「0」时,就会停止动作。
5-3-6-2
系
统
管
理