N7201A552C09_SPG_Operating Procedure_操作手冊 - 第206页
SPG EJP6AJ-MB-05OM-03 机器 参数 选购件设定 1 1. 与其他公司相关 选择其他公司连接选购件的有无。 ●「有」的时候、传送带入口传感器 检测出 基板后 , 马上对前工程发出 OFF 的要求信号。 2. 湿式清扫后的往复印刷 选择湿式清洁后 , 下一个印刷动作是否进行往返印刷动 作。 3. 吸着 OFF 待机 (选购件) 选择使用基板吸着的时候 , 基板支撑单元下降中 , 一旦 停止后 , 是否要防止基板反 弹。 …
SPG EJP6AJ-MB-05OM-03
5-3-6-6
系
统
管
理
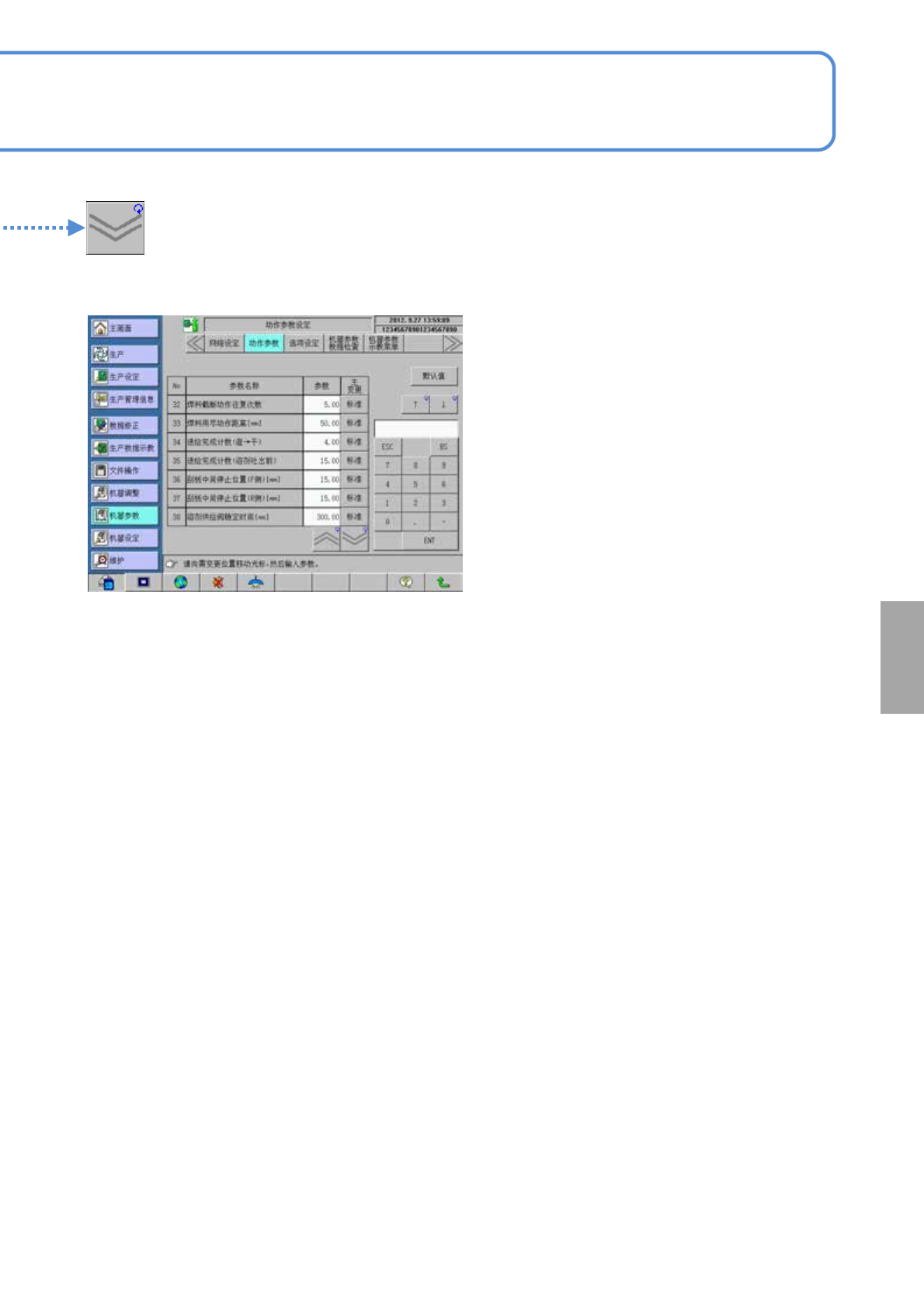
36.刮板中间停止位置(F侧)
输入印刷动作后的靠外侧刮刀的停止高度(从网板
上面起的高度)。
在选购件设定「刮板上升位置变更」设定为“中
间”时有效。
●通常值: 15mm
37.刮板中间停止位置(R侧)
输入印刷动作后的靠内侧刮刀的停止高度(从网板
下面起的高度)。
在选购件设定「刮板上升位置变更」设定为“中
间”时有效。
●通常值: 15mm
(选择其他项目时)
38.溶剂供给阀稳定时间(ms)
设定湿式清扫时的切换溶剂供给阀后的时间。
●初始值: 300ms
SPG EJP6AJ-MB-05OM-03
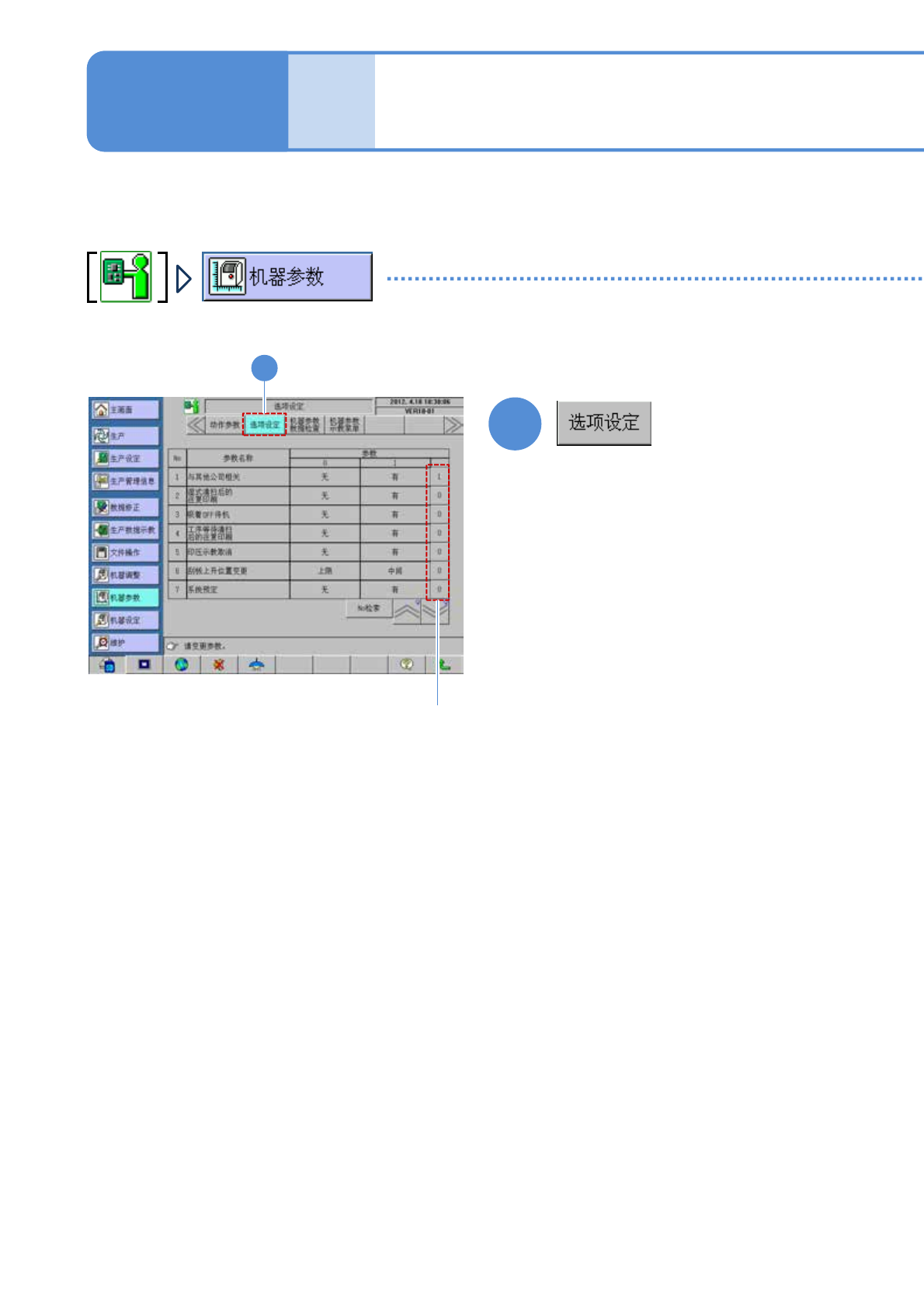
机器
参数
选购件设定 1
1.与其他公司相关
选择其他公司连接选购件的有无。
●「有」的时候、传送带入口传感器检测出
基板后,马上对前工程发出OFF的要求信号。
2.湿式清扫后的往复印刷
选择湿式清洁后,
下一个印刷动作是否进行往返印刷动作。
3.吸着OFF待机(选购件)
选择使用基板吸着的时候,基板支撑单元下降中,一旦
停止后,是否要防止基板反弹。
(因为吸着的残压,在传送面上基板可能会反弹,
而导致落下)
●待机时间,通过「吸着残压开放时间」(→P.5-3-6
-
1
) 设定。
4.工序等待清扫后的往复印刷
选择工程待机时清洁后,
下一个印刷是否进行往返动作。
●因为清洁工作而无法填充时,设定为「有」。
5.印压示教取消
选择生产时,是否确认使用的刮刀已进行了校正。
●初始值为「无」。
5-3-7-1
操作篇
5-3-7
为了提高工程质量的设定。请根据需要使用。
但是要注意,利用此设定时,循环时间会延长。
点击选择
1
1
6.刮板上升位置变更
选择印刷动作后的刮刀上升位置。
●初始值为「上限」。
SPG EJP6AJ-MB-05OM-03
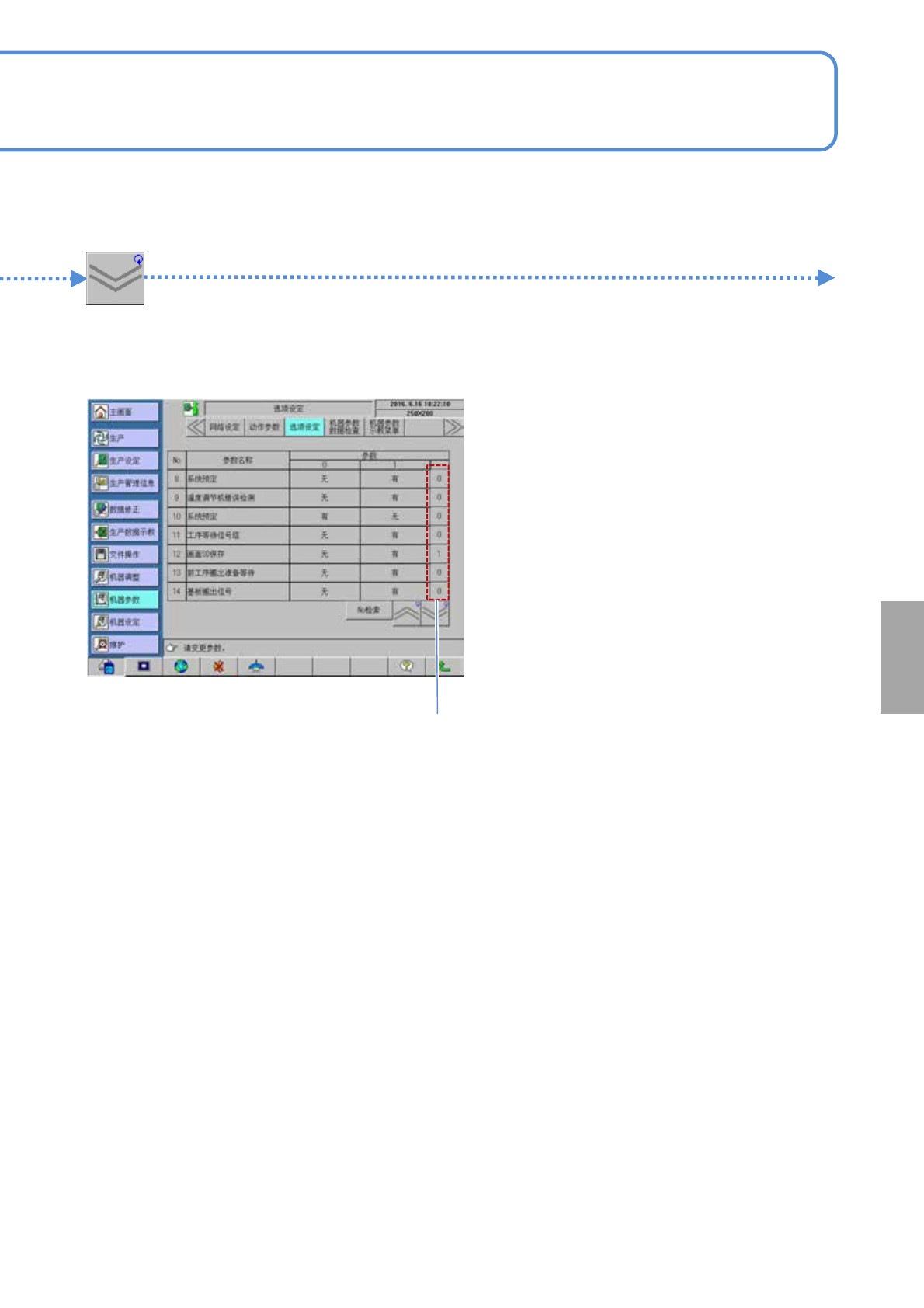
(选择其他项目时)
11.工序等待信号塔
工程待机时间持续了60 秒以上时,
选择是否切换信号塔。
(容易发现前工程的基板挡块和传送带上的
基板堵塞)
●切换方法
在「信号塔」(→P.5-3-5),设定No.71「前工程待
机时间超时」、No.72「后工程待机时间超时」
的各项目。
5-3-7-2
点击选择
系
统
管
理
9.温度调节机错误检测(选购件)
当接收到来自温度调节机的错误信号时,选择周期
停止还是中断生产。
13.前工序搬出准备等待
到基板可以接受的状态时,选择发出信号的时机。
●有:到前工程发出传出信号(BA)为止,
不发出信号。
无:马上发出信号。
12.画面SD保存
按印刷键时,在画面上选择是否保存到SD卡。
●用比特形式来保存。
14.基板搬出信号
选择基板传出信号(BA)的时机。
●有:边传送基板边发出信号。
无:基板传出准备 (印刷结束) 的时候,
发出信号。