N7201A552C09_SPG_Operating Procedure_操作手冊 - 第221页
6 选购件 Oper a tion -1 选购件 -1-1 改进型金属刮板的组装 -1-2 焊料滴漏防止板的安装 -1-3 基板支撑单元的安装 -1-4 基板吸着箱 -1-5 焊料自动供给 -1-6 焊料剩余量检测传感器 -1-7 基板上按压动作的设定/基板传送测试 -1-8 模式识别
SPG EJP6AJ-MB-05OM-03
5-3-10
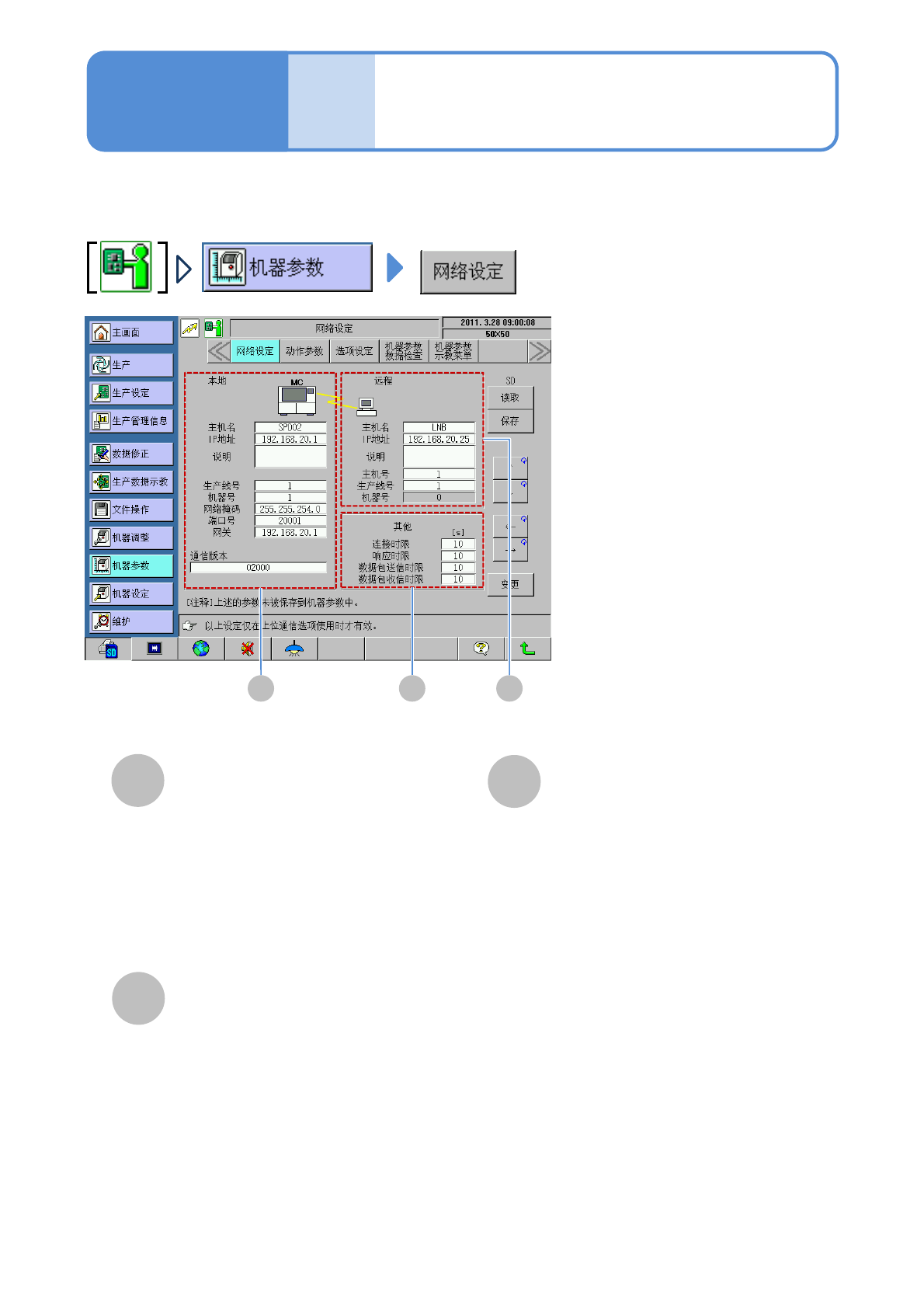
在这里进行LNB有效时的网络设定。
机器
参数
网络设定(LNB(选购件)有效时)
操作篇
5-3-10
BA
A
B
C
C
本地
●主机名请使用与LNB的机器名称相同
的名称。
另外,生产线号各请使用与LNB的「L 」、
「M」相同的编号。
(→“LNB使用说明书”Page 4-4)
●IP地址、子网掩码、端口序号、网关
为固定值。
远程
●主机名请使用与LNB主机名相同的名
称。
(→ “LNB使用说明书” Page 4-5)
●IP地址、主域序号、生产线序号为固
定值。
其他
●全部值都为固定值。

6
选购件
Operation
-1
选购件
-1-1
改进型金属刮板的组装
-1-2
焊料滴漏防止板的安装
-1-3
基板支撑单元的安装
-1-4
基板吸着箱
-1-5
焊料自动供给
-1-6
焊料剩余量检测传感器
-1-7
基板上按压动作的设定/基板传送测试
-1-8
模式识别
SPG EJP6AJ-MB-06OM-02
改进型金属刮板的组装 1
选购件
操作篇
6-1-1
如果使用改进型金属刮板伸出量切换类型,则可将刮板伸出量划分为3个阶段 (13 mm/10
mm/7 mm) 进行切换。
各伸出量和推荐印刷条件如下所示。
刮板伸出量 (mm) 印刷速度 (mm/s) 印压 ( 10
-2
N/mm) 焊料填充量
13 150 20
多
少
10 100 200 15
7 150 200 15
1
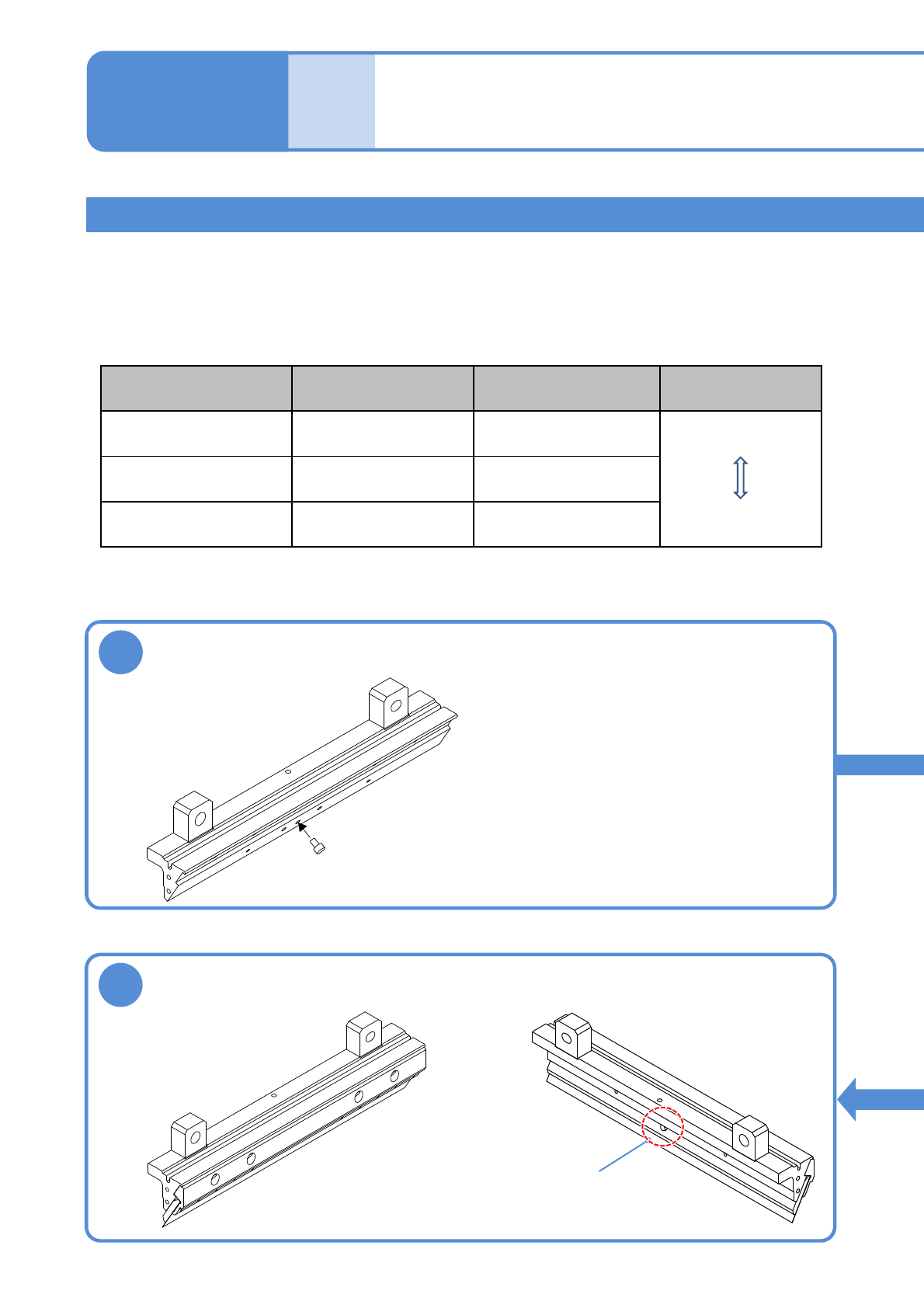
对准设定的伸出量的刻度,并在刮板支座上安装M4螺栓。
请通过组装使F/R刮板上的伸出量相同后,再使用。
4
完成図
在这个部分上标志有刻印,可从刮板支持板
背面确认伸出量。
6-1-1-1
[伸出量和印刷条件的标准]
刮板伸出量的切换