N7201A552C09_SPG_Operating Procedure_操作手冊 - 第240页
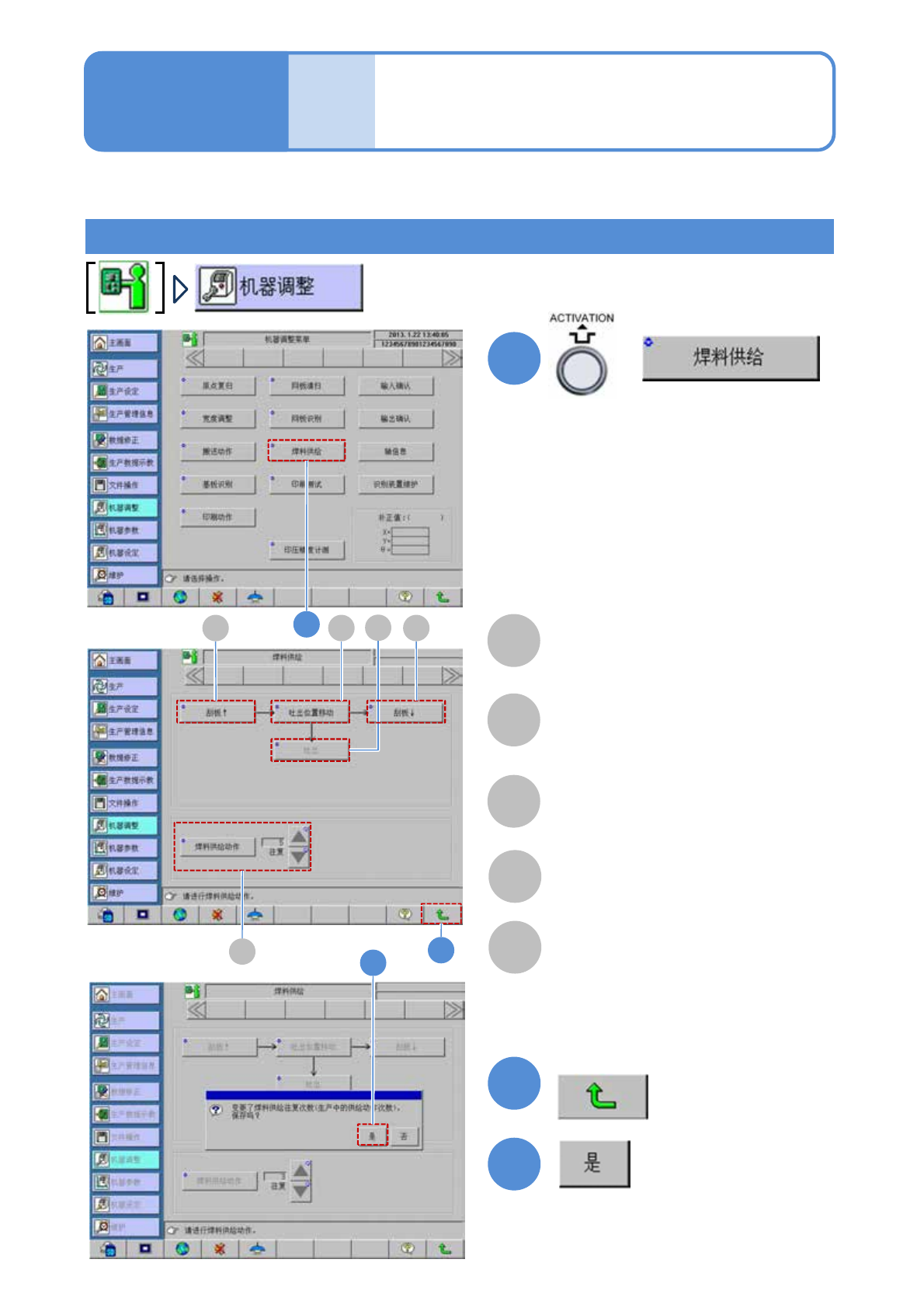
SPG EJP6AJ -MB-06O M-02 准备 : ●将软开关的“焊料自动供给” ( → P.4-1-11) 设定为“ ON ”。 A B C 吐出位置移动 焊料定位器移动到吐出位置。 吐出 按下,即会自动供给焊料。再按一次, 即会停止供给。 A B C 焊料供给动作 焊料定位器移动到吐出位置后 , 自动供给 焊料。 1 + 在焊料供给画面上的焊料自动供给 1 6-1-5 -7 2 设定值后 2 3 3 选购件 操作篇 6-1-5…
SPG EJP6AJ-MB-06OM-02
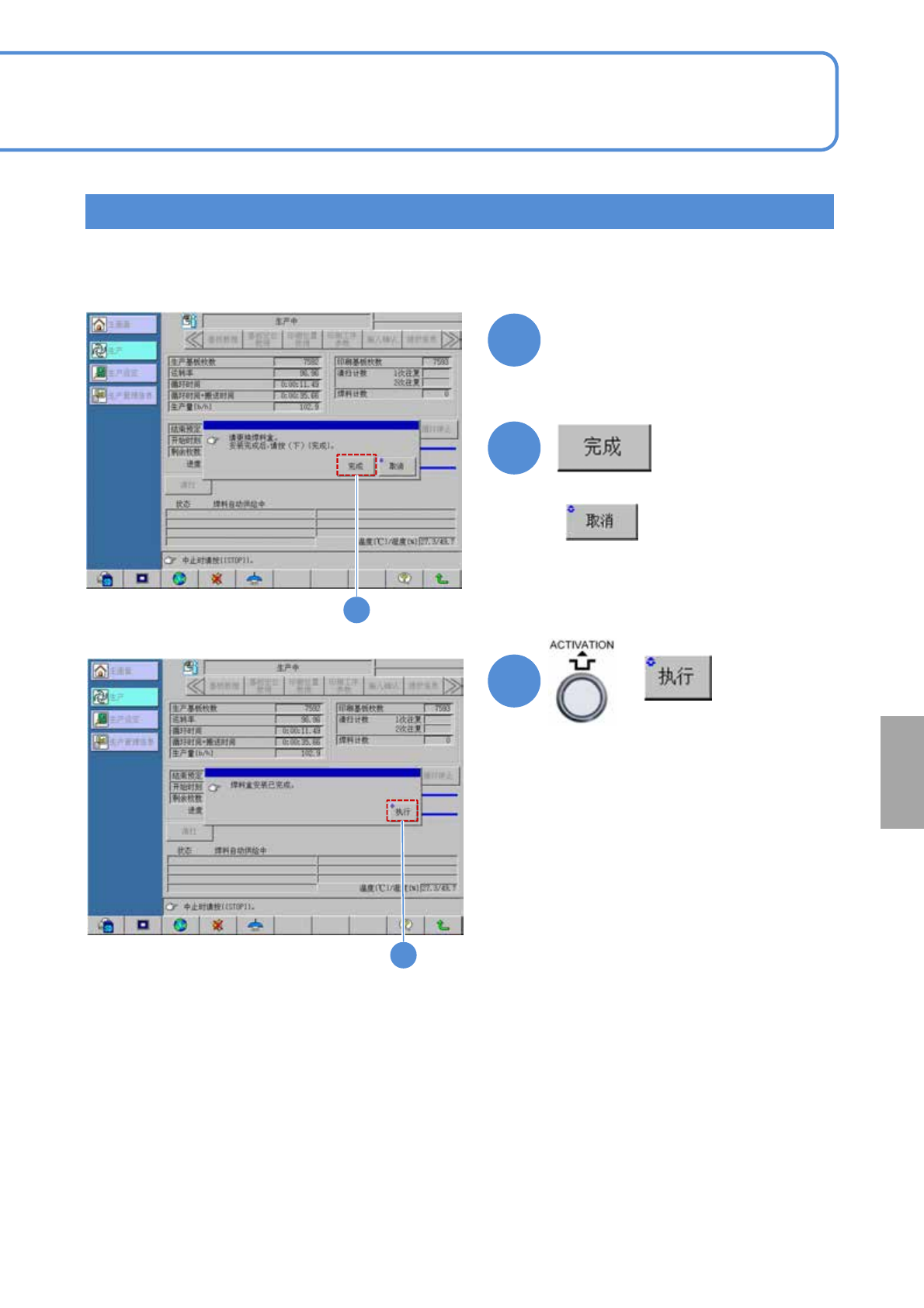
在生产中更换焊料定位器
1
更换焊料定位器。
(→P.6-1-5-1“焊料定位器的更换”步骤
③~⑨)
2
(中断焊料的自动供给)
3
+
2
3
6-1-5-6
选
购
件
SPG EJP6AJ-MB-06OM-02
准备:●将软开关的“焊料自动供给”(→P.4-1-11)设定为“ON”。
A
B
C
吐出位置移动
焊料定位器移动到吐出位置。
吐出
按下,即会自动供给焊料。再按一次,
即会停止供给。
A
B
C
焊料供给动作
焊料定位器移动到吐出位置后,自动供给
焊料。
1
+
在焊料供给画面上的焊料自动供给
1
6-1-5-7
2
设定值后
2
3
3
选购件
操作篇
6-1-5
D E
D
刮板↑
刮板头向后方移动。
E
刮板↓
刮板头向前方移动。
(将会反映进印刷计数器的追加供给次
数。)
焊料自动供给 4

SPG EJP6AJ-MB-06OM-02
6-1-5-8
选
购
件