KE-750_QA表.pdf - 第11页
FUNCTION NAME Z-Axis Load Function/ Performance CHECK/ADJUSTMENT MET HODS (REMEDIAL ACTION PROCEDURE) ASSURED QUALITY Reliability QUALITY CHARACTERISTI CS (SPECIFICATION VALUES) CATEGORY Safety Product Image ROLE IN FUNC…
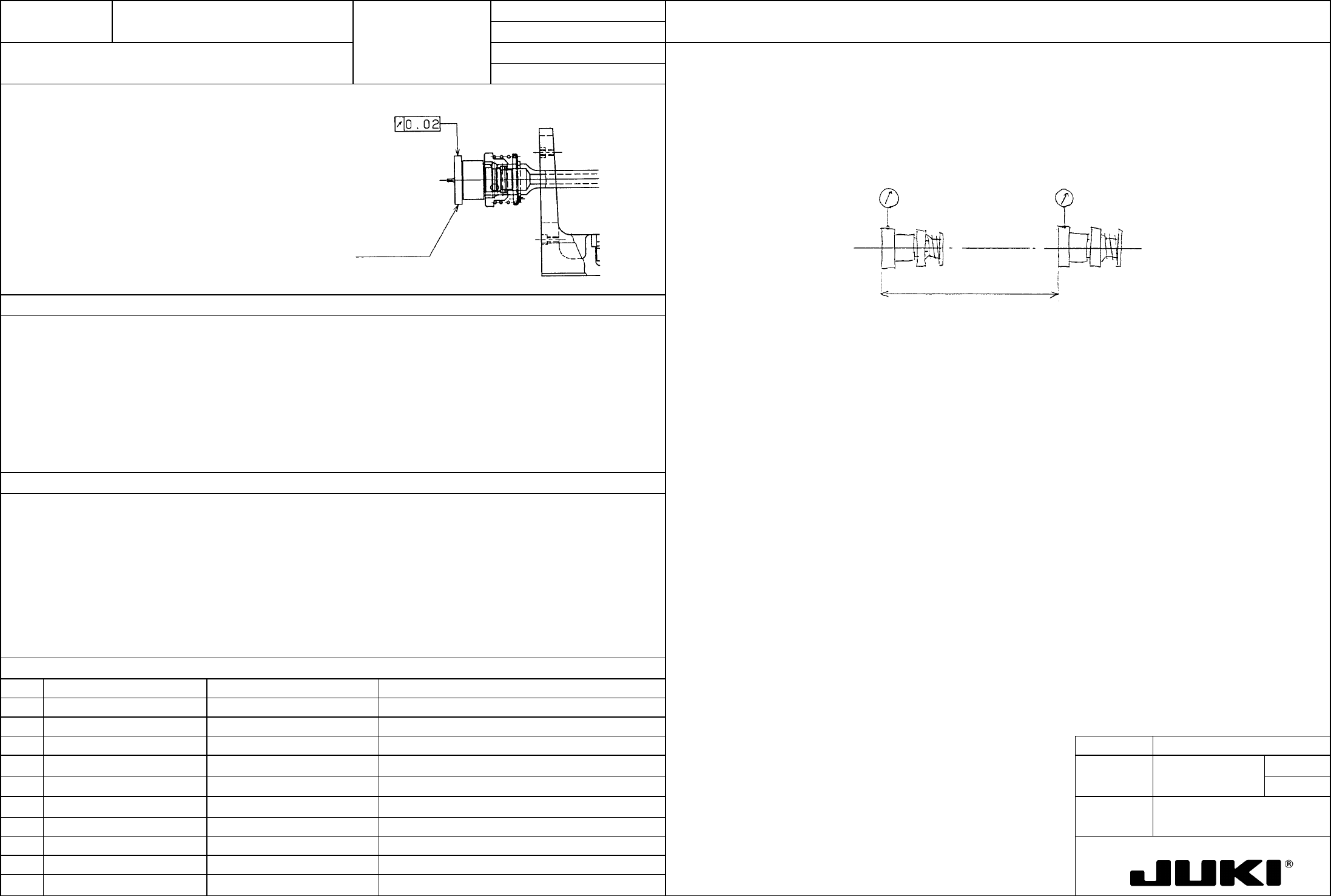
FUNCTION NAME Jig Nozzle Runout Function/Performance CHECK/ADJUSTMENT METHODS (REMEDIAL ACTION PROCEDURE)
ASSURED QUALITY Reliability
QUALITY CHARACTERISTICS (SPECIFICATION VALUES) CATEGORY Safety
Product Image
ROLE IN FUNCTION (MEANING OF SPECIFICATION VALUES)
POSSIBLE MALFUNCTIONS (CAUSED BY INCORRECT SPECIFICATION VALUES)
COMPONENTS
NO. Part No. Part Name Associated Quality Characteristics
1 E3013725000 Z-slider shaft
2
3 MODEL KE-750/760
4
UNIT Head
REF. NO.
5
NAME
7
6
FUNCTION Jig Nozzle Runout
7
NAME
8
9
10
QA Table
Check procedure:
Runout of jig nozzle: 0.02 mm or less (as measured at
the upper end and lower end of the Z-axis stroke)
Jig nozzle (φ20)
Mount the jig nozzle and apply a dial indicator to the periphery of the the jig nozzle. Turn the Z-slider shaft
to measure runout indicated on the dial indicator. Take this measurement at the upper end and lower end
of the Z-axis stroke.
Z-axis stroke
Concerned with component pickup, laser measurement, and placement, it greatly affects the placement
accuracy.
Possible causes include:
(1) Defective Z-slider shaft part
(2) Play in Z-slider shaft in the X/Y-direction
(3) Play in Z-slider shaft in the Z-direction
Remedial procedures are:
(1) Replace the defective part.
(2), (3) See the corresponding items of QA Table.
– Poor placement accuracy
– Component pickup failure
– Nozzle replacement error
FUNCTION NAME Z-Axis Load Function/Performance CHECK/ADJUSTMENT METHODS (REMEDIAL ACTION PROCEDURE)
ASSURED QUALITY Reliability
QUALITY CHARACTERISTICS (SPECIFICATION VALUES) CATEGORY Safety
Product Image
ROLE IN FUNCTION (MEANING OF SPECIFICATION VALUES)
POSSIBLE MALFUNCTIONS (CAUSED BY INCORRECT SPECIFICATION VALUES)
COMPONENTS
NO. Part No. Part Name Associated Quality Characteristics
1
2
3 MODEL KE-750/760
4
UNIT Head
REF. NO.
5
NAME
8
6
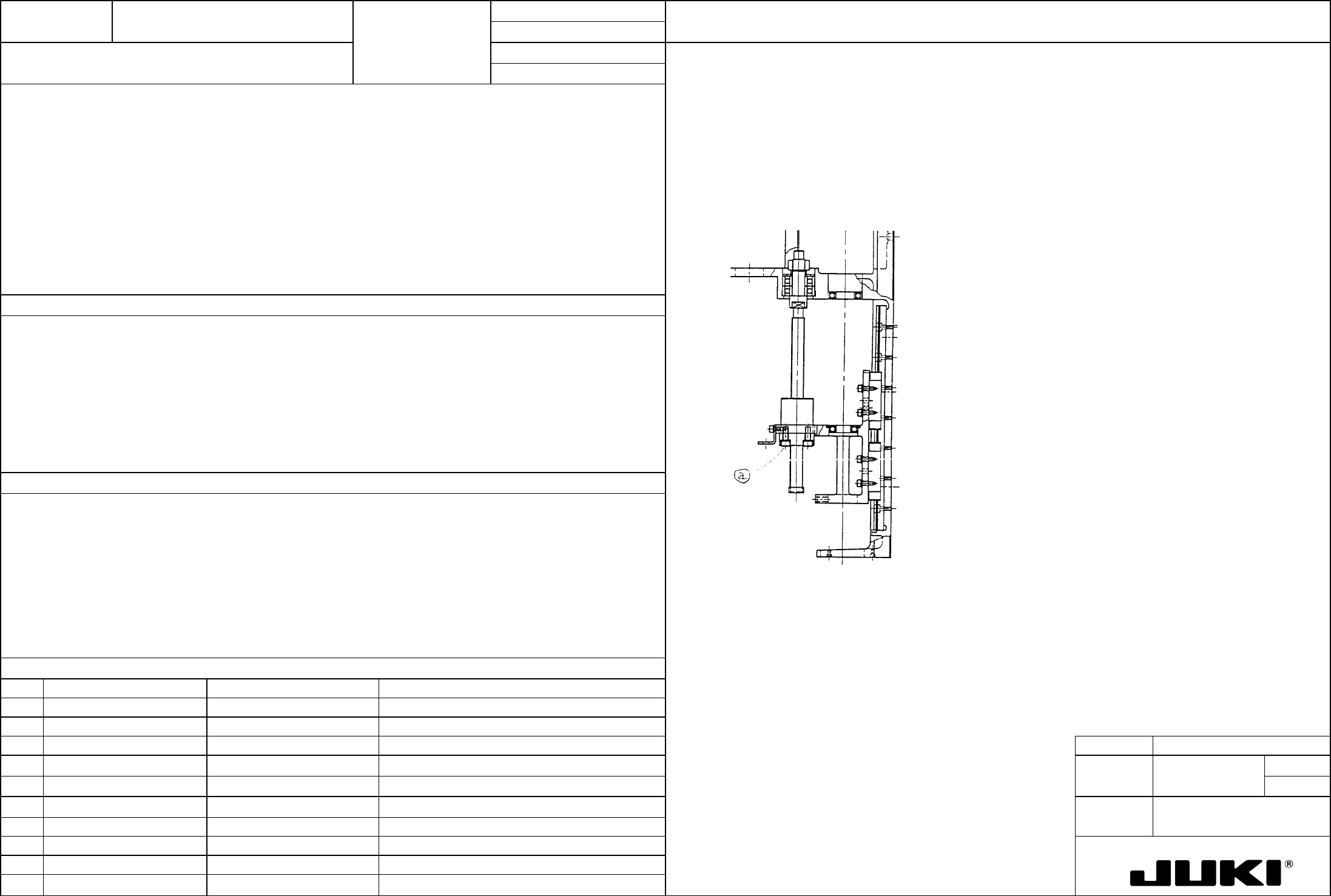
FUNCTION Z-Axis Load
7
NAME
8
9
10
QA Table
Using a spring balance, measure the sliding resistance of Z-axis with Z-motor demounted.
Z-axis sliding resistance: 9.8 N {1 kgf} or less
Check at this time that the Z-slide bracket falls by its own weight.
The Z-slide bracket should fall by its own weight when the headup SP is removed.
Adjustment procedure:
Moving the Z-slide bracket up and down, tighten screw (a) so that the Z-slide bracket lowers by its own
weight. Apply Loctite 242 to screw (a).
Affects the settling time (damping characteristics) of Z.
– Degraded placement accuracy
– Component pickup failure, LA error
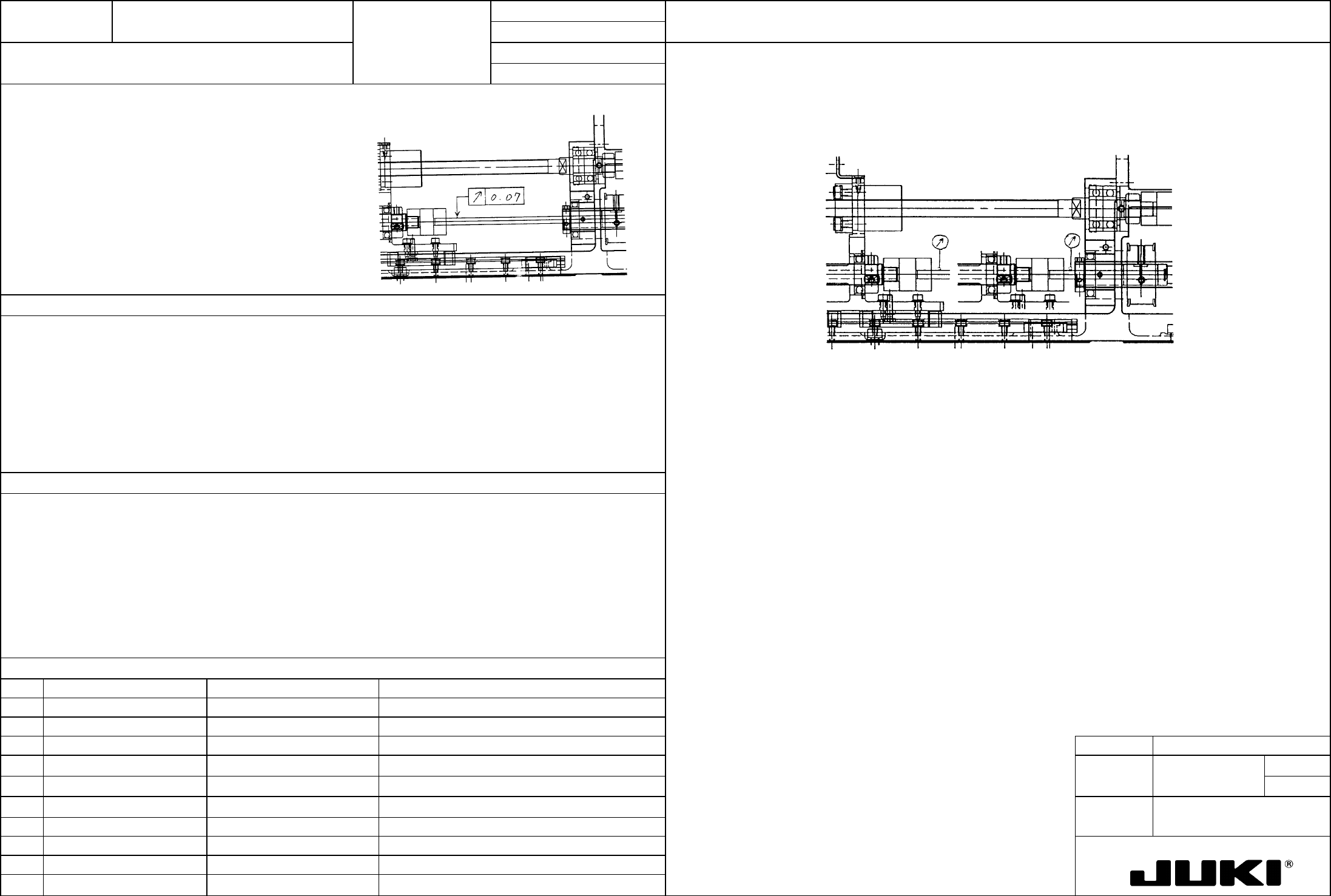
FUNCTION NAME Ball Splines Runout Function/Performance CHECK/ADJUSTMENT METHODS (REMEDIAL ACTION PROCEDURE)
ASSURED QUALITY Reliability
QUALITY CHARACTERISTICS (SPECIFICATION VALUES) CATEGORY Safety
Product Image
ROLE IN FUNCTION (MEANING OF SPECIFICATION VALUES)
POSSIBLE MALFUNCTIONS (CAUSED BY INCORRECT SPECIFICATION VALUES)
COMPONENTS
NO. Part No. Part Name Associated Quality Characteristics
1
2
3 MODEL KE-750/760
4
UNIT Head
REF. NO.
5
NAME
9
6
FUNCTION Ball Splines Runout
7
NAME
8
9
10
QA Table
Using a dial indicator, measure runout of the ball splines at the upper end and lower end of the Z-axis stroke.
Runout of ball splines: 0.07 mm or less (as measured at the
upper end and lower end of the Z-axis stroke)
Minimizes load applied to coupling θ to prevent the coupling from being damaged.
Damaged coupling