00198516-03_UM_LDU_2_X_DE.pdf - 第39页
3 Funktionsbeschreibung und Aufbau 3.3 Grundlagen Bedienungsanleitung SIPLACE Linear Dipping Unit 2 X 05/2020 39 3.3.5 Rakelgeschwindigkeit Bei einigen Flussmittelarten hat die Rakelgeschwindigkeit einen sehr großen Einf…
3 Funktionsbeschreibung und Aufbau
3.3 Grundlagen
38 Bedienungsanleitung SIPLACE Linear Dipping Unit 2 X 05/2020
3.3.3 Vernarbungszeit
Flussmittel sind aus verschiedenen Bestandteilen zusammengesetzt. Typischerweise sind das:
●
Kolophonium (Lötbarkeit, Klebrigkeit, Sauberkeit, Druckbarkeit)
●
Aktivator (Lötbarkeit, Zuverlässigkeit, Lebensdauer, Sauberkeit)
●
Stabilisator (Thixotropie-Stabilität, Druckbarkeit, Konturenstabilität)
●
Lösungsmittel (Widerstandsverhalten, Klebrigkeit, Viskosität)
Das Lösungsmittel im Flussmittel kann auf Wasser oder Alkohol basieren. Diese Stoffe verdunsten
mit der Zeit, wenn das Flussmittel in einem offenen Behälter steht.
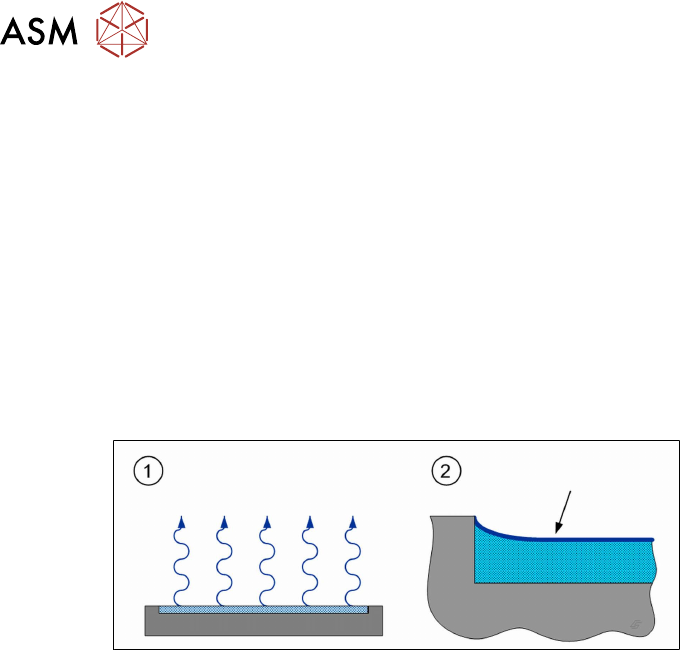
Bei der LDU befindet sich eine sehr dünne Flussmittelschicht in der Kavität der Dipping-Platte. Hier
kann das Lösungsmittel über eine sehr große Fläche verdunsten (1)
. Auf der Oberfläche des Fluss-
mittels bildet sich dann eine dünne Haut (2)
, das Flussmittel vernarbt. In dieser Haut sind die Pro-
zesseigenschaften des Flussmittels anders als innerhalb des restlichen Flussmittels.
Wenn während der Produktion mit längeren Stillstandzeiten zu rechnen ist, dann kann die Vernar-
bungszeit eingestellt werden. Die LDU führt nach Ablauf dieser Zeit einen Applikationsvorgang
durch. Die Vernarbungszeit wird in der Liniensoftware eingestellt: 4.1.11
"Vernarbungszeit eines
Flussmittels einstellen" [}57].
3.3.4 Viskosität und Thixotropie
In einigen Flussmitteln sind Chemikalien enthalten, die die Viskosität beeinflussen. Einige Materi-
alien verändern unter Druck ihre Viskosität. Beispiele aus dem Alltag sind Mayonnaise und Ketch-
up. Mayonnaise ist sehr zähflüssig, wird aber unter Druck dünnflüssig. Ketchup fließt besser aus
der Flasche, wenn er vorher geschüttelt wurde. Die Viskosität dieser Materialien ändert sich, nach-
dem der Stoff bewegt wurde. Solche Stoffe werden als thixotrop bezeichnet.
Die meisten Stoffe erhöhen ihre Viskosität bei Kühlung und verringern diese bei Erwärmung.
Die LDU stellt eine Aufwärmfunktion bereit ("Warmrakeln"). Damit kann die Viskosität des Flussmit-
tels vor der Bearbeitung beeinflusst werden. Während der Aufwärmphase führt die LDU eine ein-
stellbare Anzahl an Rakelvorgängen aus. Das Flussmittel wird durch diese Bewegung geschmeidig
gemacht.
Die Aufwärmphase wird in der Stationssoftware gestartet: 4.15 "Aufwärmphase Starten" [}87].
3 Funktionsbeschreibung und Aufbau
3.3 Grundlagen
Bedienungsanleitung SIPLACE Linear Dipping Unit 2 X 05/2020 39
3.3.5 Rakelgeschwindigkeit
Bei einigen Flussmittelarten hat die Rakelgeschwindigkeit einen sehr großen Einfluss auf die Ober-
fläche des Flussmittels nach der Applikation.
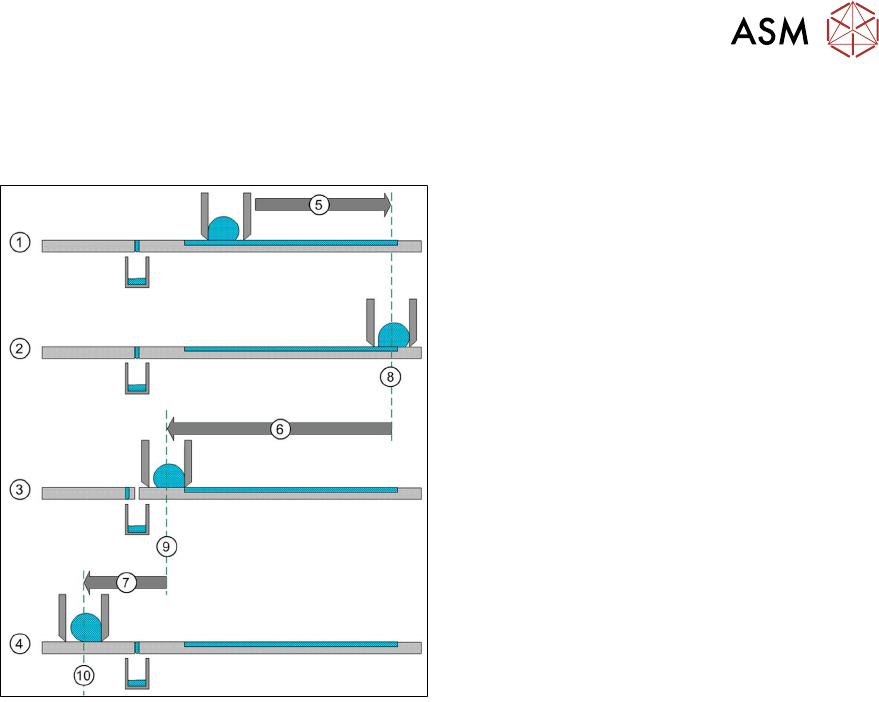
1. Die Rakelachse fährt mit der Maximalge-
schwindigkeit nach vorn in die Wendeposi-
tion(5)
.
2. Die Rakelachse befindet sich in der Wend-
eposition(8)
.
3. Die Rakelachse fährt mit der einstellbaren
Rakelgeschwindigkeit über die Kavität
zurück(6)
in die Beschleunigungsposi-
tion(9)
.
4. Die Rakelachse fährt mit der Maximalge-
schwindigkeit(7)
zurück in die Parkpositi-
onauf der Parkplatte(10)
.
Die Rakelgeschwindigkeit wird in der Liniensoftware eingestellt: 4.1.12 "Aufwärmphasen und Ra-
kelgeschwindigkeit einstellen" [}58].
Die optimale Rakelgeschwindigkeit für das jeweilige Flussmittel muss experimentell ermittelt wer-
den. Dabei ist es hilfreich, von folgenden maximalen Geschwindigkeiten auszugehen:
●
Flussmittel = 200mm/s
●
Lotpaste = 200mm/s
3 Funktionsbeschreibung und Aufbau
3.3 Grundlagen
40 Bedienungsanleitung SIPLACE Linear Dipping Unit 2 X 05/2020
3.3.6 Dipp-Vorgang und Haltezeit
Der Dipp-Vorgang im Bestückautomaten besteht grob aus folgenden Einzelschritten:
1. Bauelement aus dem entsprechenden Zuführmodul abholen
2. Bauelement in das Flussmittel dippen
3. Bauelement mit dem Vision System überprüfen und zentrieren
4. Bauelement auf die Leiterplatte bestücken
Der detaillierte Ablauf des Dippens (Schritt 2) besteht aus folgenden Einzelschritten:
1. Der Bestückkopf fährt mit dem Bauelement über die LDU auf eine nicht benutzte Stelle des
Dipp-Bereichs. Der Bestückkopf fährt nach unten, bis das Bauelement den Boden der Kavität
erreicht hat.
2. Der Unten-Sensor des Bestückkopfes startet eine Haltezeit.
3. Nach Ablauf der Haltezeit fährt der Bestückkopf wieder nach oben.
Während der Haltezeit hat das Flussmittel Gelegenheit, das Bauelement an den eingetauchten
Stellen zu benetzen. Die Haltezeit wird in der Liniensoftware eingestellt: 4.1.7
"Dipp-Reihenfolge
und Haltezeit einstellen" [}54]. Die richtige Haltezeit muss durch Versuche ermittelt werden.
3.3.7 Schleichweg
Je nach Viskosität des verwendeten Flussmittels kann beim Dip-Vorgang eine Anpassung der Ein-
tauchgeschwindigkeit in bzw. der Ausfahrgeschwindigkeit aus der Kavität erforderlich sein. Wenn
Bauteile nach dem Aufwärtsfahren der Pipette im Flussmittel der Kavität haften bleiben, dann ist
dies ein Indikator für eine zu hohe Ausfahrgeschwindigkeit. Eine zu hohe Eintauchgeschwindigkeit
kann zu einem ungleichmäßigen Benetzen der Balls / Bumps der Bauteile führen.
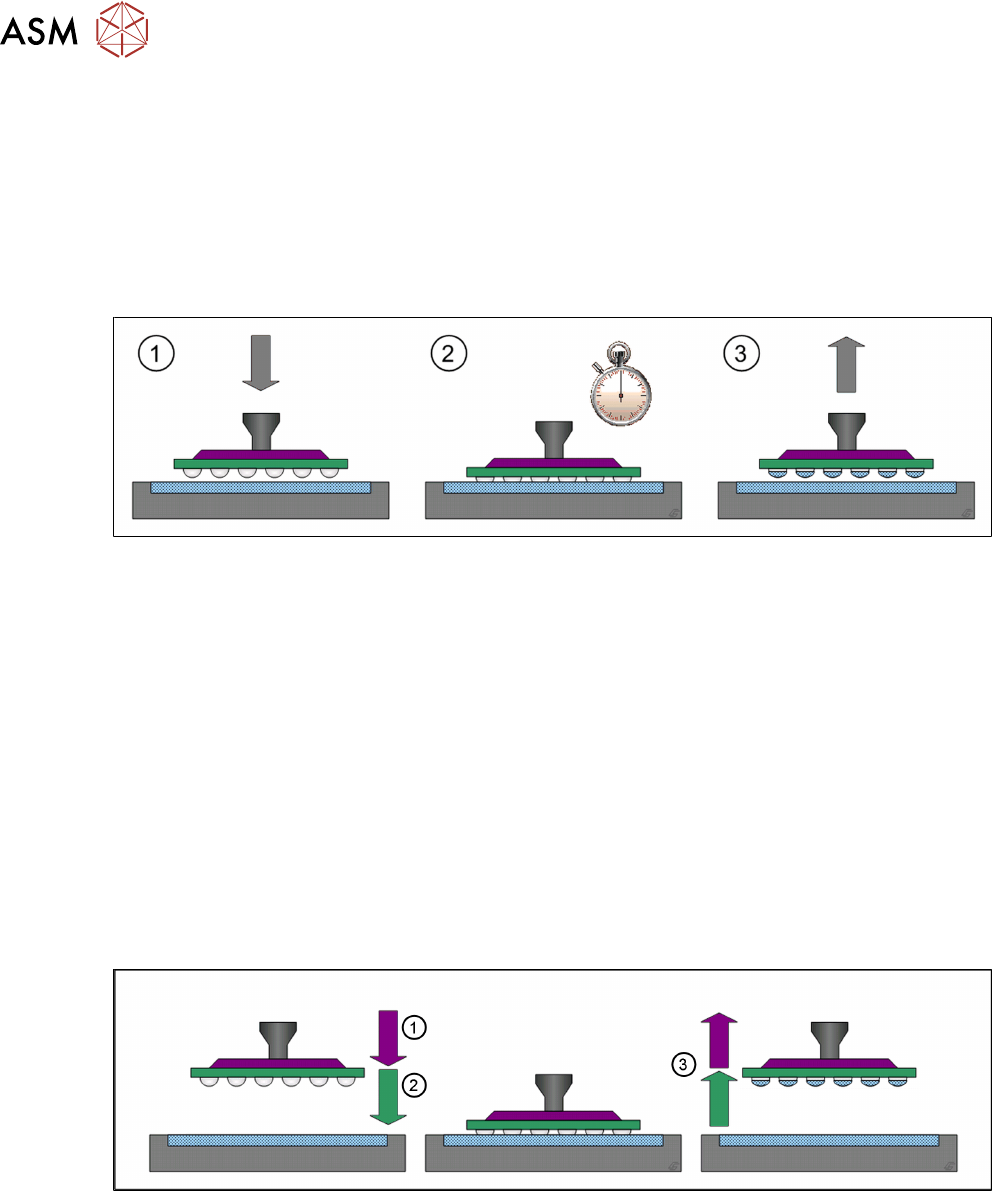
Die Distanz zwischen der Oberfläche der Kavität und dem Schleichpunkt ist der Schleichweg.
(1) Der Bestückkopf fährt mit der normalen Geschwindigkeit nach unten bis zum einem einstellba-
ren Schleichpunkt und bremst dort auf die einstellbare Eintauchgeschwindigkeit ab.
(2) Der Bestückkopf fährt mit der Eintauchgeschwindigkeit nach unten bis auf die Oberfläche der
Kavität.
(3) Der Bestückkopf fährt mit der einstellbaren Ausfahrgeschwindigkeit nach oben bis zum
Schleichpunkt und beschleunigt dort auf die normale Geschwindigkeit.
Schleichpunkt, Eintauch- und Ausfahrgeschwindigkeit für jedes Bauelement und jedes Flussmittel
werden in der Liniensoftware eingestellt: 4.1.9
"Schleichweg einstellen" [}56].