KE-2050_MS参数 - 第102页
Rev.2.00 MS 参数 4-69 2)CA 各贴装角度 (0 °,90 ° ,180°,270 °) 的贴装位置以前供料库的供料角度 0° ,后供料库的供料 角度 0° 贴装时,将如下图所示那样被贴装 (F-0 和 R-0 向相反方向偏斜)时。 -3 0 -2 0 -1 0 0 10 20 30 - 30 - 20 - 10 0 10 20 30 X (μm ) Y (μm ) 0 90 180 270 -3 0 -2 0 -1 …
Rev.2.00
MS 参数
4-68
4-11-1-3 计算范围内的XA,YA,CA的方法
<程序>
①从前供料库供给角度0°和后供料库供料角度0°用0、90、180、270°贴装角度进行贴装,分
别计算各贴装角度时X,Y的贴装偏差的平均值。
②各贴装角度不一致时,从前后两供料库用供料角度 0°进行吸附贴装,调查偏斜的倾向。
③前侧供料库和后侧供料库的偏斜如果向相反方向偏斜时,CA 有效。因此,仅输入 CA 的值作为
偏差值。
④从前侧供料库和后侧供料库的偏斜如果向相同方向偏斜时,XA,YA 有效。因此,仅输入 XA,YA
的值作为偏差值。
4-11-1-4 XA,YA,CA的输入例
偏差值输入从贴装角度 0°到 180°所看到的偏差量。
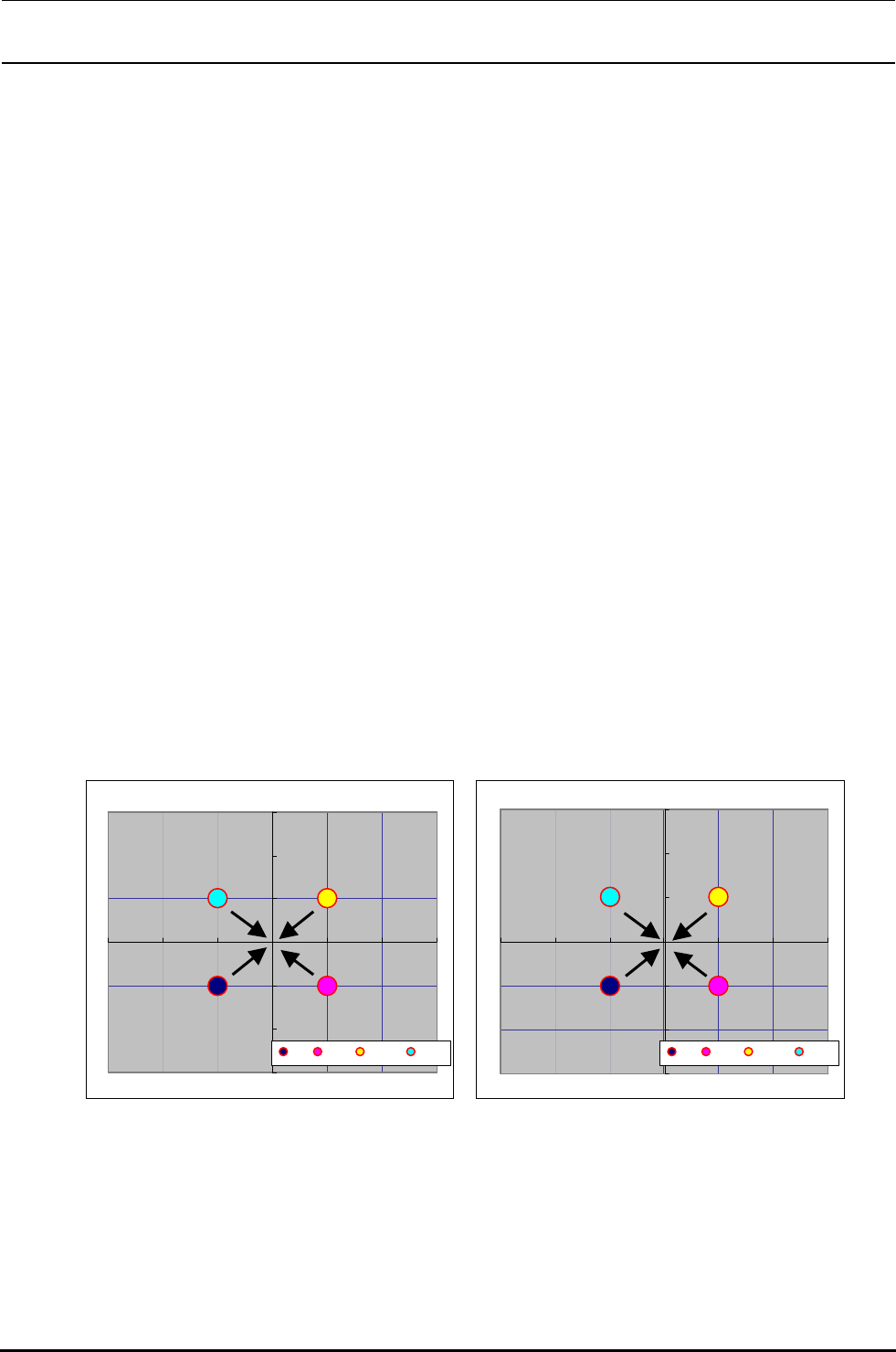
1)XA、YA
各贴装角度(0°,90°,180°,270°)的贴装位置以前供料库的供料角度0°,后供料库的供料角度
0°贴装时,将如下图所示那样被贴装(F-0 和 R-0 向相同方向偏斜)时。
-30
-20
-10
0
10
20
30
-30 -20 -10 0 10 20 30
X (μm)
Y (μm)
0 90 180 270
-30
-20
-10
0
10
20
30
-30 -20 -10 0 10 20 30
X (μm)
Y (μm)
0 90 180 270
图 3 前供料库 0°吸附的贴装结果 图 4 后供料库 0°吸附的贴装结果
以 F-0 的贴装角度 0°作为基准之后,贴装角度 180°在X方向偏差+20μm,在Y方向偏差+20
μm,因此MNLA贴装头和LAIC贴装头均向现状的XA加-0.010(mm),向YA加-0.010(mm)。
Rev.2.00
MS 参数
4-69
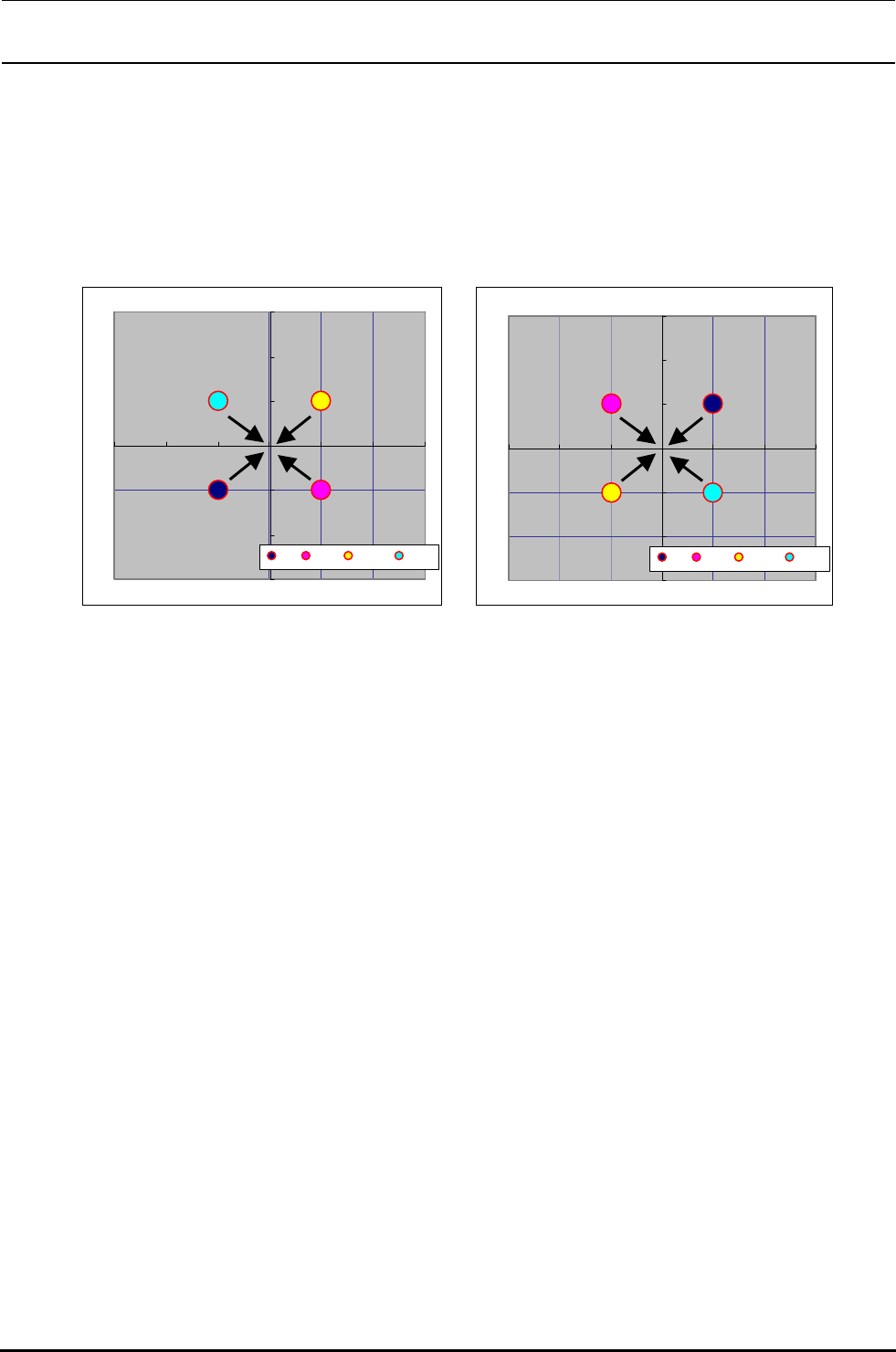
2)CA
各贴装角度(0°,90°,180°,270°)的贴装位置以前供料库的供料角度0°,后供料库的供料
角度0°贴装时,将如下图所示那样被贴装(F-0 和 R-0 向相反方向偏斜)时。
-30
-20
-10
0
10
20
30
-30 -20 -10 0 10 20 30
X (μm)
Y (μm)
0 90 180 270
-30
-20
-10
0
10
20
30
-30 -20 -10 0 10 20 30
X (μm)
Y (μm)
0 90 180 270
图 5 前供料库 0°吸附时的贴装结果 图 6 后供料库 0°吸附时的贴装结果
把 F-0 的贴装角度 0°作为基准的话,贴装角度 180°向 X 方向偏斜+20μm,向Y方向偏斜
+20μm,因此,MNLA贴装头时,向现状的CA加-0.010(mm)。LAIC贴装头时,向现状的CA
加+0.010(mm)(因为MNLA贴装头和LAIC贴装头对相反方向有效)。
Rev.2.00
MS 参数
4-70
4-11-2.使用夹具
不是自动测定,夹具不规定。
4-11-3.操作
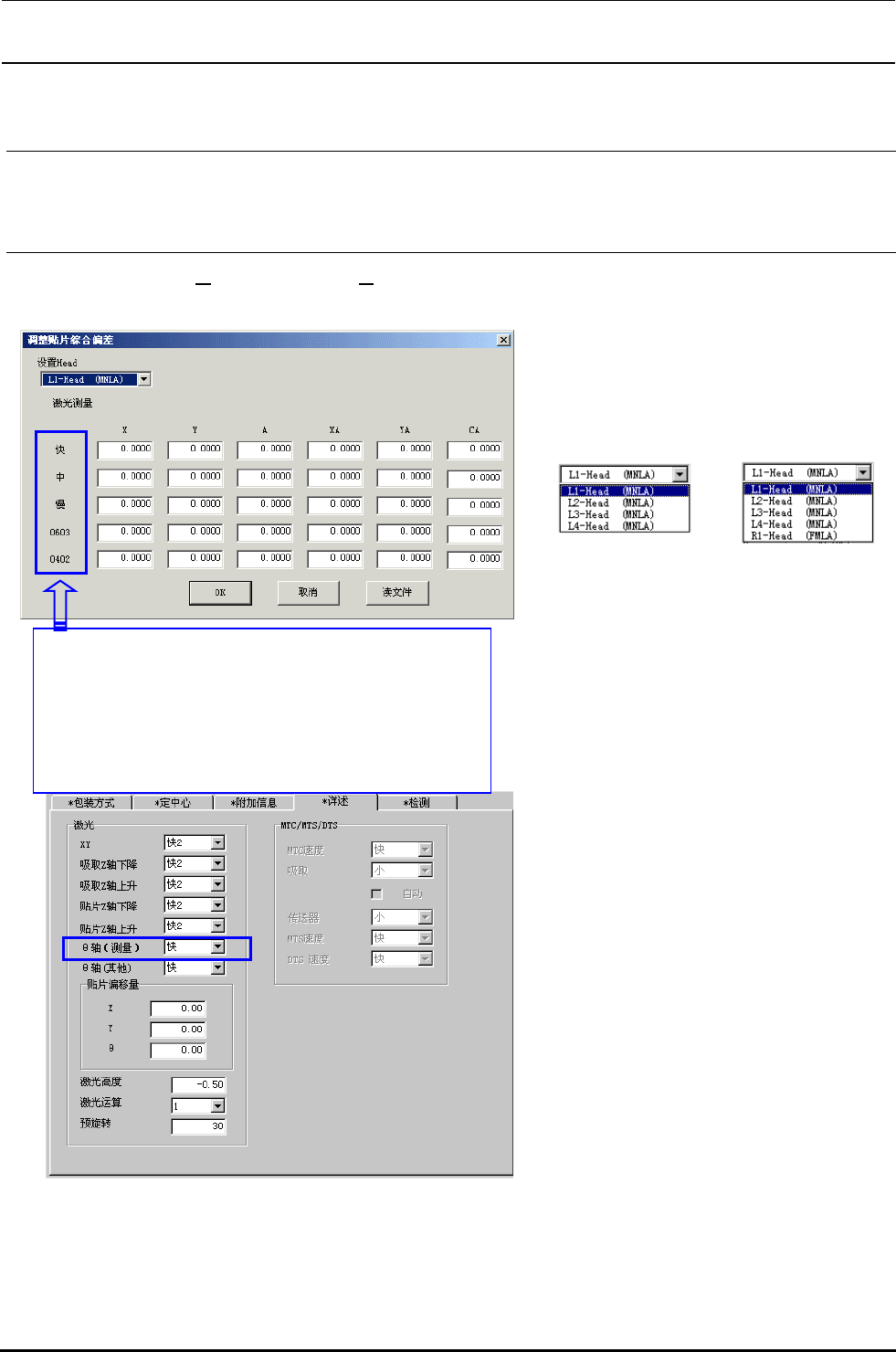
选择了[偏差设定(O)][贴装综合偏差(G)...]之后,下面的调整贴片综合偏差的画面。
在凸出画面选择设定对象贴装头。
不影响机器后备的“使用装置”的设定。
(没有检查(不使用)装置也可以选择)
按 Alt +↓键,下列一览显示出来。
(KE-2050)
(KE-2050R)
(KE-2055R)
(KE-2060)
(KE-2060R)
· 快、中、慢是按照计测元件数据时的θ速度所设
定的偏差值。
· 0603 元件则是将「0603 的值」+「快的值」作为
贴装元件时的偏差值。
· 0402 元件则是将「0402 的值」+「快的值」作为
贴装元件时的偏差值。