KE-2050_MS参数 - 第104页
Rev.2.00 MS 参数 4-71 4-12. SOT 方向检查台偏差 ト 4-12-1 . 功能 设定 SOT 方向检查台的组装位置、组装高度 。 4-12-2 . 使用夹具 ・E2101998000: 夹 具 吸嘴 ・505 吸 嘴 (40001343) 4-12-3 . 操作 选择了 [ 偏差设定 (O )][SOT 方向检查台偏差 (G )...] 之后, 显示出下面的调整 SOT 方向检查台偏差的画 面 。 < 操作 ・1…
Rev.2.00
MS 参数
4-70
4-11-2.使用夹具
不是自动测定,夹具不规定。
4-11-3.操作
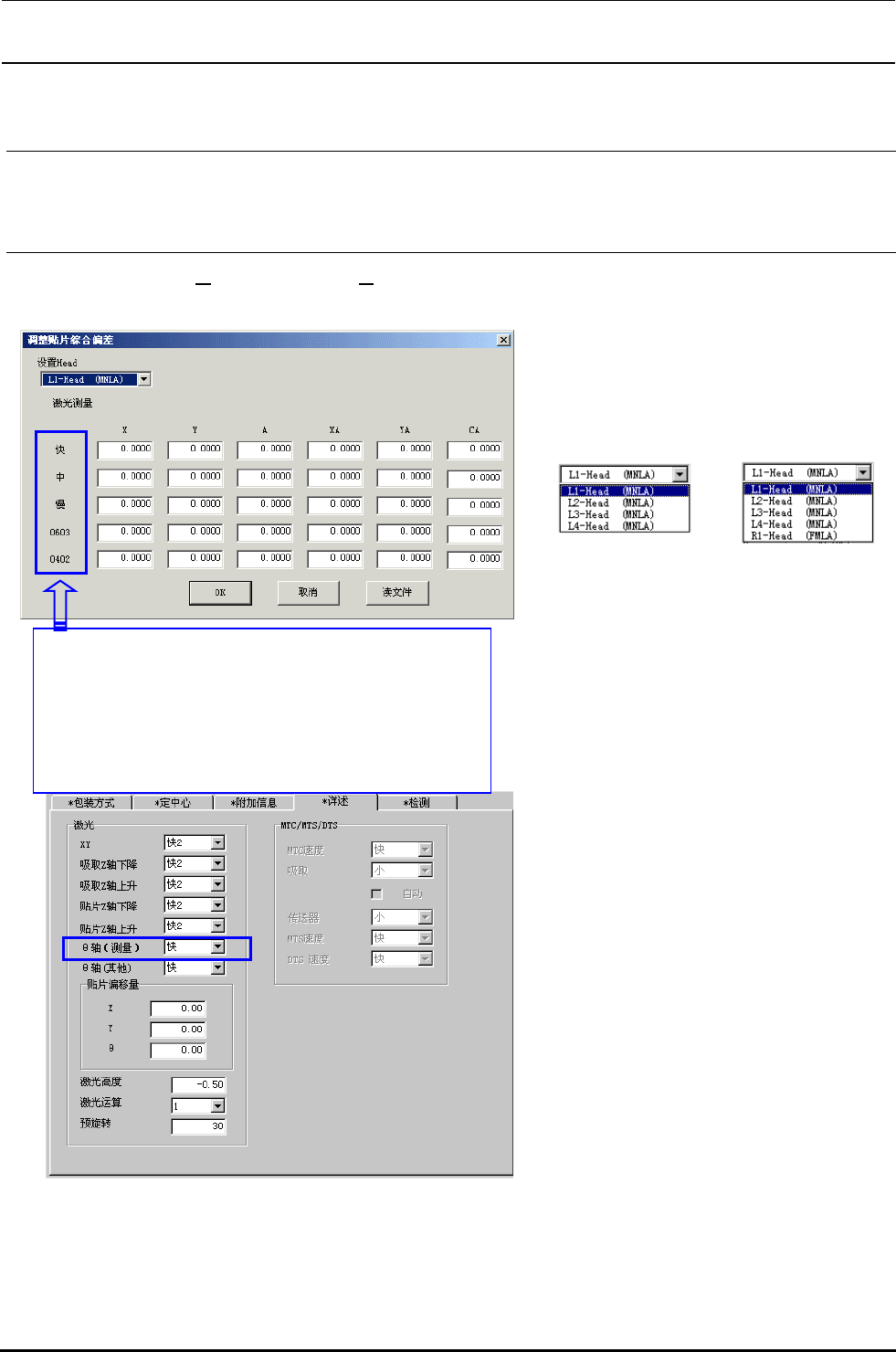
选择了[偏差设定(O)][贴装综合偏差(G)...]之后,下面的调整贴片综合偏差的画面。
在凸出画面选择设定对象贴装头。
不影响机器后备的“使用装置”的设定。
(没有检查(不使用)装置也可以选择)
按 Alt +↓键,下列一览显示出来。
(KE-2050)
(KE-2050R)
(KE-2055R)
(KE-2060)
(KE-2060R)
· 快、中、慢是按照计测元件数据时的θ速度所设
定的偏差值。
· 0603 元件则是将「0603 的值」+「快的值」作为
贴装元件时的偏差值。
· 0402 元件则是将「0402 的值」+「快的值」作为
贴装元件时的偏差值。
Rev.2.00
MS 参数
4-71
4-12. SOT方向检查台偏差ト
4-12-1.功能
设定 SOT 方向检查台的组装位置、组装高度。
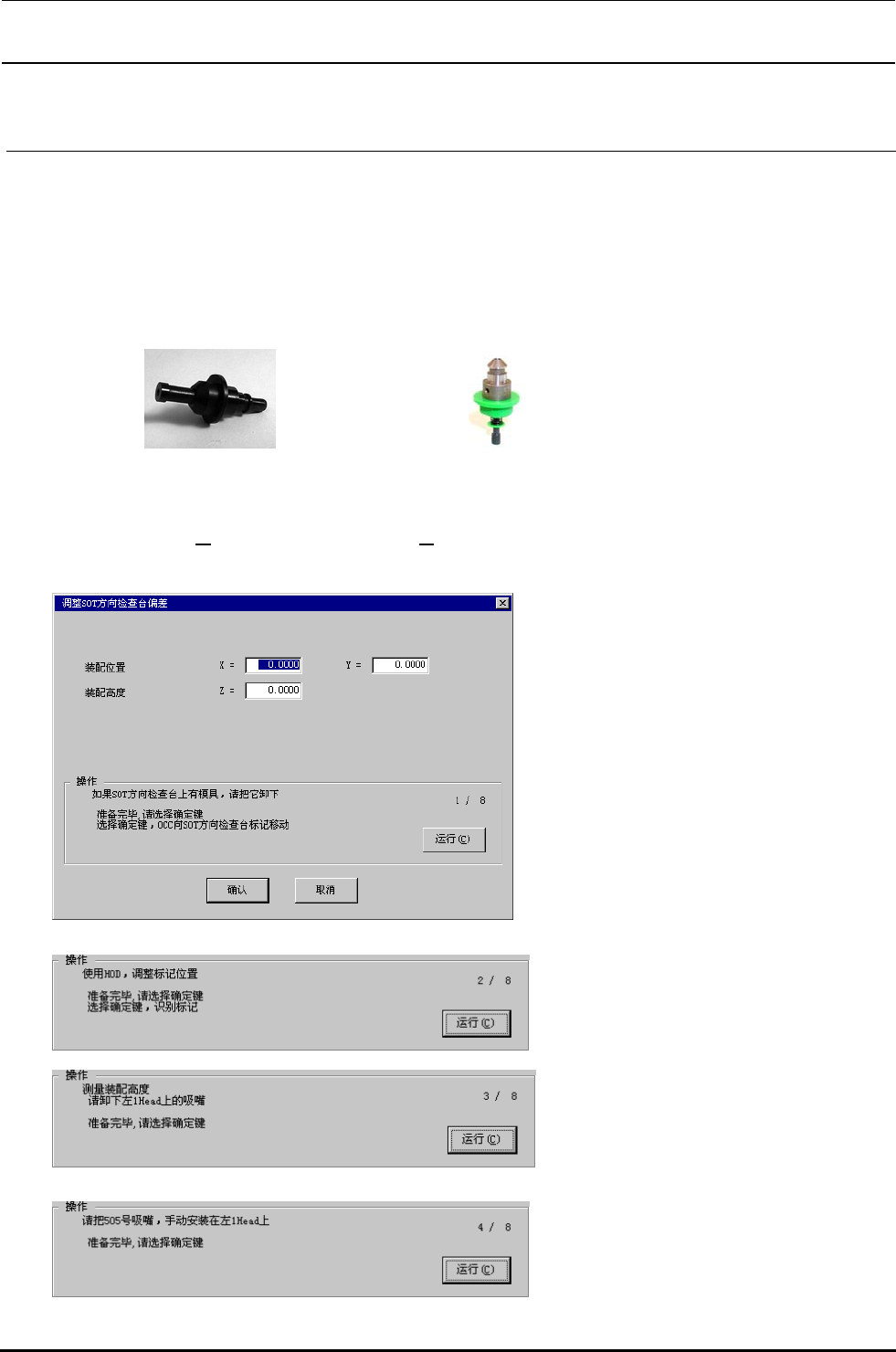
4-12-2.使用夹具
・E2101998000:夹具吸嘴 ・505 吸嘴(40001343)
4-12-3.操作
选择了[偏差设定(O
)][SOT 方向检查台偏差(G)...]之后,显示出下面的调整 SOT 方向检查台偏差的画
面。
<操作・1/8(组装位置)>
SOT 方向检查台上有夹具时,请除取夹
具。
准备完毕,请选择确认。
按了确认之后,OCC 向 SOT 方向检查台
移动。
<操作・2/8(组装位置)>
通过演示,求方向检查台的 2 个真空孔的
中间位置坐标,按 HOD 的确定键。
<操作・3/8(组装高度)>
把夹具吸嘴安装到左 1 贴装头。
准备完毕,请选择确认。
选择了确认之后,测定吸嘴的长度。
<操作・4/8(组装高度)>
用手动把 505 号吸嘴安装到左 1 贴装头
上。
准备完毕,选择确认。
选择了确认之后,测定吸嘴的长度。
Rev.2.00
MS 参数
4-72
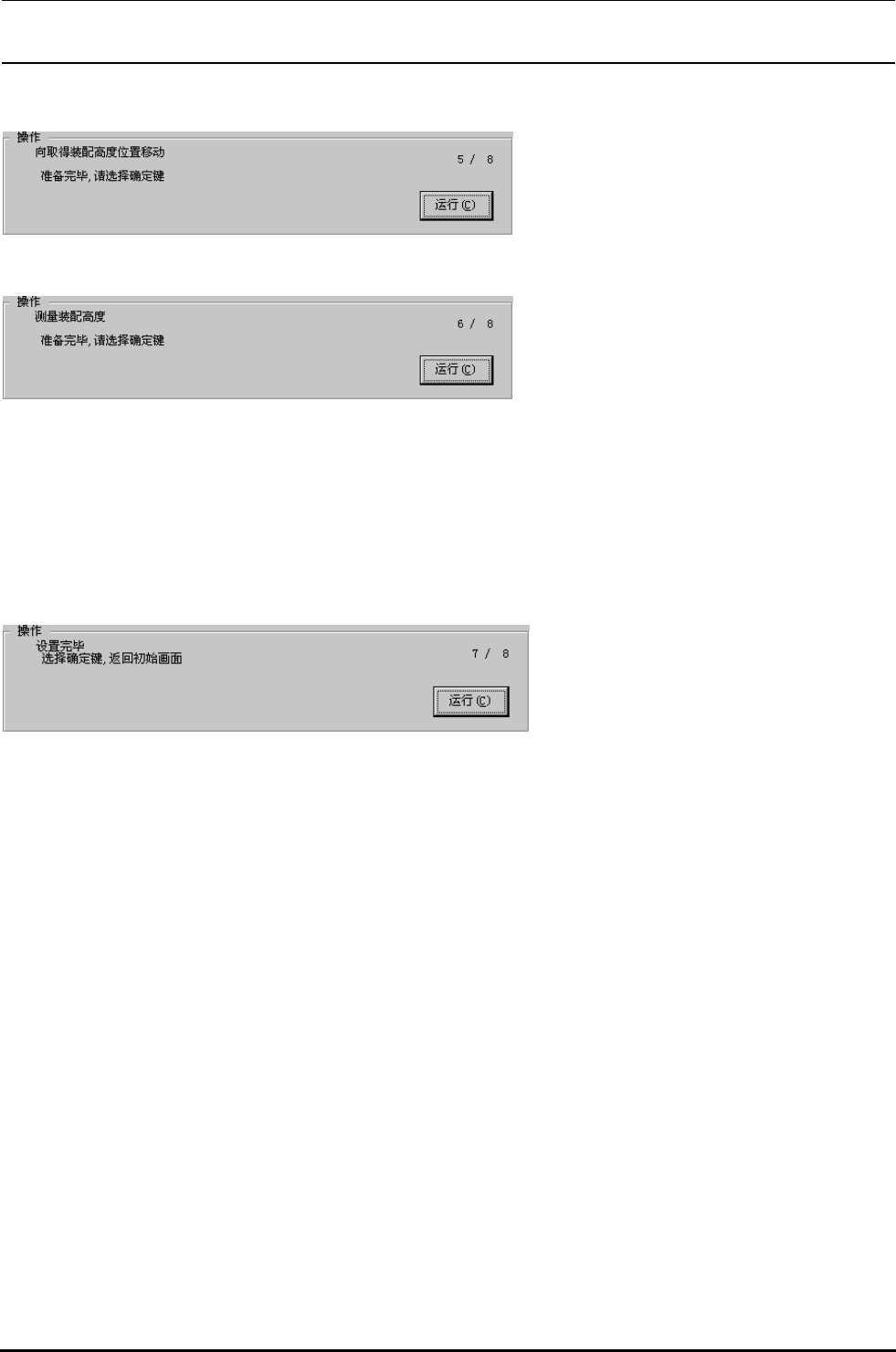
<操作・5/8(组装高度)>
准备完毕,请选择确认。
选择了确认之后,移动到左 1 贴装头向
SOT 方向检查台上移动。
<操作・6/8(组装高度)>
选择了确认之后,测定 SOT 方向检查台的
安装高度。
・测定内容
①打开贴装头的真空,读取真空值。此时,真空值低于-80KPa 则为异常。请确认吸嘴。
②下降 Z 轴,测定真空值低于-80KPa 的位置。
③ ②测定的位置和测定用吸嘴长度更新 SOT 方向检查台组装高度。
<操作・8/8>
测定结束之后,左 1 贴装头移动到夹具卸
下位置,卸下吸嘴。
设定完毕。
通过确认选择,返回初期画面。