KE-2050_MS参数 - 第22页
Rev.2.00 MS 参数 3-2 3-2. 原点粗调整 3-2.1. 功能 原点复位时,请进行示教,让校准部的第 1 标志位置移动到 OCC 中心 。 3-2.2. 使用夹具 本设定不使用夹具 。 3-2.3. 操作 选择了 [ 初期设定 (I )][ 原点粗调 (R )...] 之后,写列的原点粗调画面显示出来 。 <1/5 画面 > 准备好之后,选择确认 。 选择了确认,原点复位后 、OCC 识别移 动到 CAL 部第 1 标记…
Rev.2.00
MS 参数
3-1
3. 初期设定
注意
变更初期设定仅在 JUKI 有指示时实施。
变更内容和规格不同时机器动作不保证。
3-1. 机器规格
3-1.1. 功能
设定以下项目。
3-1.2. 使用治具
在本设定不能使用夹具。
3-1.3.
操作
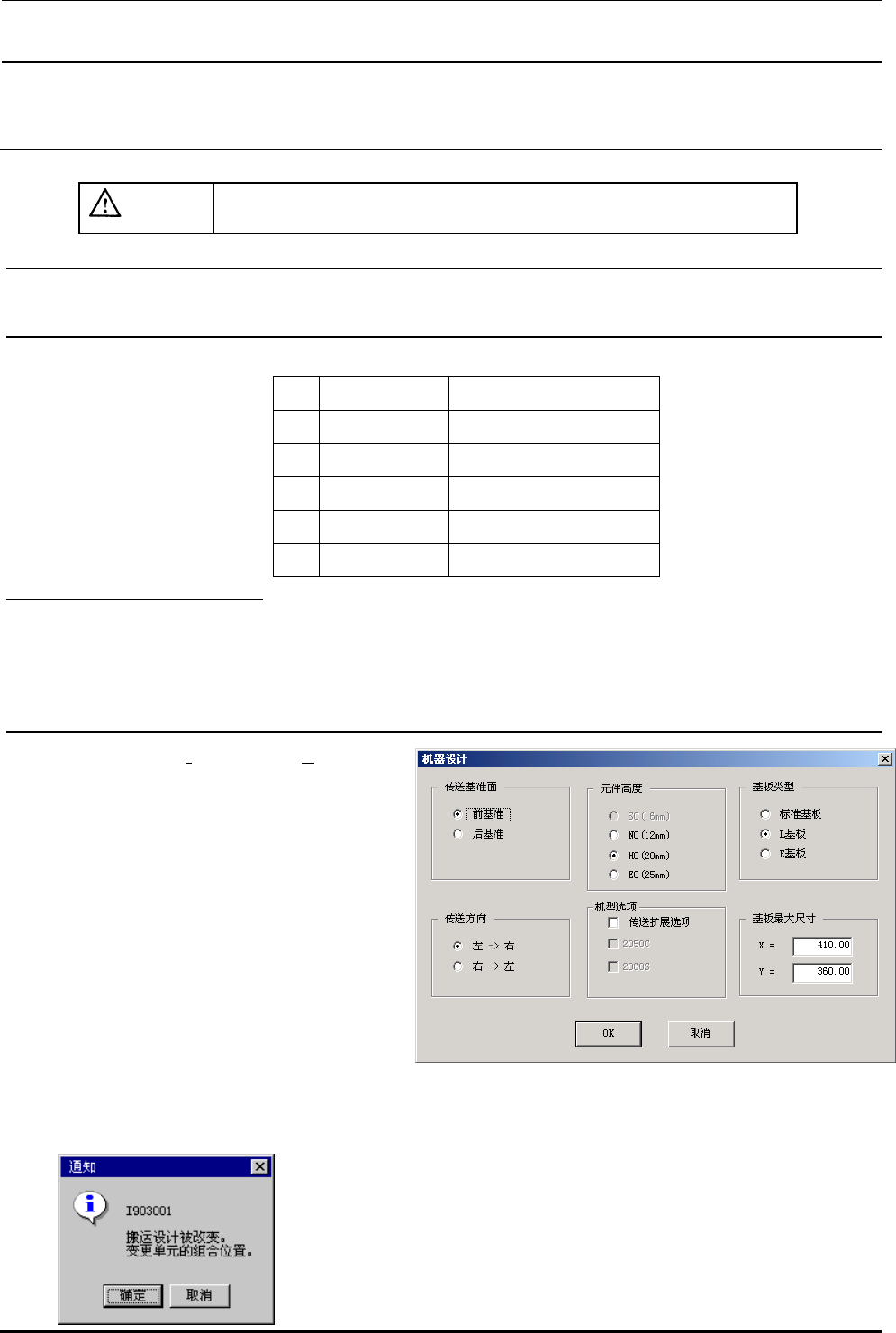
选择[初期设定(I)][机器规格(C)...]
之后,下列的传送规格设定画面显示出
来。
有关项目,请点黑点进行选择。变更
了传送规格之后,需要 MS 参数和机器
设置坐标初期化。
有的机种,可以选择的的元件对应高
度不同。
KE2050:SC(6mm)
KE2060:NC(12mm)、HC(20mm)、EC(25mm)
另外,传送扩张选项选择了 L 基板后,2050C 的机种为 2050
时
可以选择。2060S 为标准基板,当机
种为 2060 时可以选择。
选择了确认之后,传送规格变更时,装置组装位置变更的通
知被显示出来。
No. 项目 设定内容
1 传送基准面 机械基准面
2 传送方向 机器的传送方面
3 对应元件高度 对应元件的最大尺寸
4 基板种类 基板的种类
5 机种选项 选项机种的设定
Rev.2.00
MS 参数
3-2
3-2. 原点粗调整
3-2.1. 功能
原点复位时,请进行示教,让校准部的第 1 标志位置移动到 OCC 中心。
3-2.2. 使用夹具
本设定不使用夹具。
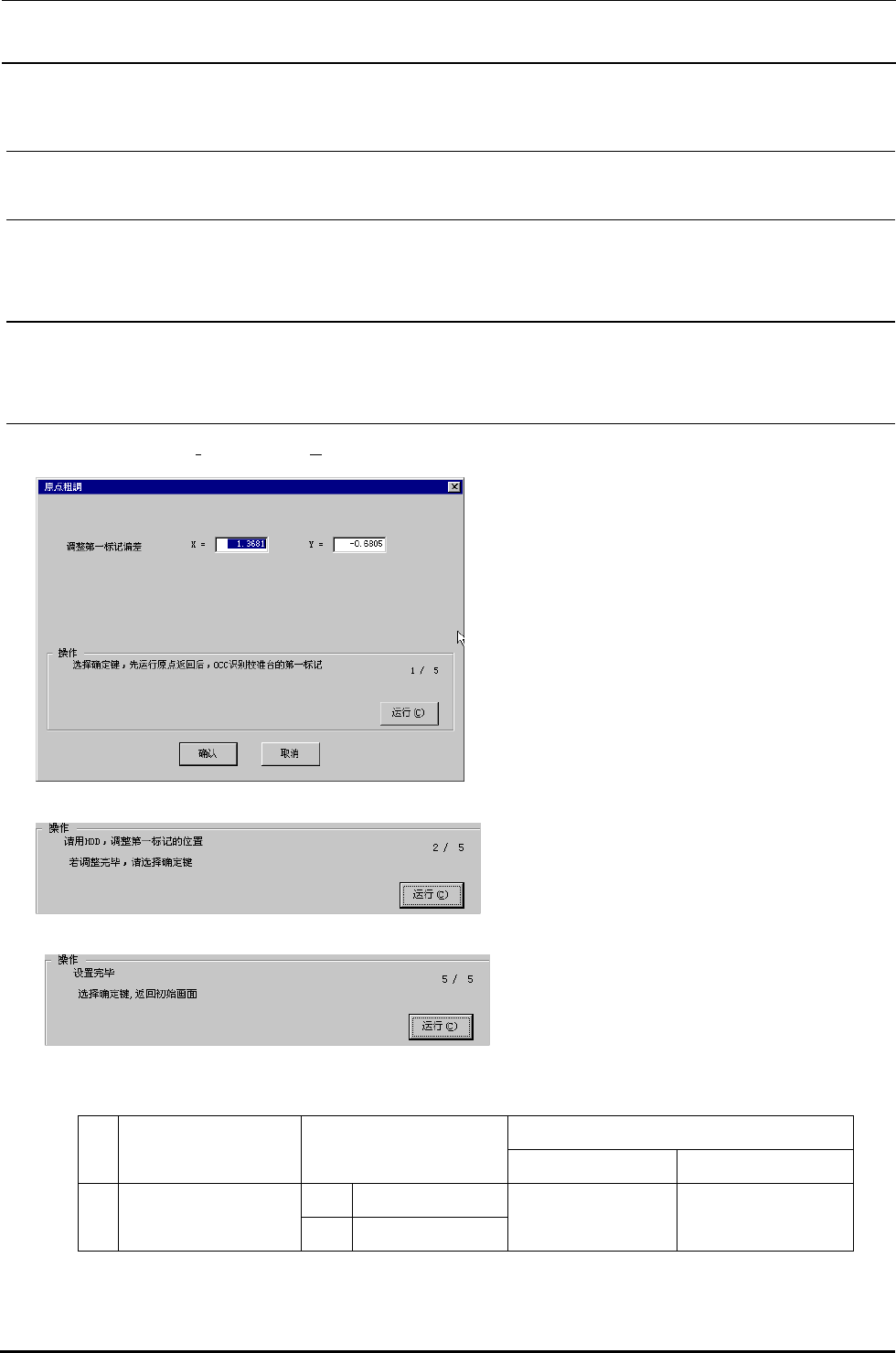
3-2.3. 操作
选择了[初期设定(I)][原点粗调(R)...]之后,写列的原点粗调画面显示出来。
<1/5画面>
准备好之后,选择确认。
选择了确认,原点复位后、OCC识别移
动到CAL部第1标记的标记。显示与设计
值的偏差显示出来。
识别标记时,如果发生异常,清除偏差
显示
<2/5画面>
看OCC的监视器,请用演示,把第1标
记调整到视野的中心。(没有变更也请进
行一次演示。)
<5/5画面>
设定结束。
确认了选择之后,返回到初期操作画面。
选择确认 OK 之后,确认通知显示,进行通常(有 CAL 部第 1 标记识别)的原点复位。
MSP 值时
不良
No 项目 MSP
许
允位置
异常点 调整(检查项目)
X -2.0~4.0 ㎜ 1 第 1 标记偏差
Y -1.0~5.0 ㎜
原点复位不动作
Rev.2.00
MS 参数
3-3
3-3. XY修正系数
3-3.1. 功能
出货前,在工程用激光测长器输入了实际移动距离和比较了电磁标尺的输出值计算值。因此,本项目
只有在 JUKI 有指示时实行变更。
3-3.2. 使用夹具
激光测长器
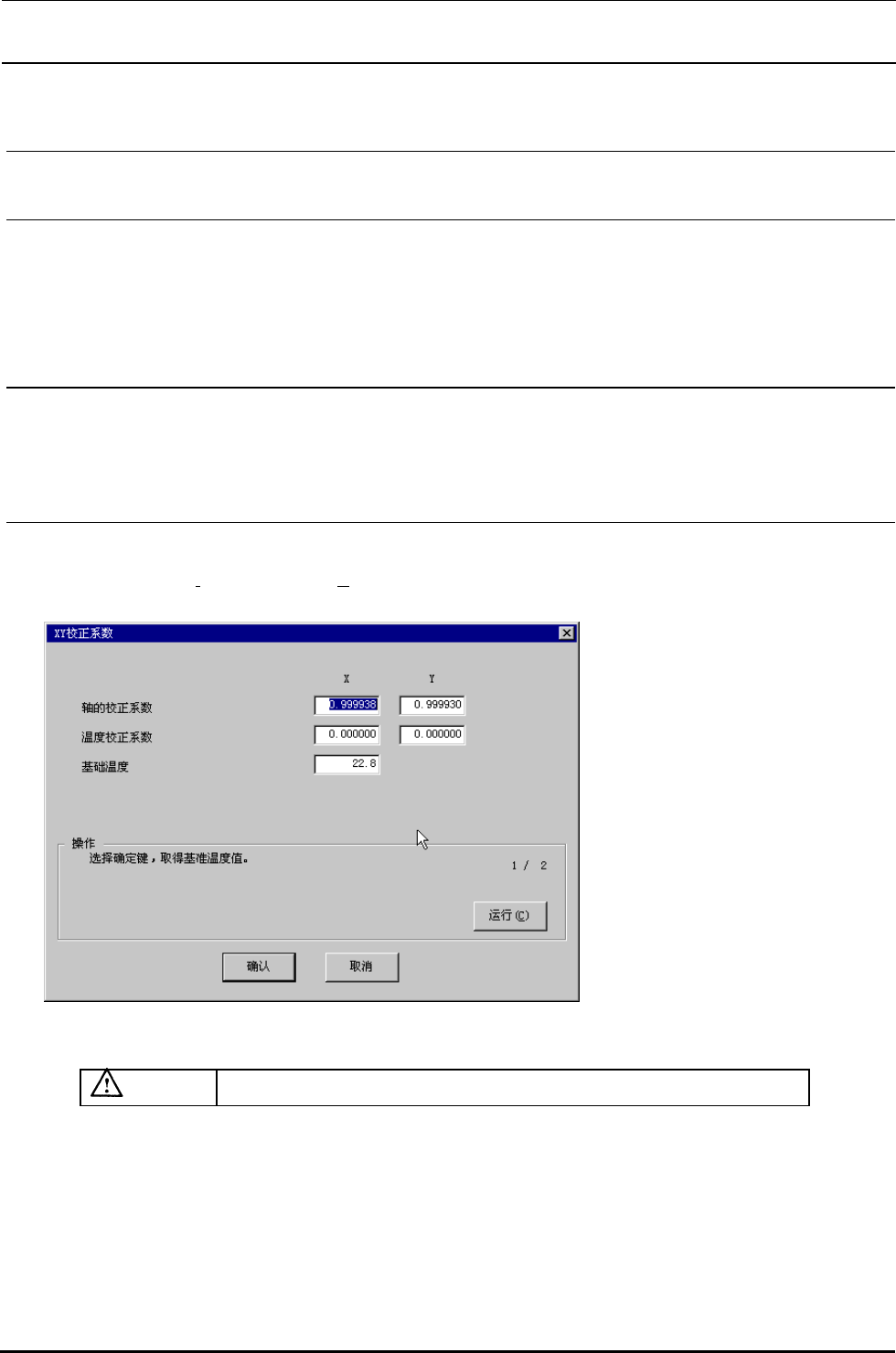
3-3.3. 操作
选择了[初期设定(I
)][XY 修正系数(X)...]之后,下列 XY 校正系数画面被显示。
注意 测定仅在工厂进行。万一,轴校正系数不明时,请输入 1.000000。