KE-2050_MS参数 - 第52页
Rev.2.00 MS 参数 4-19 4-4. 贴装头偏差 4-4.1. 贴装头偏差 4-4-1-1. 功能 测定各贴装头的组装角度和 OCC 的组装位置 。 4-4-1-2. 使用夹具 ・E3622721000:Cal 螺丝 A(KE2050 用 ) ・E5190729000:Cal 螺丝 V(KE2060 用 ) ・508 吸嘴 ※ 贴装头偏差哪种夹具均可以使用。 4-4-1-3. 操作 选择了 [ 偏差设定 (O )][Head…
Rev.2.00
MS 参数
4-18
<操作・4/4>
设定完毕。
选择了确认之后,返回到初期设定画面。
4-3-4.MSP許容値
MSP值异常时 No 项目 MSP允许值
异常点 检查(更换)项目
X ±0.025mm 1 组装精度
Y ±0.025mm
CAL部的第1、2标记附近的
表面状态(伤痕、脏污等)。
2 组装角度 A ±0.1°
对在贴装头偏差等CAL螺丝
CAL块上自动贴装取得的MAP
值产生坏影响。
CAL块的组装精度
Rev.2.00
MS 参数
4-19
4-4. 贴装头偏差
4-4.1. 贴装头偏差
4-4-1-1.功能
测定各贴装头的组装角度和 OCC 的组装位置。
4-4-1-2.
使用夹具
・E3622721000:Cal 螺丝 A(KE2050 用) ・E5190729000:Cal 螺丝 V(KE2060 用) ・508 吸嘴
※贴装头偏差哪种夹具均可以使用。
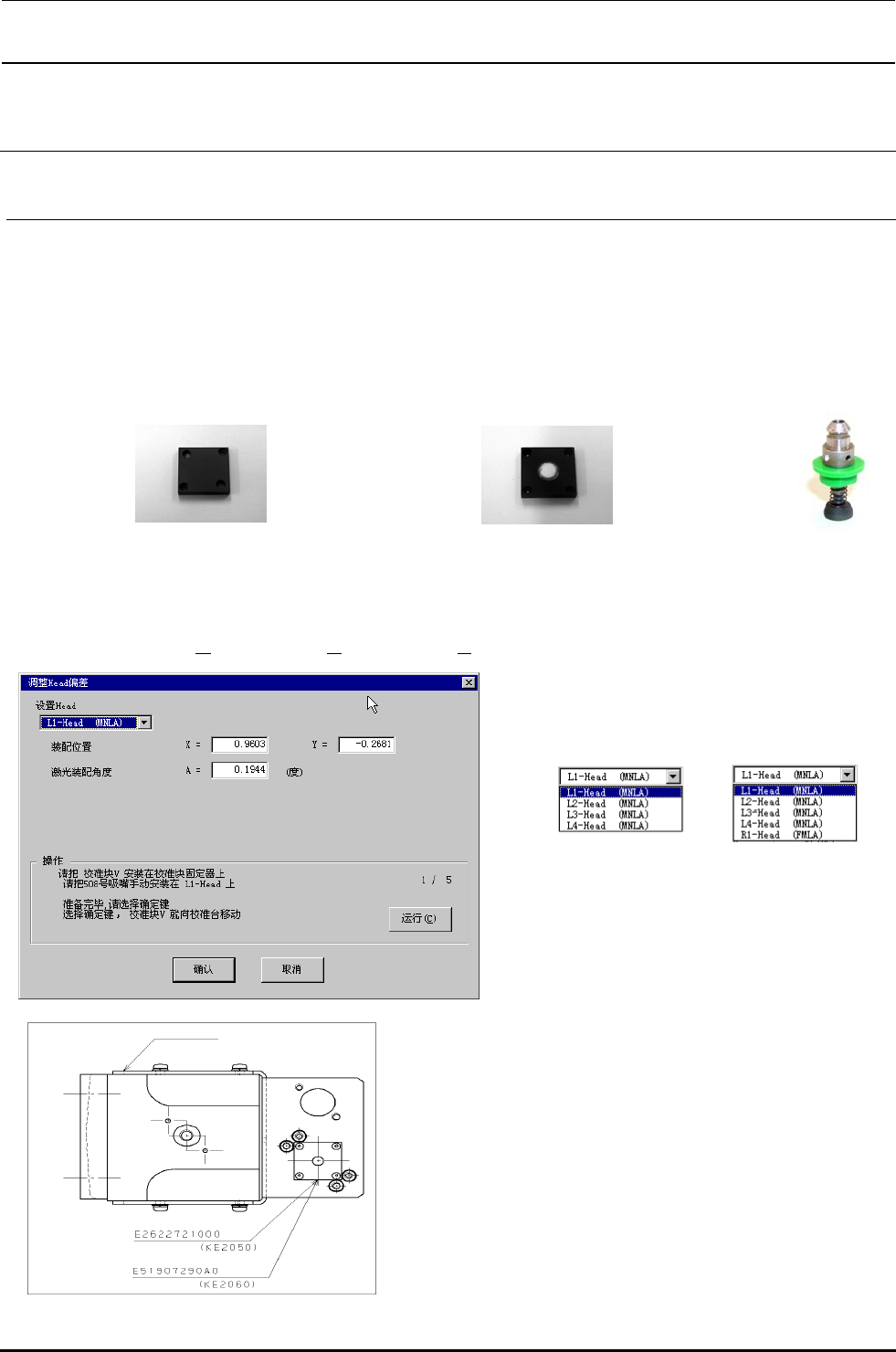
4-4-1-3.操作
选择了[偏差设定(O
)][Head 偏差(H)][Head 偏差(E)...]之后,显示出下面的贴装头偏差设定画面。
<操作・1/5>
按 Alt +↓键,显示出下列一览。
请选择设定对象贴装头。
不影响机器设置的“使用装置”的设定。没
有检查(设定为不使用)装值也可以选择。
请把 CAL 螺丝设置四到 CAL 螺丝上。把 508 号吸嘴
设置到设定贴装头上。
准备完毕,请选择确认。选择了确认之后,根据设定
贴装头,把 CAL 螺丝从 CAL 螺丝张力移动到 CAL 块。
CAL块
CAL螺丝A
CAL螺丝V
(KE-2050)
(KE-2050R)
(KE-2055R)
(KE-2060)
(KE-2060R)
Rev.2.00
MS 参数
4-20
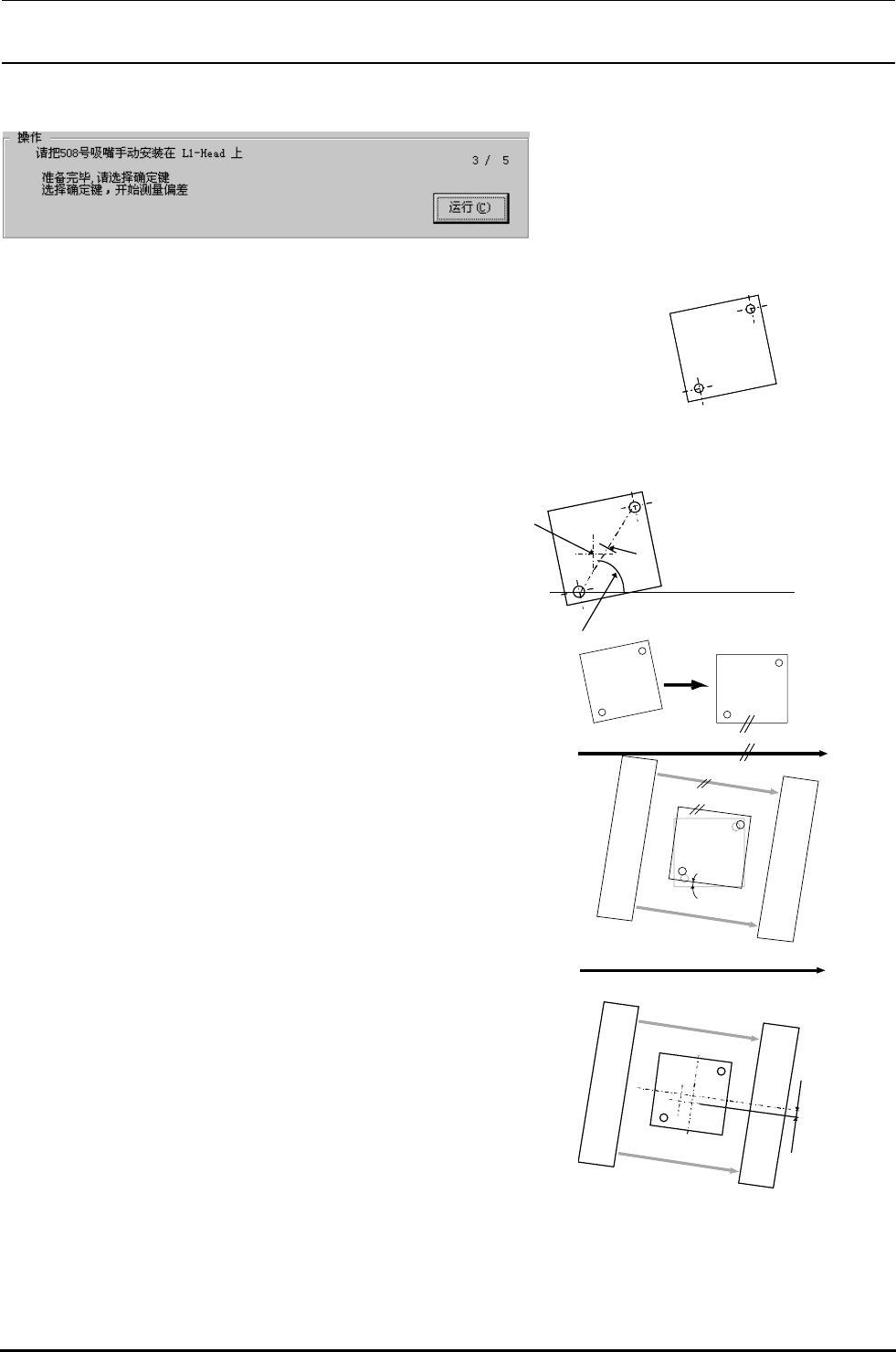
<操作・3/5>
把 508 号吸嘴设置到设定贴装头上。
准备完毕,请选择确认。
选择了确认之后,侧定偏差。
・测定内容
①把贴装头角度设定到 0 度。
②打开 CAL 块的真空开关,吸附螺丝。
③用 OCC 识别 CAL 螺丝的位置,计算出中心位置和倾斜。
此时,不能识别 CAL 螺丝的 2 个孔时,即为异常。成为异常后,
确认螺丝的位置。
④ 计算③侧定的 2 点的中心位置,让贴装头动
作,吸附 Cal 螺丝,贴装头的中心就是其位置。
此时,极选连接第 1 标记和第 2 标记的线和与
X 轴的角度。
⑤转动 Cal 螺丝,让④计算的角度为 45 度。
此结果 Cal 螺丝的边与 X 轴平行。
⑥ 把 Cal 螺丝定心。定心后,Cal 螺丝边与激光传感器平行。
从⑤的状态(Ca 螺丝的边与 X 轴平行)到定心后的状态构成
激光传感器的组装角度。
⑦ 把吸最旋转中心位置偏斜和元件中心位置作为 Y 方向的
偏差值来计算。然后,把 Cal 螺丝旋转 90 度,计算出 X 方
向的偏差值。
⑧ 为了确认贴装置位置,用 OCC 识别螺丝的位置。
⑨ 把螺丝返回到 Cal 部。
⑩ 把贴装头以 45 度为单位转动到 315 度,重复各角度有关
的①~⑨的动作。
( X2, Y2 )
( X1, Y1 )
X
軸
计算角度
ヤ
1
第 1 标记,第 2 标记的中心
X 轴
ヤ
( X2, Y2 )
( X1, Y1 )
实际的吸附位置
FMLA
传感器
A
激光
Y
Y 方向偏差
( X2, Y2 )
( X1, Y1 )