KE-2050_MS参数 - 第84页
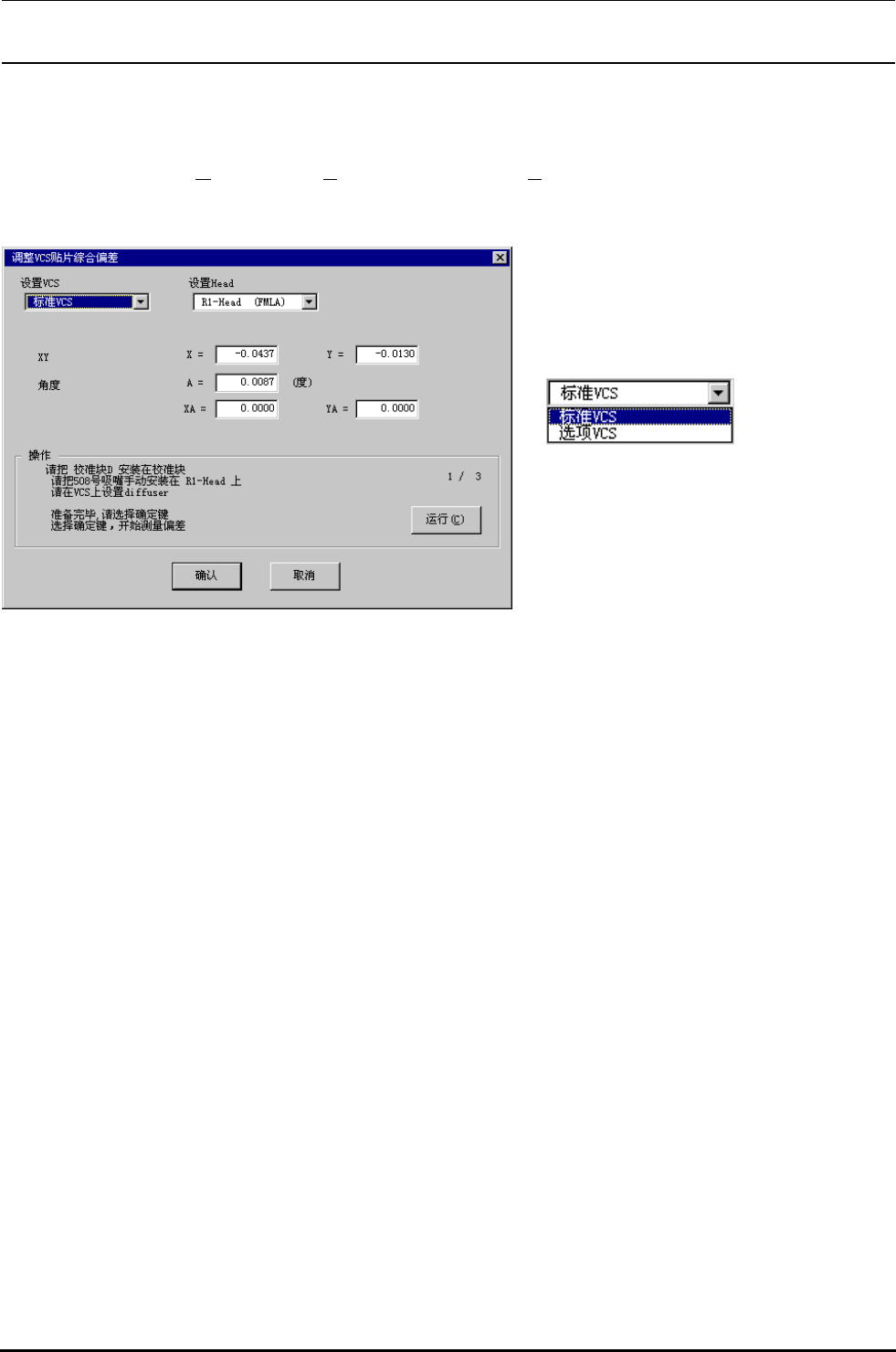
Rev.2.00 MS 参数 4-51 4-5-8-3. 操作 选择了 [ 偏差设定 (O )][VCS 偏差 (V )][VCS 贴装综合偏差 (P )...] 之后, 显示出下面的调整 VCS 贴片综合 偏差的画面 。 <操作・1/3> 在凸起画面上选择设定对象 VCS。 不影响机器设置的 “ 使用装置 ” 的设定 。 ( 没有检查 ( 不使用 ) 装置也可以选择 ) 按 Alt +↓ 键,显示出下面一览 。 把 CAL 安装到 C…
Rev.2.00
MS 参数
4-50
4-5.8. VCS贴装综合偏差
4-5-8-1.功能
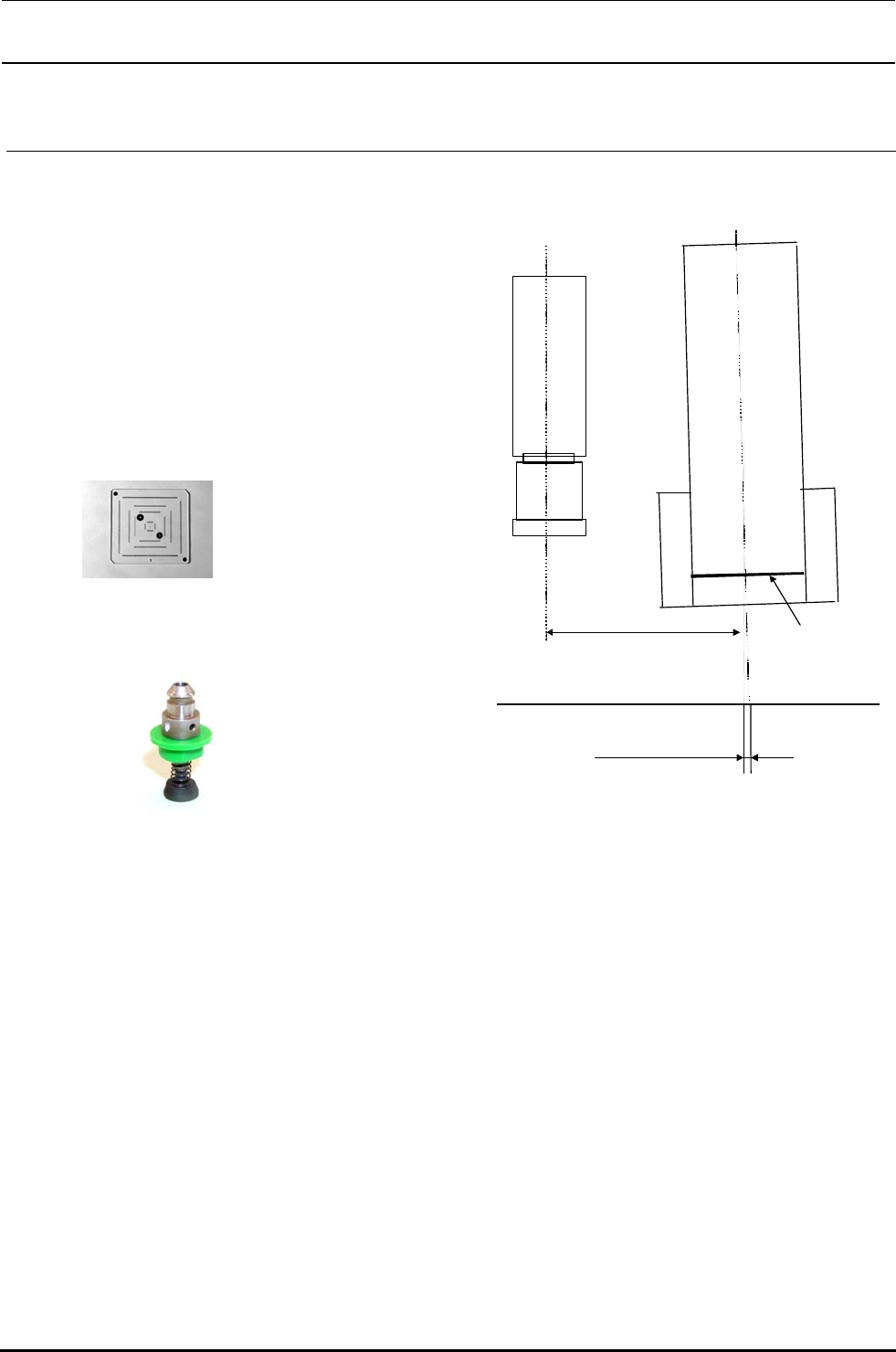
贴装头偏差是用激光传感器的高度取得贴装头的组
装位置,贴装头倾斜的化,向贴装位置移动时贴装头
的坐标位置就会偏斜。
为了修正这个偏斜,把玻璃夹具定心后,放到传送部
上,取得理论值的偏差。
4-5-8-2.使用夹具
・E2146998000:CAL 部件 D
・40001346:508 吸嘴
・
OCC
贴装头
激光
搭僘
组装角度
贴装头偏差
Rev.2.00
MS 参数
4-51
4-5-8-3.操作
选择了[偏差设定(O
)][VCS偏差(V)][VCS贴装综合偏差(P)...]之后,显示出下面的调整VCS贴片综合
偏差的画面。
<操作・1/3>
在凸起画面上选择设定对象 VCS。
不影响机器设置的“使用装置”的设定。
(没有检查(不使用)装置也可以选择)
按 Alt +↓键,显示出下面一览。
把 CAL 安装到 CAL 部件 D 上。
此时,请把粗糙面(F 文字可以正确地看见的粗糙面)朝下,夹具的 2 个孔 CAL 块的第 1 标记和第 2
标记调整到一致。此时,请把纸带等贴到 CAL 部(如果不贴的话,贴装头吸附 CAL 部件 D 时,CAL 块的
真空力就不能吸附)。
请把 508 号吸嘴安装到设定贴装头。
准备完毕,请选择确认。测定偏差。
(KE-2060)
(KE-2060R)
(KE-2055R)

Rev.2.00
MS 参数
4-52
・测定内容
①打开 CAL 块的真空,吸附部件。
②用 OCC 识别部件的位置,计算出中心和倾斜。
此时,如果部件的2孔不能识别时,就是异常。发生异常后,请确认部件的位置。
③用设定贴装头吸附部件,关闭 CAL 块的真空。
此时,修正用②计算的部件倾斜。
④ 把部件移动到设定 VCS 的识别位置。
⑤ 用设定 VCS,识别部件,计算对部件中心位置的偏差和倾斜。
⑥ 把部件贴装到 CAL 块中心,打开 CAL 块的真空,吸附部件。此时,修正用⑤计算的部件中心位置的
偏差和倾斜。
⑦用 OCC 识别部件的中心位置,计算部件的中心位置和倾斜。
⑧ 用⑦计算的部件的中心和 CAL 块的中心计算出新的贴装综合偏差的 XY。
⑨ 用⑦计算的部件的倾斜计算出新的综合偏差角度。
※⑦识别部件的贴装位置时,如果识别监视器的十字游标和标记的重心如果偏斜时,请再次反护进行
自动测定。
<操作・2/3>
从设定贴装头卸下吸嘴。
从 CAL 块卸下 CAL 部件 D。
准备完毕,请选择确认。
<操作・3/3>
设定完毕。
选择了确认之后,返回初期设定画面。
※设定后,在实际贴装中确认切装精度。
实际贴装结果,如果发生偏斜,利用 OCC 的演示功能测定,用键盘输入「VCS 贴装综合偏差」的 X、Y
偏差值输入栏里偏斜的尺寸。