IPC-TM-650 EN 2022 试验方法--.pdf - 第235页
Boards Copper Foil The Institute for Int erconnecting and Packaging E lectronic Circuits 2215 S anders Road • Northbrook, IL 60062-6135 Material in this T est M ethods Manual was vol untaril y establis hed by T echni cal…
IPC-TM-650
Number
Subject Date
Revision
Page 2 of 2
2.4.9.2
Bonding
Process
11/98
should
be
maintained
until
the
adhesive
layer
cools
to
100℃.
Allow
the
test
sample
to
cool
slightly
before
handling.
The
compliant
material
(if
one
is
used)
should
be
placed
between
the
thermode
and
flex
circuit
prior
to
bonding.
Boards
Copper Foil
The Institute for Interconnecting and Packaging Electronic Circuits
2215 Sanders Road • Northbrook, IL 60062-6135
Material in this Test Methods Manual was voluntarily established by Technical Committees of the IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by the IPC.
Page 1 of 3
IPC-TM-650
TEST
METHODS
MANUAL
1
.0
Scope
This
method
is
used
to
determine
the
solderability
of
copper
foil,
copper
clad
laminate,
and
printed
boards.
This
method
does
not
specifically
relate
to
the
solderability
of
the
inter¬
nal
plating
in
holes.
2
.0
Applicable
Documents
None
3
.0
Test
Specimen
Specimen
can
be
a
scrap
edge,
a
finished
product
or
a
specially
prepared
specimen
processed
with
a
group
of
production
boards,
as
mutually
determined
between
vendor
and
user.
A
representative
sample
of
copper
foil
that
is
25
mm
[1
in]
wide
and
of
sufficient
length
to
dip
approximately
50
mm
[2
in]
into
the
solder.
4
.0
Apparatus
4.1
Solder
Pot
An
electrically
heated
thermostatically
con¬
trolled
pot
of
sufficient
size
to
accommodate
the
specimen
containing
no
less
than
five
pounds
of
solder.
4.2
Dipping
Device
A
device
as
shown
in
Figure
1
shall
be
used.
A
similar
device
may
be
used
if:
1
.
the
rate
of
immersion,
dwell
time
and
rate
by
withdrawal
are
within
the
test
limits
described
in
the
procedures;
2.
the
board
and
solder
remain
perpendicular
within
five
degrees
and
3.
wobble,
vibration
and
other
extraneous
movements,
are
eliminated.
4.3
Flux
Nonactivated
rosin
flux
having
a
nominal
composi¬
tion
of
25%
by
weight
of
water
white
gum
rosin
in
a
solvent
of
isopropyl
alcohol
99%.
The
specific
gravity
of
the
flux
shall
be
0.843
±
0.005
at
25℃
(77°F),
and
free of
additional
activators.
4.4
10%
HCL
by
volume
5
.0
Procedure
5.1
Preparation
Number
2.4.12
Subject
Solderability,
Edge
Dip
Method
Date
Revision
6/91
A
Originating
Task
Group
N/A
vent
contamination
(by
grease,
perspirants,
etc.)
of
the
sur¬
face
to
be
tested.
5.1.2
Preclean
the
specimen
using
a
15
second
immersion
in
10%
HCL
(by
volume)
followed
by
water
rinsing.
The
HCL
shall
be
maintained
at
60
±
5
℃
[140
±
10°F].
Dry
the
speci¬
men
quickly
to
avoid
excess
oxidation
of
the
sample.
Use
of
an
air
blower
or
isopropyl
alcohol
to
expedite
the
drying
is
permitted.
5.1.3
Dip
the
specimen
into
the
described
flux
and
allow
to
drain
for
60
seconds
before
proceeding
with
the
solder
dip.
5.2
Test
5.2.1
Stir,
and
skim
the
surface
of
the
molten
solder
with
a
clean
stainless
steel
paddle
to
assure
that
the
solder
is
of
a
uniform
composition
and
a
temperature
of
245
±
5
℃
(473
±
9°F).
5.2.2
Immerse
the
specimen
edgewise
into
the
molten
sol¬
der.
The
insertion
and
withdrawal
rates
shall
be
1
±
0.025
inches
per
second,
with
a
dwell
time
of
4
seconds
±
0.5
sec¬
onds.
5.2.3
Upon
withdrawal,
the
solder
shall
be
allowed
to
solidify
by
air
cooling
while
the
specimen
is
in
the
vertical
position.
5.2.4
Thoroughly
remove
the
flux
and
examine.
5.3
Evaluation
5.3.1
Examine
specimen
for
a
new
uniform
adhering
coating
of
solder.
5.3.2
An
area
of
3.2mm
[0.125
in]
width,
approximately,
from
the
edge
of
the
specimen
shall
not
be
evaluated.
6
.0
Notes
6.1
As
an
aid
to
evaluation
of
the
test
results,
see
Figure
2.
This
aid
to
be
used
primarily
to
illustrate
types
of
defects
rather
than
percentage
of
area
covered.
6.2
No
quenching
or
other
means
of
accelerating
cooling
shall
be
used.
5.1.1
The
specimen
shall
be
checked
in
an
“as
received”
condition
from
the
vendor
and
care
must
be
exercised
to
pre¬
Note:
Note:
IPC-TM-650
IPC-D-330
Note:
Note:
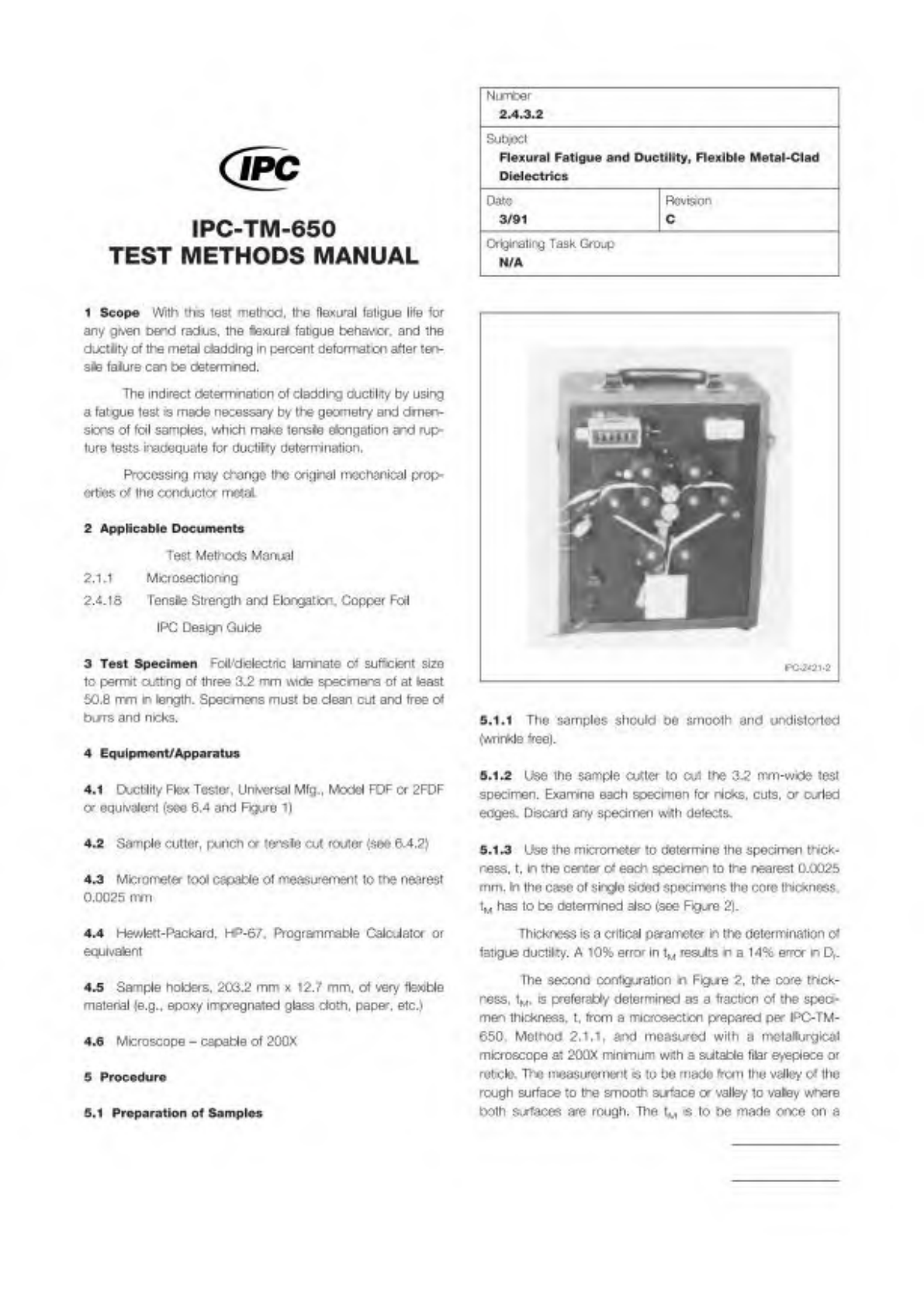
Figure 1 Fatigue Ductility Flex Tester
The Institute for Interconnecting and Packaging Electronic Circuits
2215 Sanders Road • Northbrook, IL 60062-6135
Material in this Test Methods Manual was voluntarily established by Technical Committees of the IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by the IPC.
Page 1 of 3
IPC-TM-650
TEST
METHODS
MANUAL
1
Scope
With
this
test
method,
the
flexural
fatigue
life
for
any
given
bend
radius,
the
flexural
fatigue
behavior,
and
the
ductility
of
the
metal
cladding
in
percent
deformation
after
ten¬
sile
failure
can
be
determined.
The
indirect
determination
of
cladding
ductility
by
using
a
fatigue
test
is
made
necessary
by
the
geometry
and
dimen¬
sions
of
foil
samples,
which
make
tensile
elongation
and
rup¬
ture
tests
inadequate
for
ductility
determination.
Processing
may
change
the
original
mechanical
prop¬
erties
of
the
conductor
metal.
2
Applicable
Documents
Test
Methods
Manual
2
.1
.1
Microsectioning
2
.4.18
Tensile
Strength
and
Elongation,
Copper
Foil
IPC
Design
Guide
3
Test
Specimen
Foil/dielectric
laminate
of
sufficient
size
to
permit
cutting
of
three
3.2
mm
wide
specimens
of
at
least
50.8
mm
in
length.
Specimens
must
be
clean
cut
and
free
of
burrs
and
nicks.
4
Equipment/Apparatus
4.1
Ductility
Flex
Tester,
Universal
Mfg.,
Model
FDF
or
2FDF
or
equivalent
(see
6.4
and
Figure
1)
4.2
Sample
cutter,
punch
or
tensile
cut
router
(see
6.4.2)
4.3
Micrometer
tool
capable
of
measurement
to
the
nearest
0.0025
mm
4.4
Hewlett-Packard,
HP-67,
Programmable
Calculator
or
equivalent
4.5
Sample
holders,
203.2
mm
x
12.7
mm,
of
very
flexible
material
(e.g.,
epoxy
impregnated
glass
cloth,
paper,
etc.)
4.6
Microscope
-
capable
of
200X
5
Procedure
5.1
Preparation
of
Samples
Number
2.4.3.2
Subject
Flexural
Fatigue
and
Ductility,
Flexible
Metal-Clad
Dielectrics
Originating
Task
Group
N/A
Date
Revision
3/91
C
I
PC-242
1-2
5.1.1
The
samples
should
be
smooth
and
undistorted
(wrinkle
free).
5.1.2
Use
the
sample
cutter
to
cut
the
3.2
mm-wide
test
specimen.
Examine
each
specimen
for
nicks,
cuts,
or
curled
edges.
Discard
any
specimen
with
defects.
5.1.3
Use
the
micrometer
to
determine
the
specimen
thick¬
ness,
t,
in
the
center
of
each
specimen
to
the
nearest
0.0025
mm.
In
the
case
of
single
sided
specimens
the
core
thickness,
tM
has
to
be
determined
also
(see
Figure
2).
Thickness
is
a
critical
parameter
in
the
determination
of
fatigue
ductility.
A
10%
error
in
tM
results
in
a
14%
error
in
Df.
The
second
configuration
in
Figure
2,
the
core
thick¬
ness,
tM,
is
preferably
determined
as
a
fraction
of
the
speci¬
men
thickness,
t,
from
a
microsection
prepared
per
IPC-TM-
650,
Method
2.1
.1
,
and
measured
with
a
metallurgical
microscope
at
200X
minimum
with
a
suitable
filar
eyepiece
or
reticle.
The
measurement
is
to
be
made
from
the
valley
of
the
rough
surface
to
the
smooth
surface
or
valley
to
valley
where
both
surfaces
are
rough.
The
tM
is
to
be
made
once
on
a