IPC-TM-650 EN 2022 试验方法--.pdf - 第238页
IPC-TM-650 Number Subject Date Revision Page 3 of 3 2.4.3.2 Flexural Fatigue and Ductility, Flexible Metal-Clad Dielectrics 3/91 C 5.3.2 Fatigue Test The number of cycles to failure is the flexural fatigue life in fully …
J-STD-004
Table 1 Solder Float Temperatures
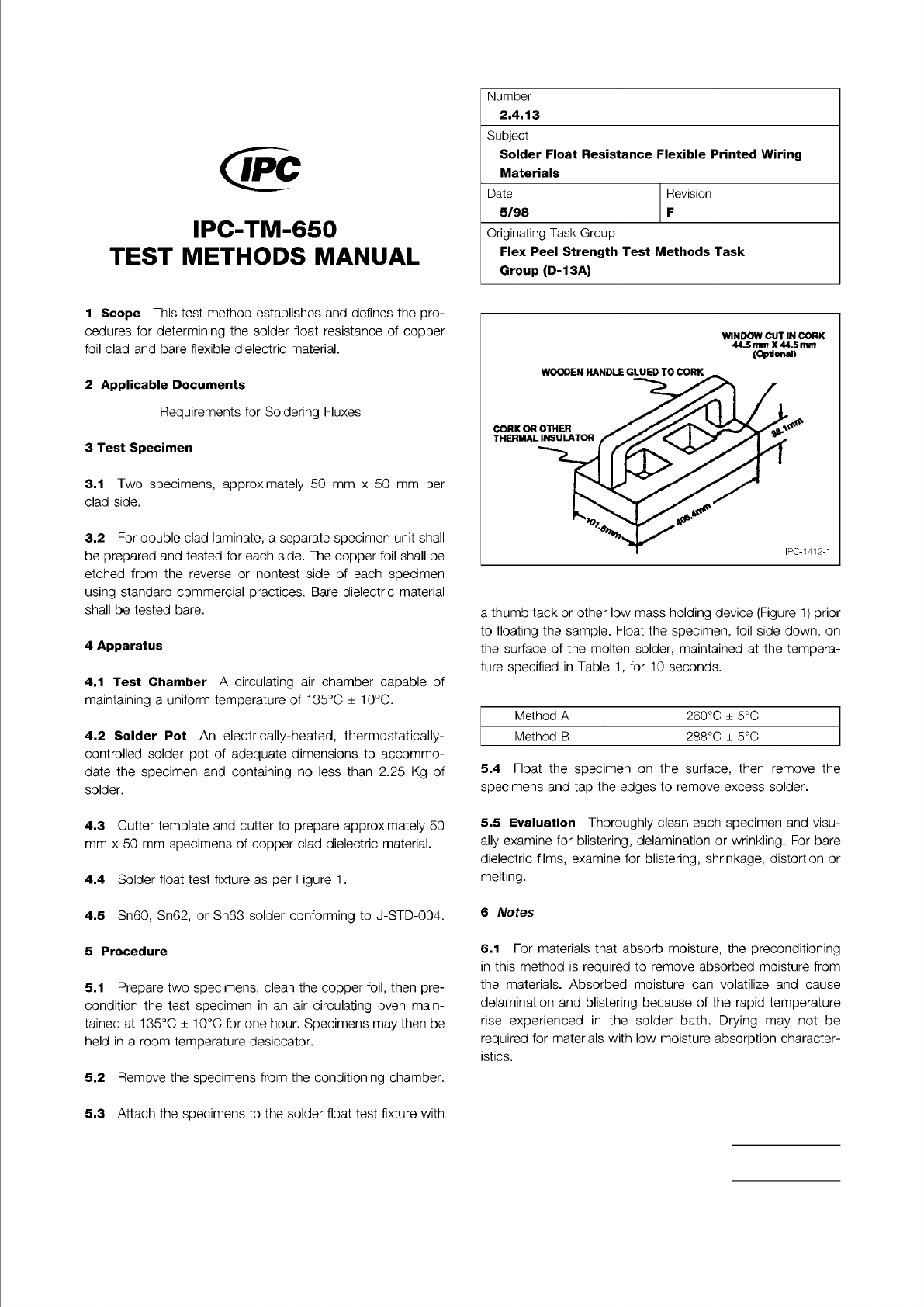
Figure 1 Solder float test fixture
The Institute for Interconnecting and Packaging Electronic Circuits
2215 Sanders Road • Northbrook, IL 60062-6135
Material in this Test Methods Manual was voluntarily established by Technical Committees of the IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by the IPC.
Page 1 of 1
IPC-TM-650
TEST
METHODS
MANUAL
1
Scope
This
test
method
establishes
and
defines
the
pro¬
cedures
for
determining
the
solder
float
resistance
of
copper
foil
clad
and
bare
flexible
dielectric
material.
2
Applicable
Documents
Requirements
for
Soldering
Fluxes
3
Test
Specimen
3.1
Two
specimens,
approximately
50
mm
x
50
mm
per
clad
side.
3.2
For
double
clad
laminate,
a
separate
specimen
unit
shall
be
prepared
and
tested
for
each
side.
The
copper
foil
shall
be
etched
from
the
reverse
or
nontest
side
of
each
specimen
using
standard
commercial
practices.
Bare
dielectric
material
shall
be
tested
bare.
4
Apparatus
4.1
Test
Chamber
A
circulating
air
chamber
capable
of
maintaining
a
uniform
temperature
of
135℃
±
10℃.
4.2
Solder
Pot
An
electrically-heated,
thermostatically-
controlled
solder
pot
of
adequate
dimensions
to
accommo¬
date
the
specimen
and
containing
no
less
than
2.25
Kg
of
solder.
4.3
Cutter
template
and
cutter
to
prepare
approximately
50
mm
x
50
mm
specimens
of
copper
clad
dielectric
material.
4.4
Solder
float
test
fixture
as
per
Figure
1
.
4.5
Sn60, Sn62,
or
Sn63
solder
conforming
to
J
-STD-004.
5
Procedure
5.1
Prepare
two
specimens,
clean
the
copper
foil,
then
pre¬
condition
the
test
specimen
in
an
air
circulating
oven
main¬
tained
at
135℃
±
10℃
for
one
hour.
Specimens
may
then
be
held
in
a
room
temperature
desiccator.
5.2
Remove
the
specimens
from
the
conditioning
chamber.
5.3
Attach
the
specimens
to
the
solder
float
test
fixture
with
Number
2.4.13
Subject
Solder
Float
Resistance
Flexible
Printed
Wiring
Materials
Date
Revision
5/98
F
Originating
Task
Group
Flex
Peel
Strength
Test
Methods
Task
Group
(D-13A)
a
thumb
tack
or
other
low
mass
holding
device
(Figure
1)
prior
to
floating
the
sample.
Float
the
specimen,
foil
side
down,
on
the
surface
of
the
molten
solder,
maintained
at
the
tempera¬
ture
specified
in
Table
1
,
for
1
0
seconds.
Method
A
260℃
土
5
℃
Method
B
288℃
±
5
℃
5.4
Float
the
specimen
on
the
surface,
then
remove
the
specimens
and
tap
the
edges
to
remove
excess
solder.
5.5
Evaluation
Thoroughly
clean
each
specimen
and
visu¬
ally
examine
for
blistering,
delamination
or
wrinkling.
For
bare
dielectric
films,
examine
for
blistering,
shrinkage,
distortion
or
melting.
6
Notes
6.1
For
materials
that
absorb
moisture,
the
preconditioning
in
this
method
is
required
to
remove
absorbed
moisture
from
the
materials.
Absorbed
moisture
can
volatilize
and
cause
delamination
and
blistering
because
of
the
rapid
temperature
rise
experienced
in
the
solder
bath.
Drying
may
not
be
required
for
materials
with
low
moisture
absorption
character¬
istics.
IPC-TM-650
Number
Subject Date
Revision
Page 3 of 3
2.4.3.2
Flexural
Fatigue
and
Ductility,
Flexible
Metal-Clad
Dielectrics
3/91
C
5.3.2
Fatigue
Test
The
number
of
cycles
to
failure
is
the
flexural
fatigue
life
in
fully
reversed
bending
for
the
bend
radius
corresponding
to
the
radius
(1/2
diameter)
of
the
test
mandrel
used.
An
average
flexural
life
from
at
least
three
specimens
should
be
reported.
5.3.3
Fatigue
Behavior
The
fatigue
behavior
of
a
sample
can
be
obtained
by
determining
the
flexural
fatigue
life
with
a
number
of
different
diameter
mandrels.
Plotting
the
results
in
a
strain
range
versus
fatigue
life
Manon-Coffin
plot
log
Ae
=
[2tM/(2tp
+
t)]
versus
log
N
allows
intrapolation
and
extrapola¬
tion
to
other
bend
radii
or
fatigue
lives.
6
Notes
For
further
technical
details,
reference
the
material
given
in
6.1
through
6.3.
6
J
IPC-TP-204
Engelmaier,
W.,
A
New
Ductility
and
Flex¬
ural
Fatigue
Test
Method
for
Copper
Foil
Flexible
Printed
Wiring,
April,
1978
6.2
Engelmaier,
W.,
Fatigue
Ductility
for
Foils
and
Flexible
Printed
Wiring,
Program
No.
1883D
HP-67/97
User's
Library,
Hewlett
Packard
Co.,
Corvallis,
Oregon,
1978.
6.3
Engelmaier,
W.,
Fatigue
Ductility
Flex
Tester,
Drawing
L5201
63,
Bell
Telephone
Laboratories,
Inc.,
Whippany,
New
Jersey,
1978.
6.4
Test
Equipment
Sources
The
equipment
sources
given
in
6.4.1
and
6.4.2
represent
those
currently
known
to
the
industry.
Users
of
this
test
method
are
urged
to
submit
additional
source
names
as
they
become
available,
so
this
list
can
be
kept
as
current
as
possible.
6.4.1
Fatigue
Ductility
Flex
Tester,
Universal
Mfg.
Co.,
Inc.,
(201)
374-9800,
1168
Grove
St.,
Irvington,
NJ
07111.
6.4.2
JDC
Precision
Sample
Cutter,
Model
J
DC
125-N
or
equivalent.
ASTM-D-790
IPC-TM-650
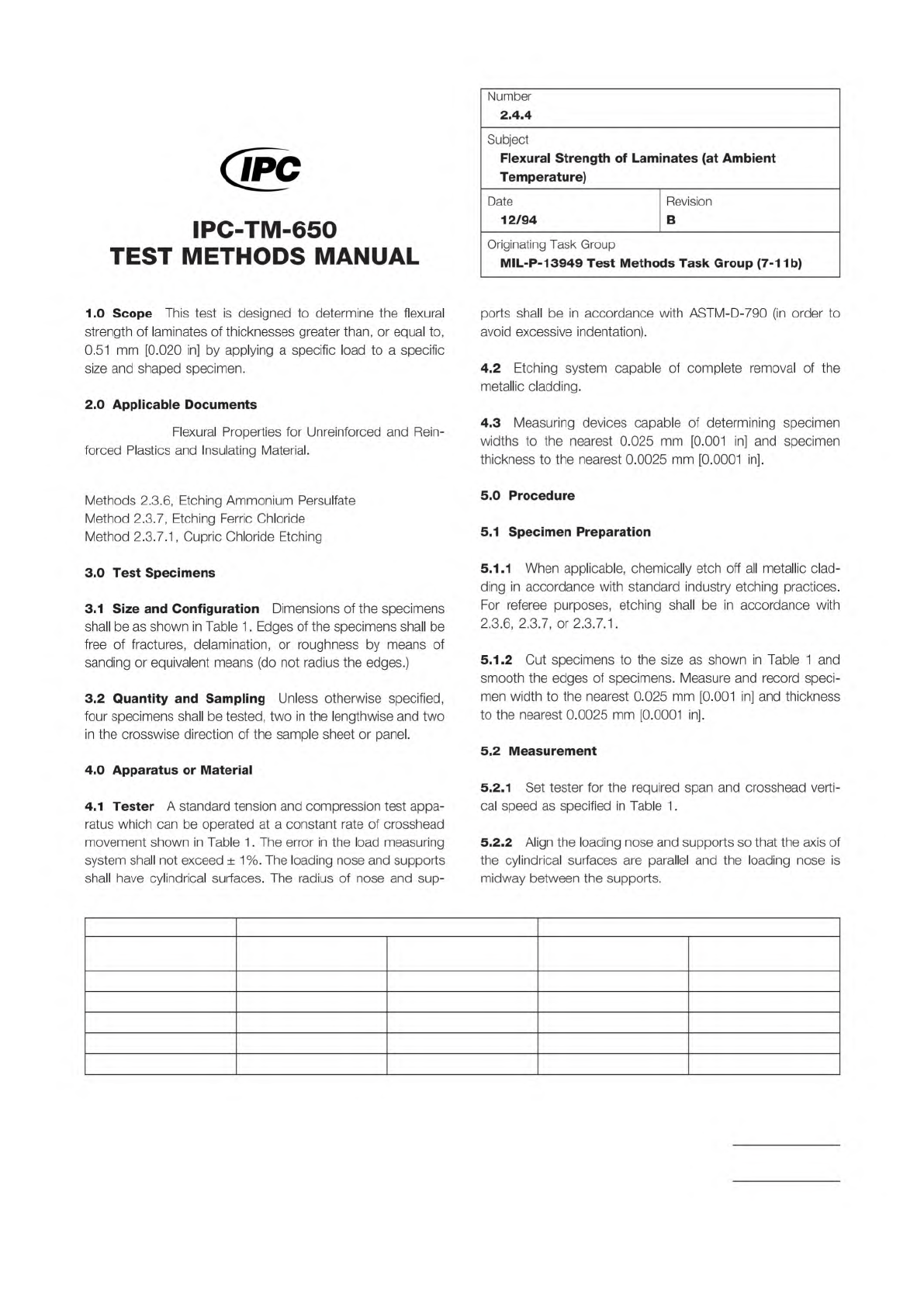
Table 1
Specimen Dimensions Test Parameters
Nominal thickness
1
mm [inches]
Width
2
mm [inches]
Length
3
mm [inches]
Span
mm [inches]
Speed of testing
mm [inches] per min.
0.79 [0.031] 25.4 [1.0] 63.5 [2.5] 15.9 [0.625] 0.51 [0.020]
1.57 [0.062] 25.4 [1.0] 76.2 [3.0] 25.4 [1.0] 0.76 [0.030]
2.36 [0.093] 25.4 [1.0] 88.9 [3.5] 38.1 [1.5] 1.02 [0.040]
3.18 [0.125] 25.4 [1.0] 101.6 [4.0] 50.8 [2.0] 1.27 [0.050]
6.35 [0.250] 12.7 [0.5] 152.4 [6.0] 101.6 [4.0] 2.03 [0.080]
1.) Nominal thicknesses other than those listed shall be prepared and tested in accordance with the next greater nominal thickness.
2.) Width as cut and smoothed to within 5% of nominal shown.
3.) Length as cut (not necessary to smooth) to within 10% of nominal shown.
The Institute for Interconnecting and Packaging Electronic Circuits
2215 Sanders Road • Northbrook, IL 60062-6135
Material in this Test Methods Manual was voluntarily established by Technical Committees of the IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by the IPC.
Page 1 of 2
2
.0
Applicable
Documents
1
.0
Scope
This
test
is
designed
to
determine
the
flexural
strength
of
laminates
of
thicknesses
greater
than,
or
equal
to,
0.51
mm
[0.020
in]
by
applying
a
specific
load
to
a
specific
size
and
shaped
specimen.
Flexural
Properties
for
Un
reinforced
and
Rein¬
forced
Plastics
and
Insulating
Material.
IPC-TM-650
TEST
METHODS
MANUAL
Methods
2.3.6,
Etching
Ammonium
Persulfate
Method
2.3.7,
Etching
Ferric
Chloride
Method
2.3.
7.1,
Cupric
Chloride
Etching
3
.0
Test
Specimens
3.1
Size
and
Configuration
Dimensions
of
the
specimens
shall
be
as
shown
in
Table
1
.
Edges
of
the
specimens
shall
be
free of
fractures,
delamination,
or
roughness
by
means
of
sanding
or
equivalent
means
(do
not
radius
the
edges.)
3.2
Quantity
and
Sampling
Unless
otherwise
specified,
four
specimens
shall
be
tested,
two
in
the
lengthwise
and
two
in
the
crosswise
direction
of
the
sample
sheet
or
panel.
4
.0
Apparatus
or
Material
4.1
Tester
A
standard
tension
and
compression
test
appa¬
ratus
which
can
be
operated
at
a
constant
rate
of
crosshead
movement
shown
in
Table
1.
The
error
in
the
load
measuring
system
shall
not
exceed
±
1
%.
The
loading
nose
and
supports
shall
have
cylindrical
surfaces.
The
radius
of
nose
and
sup¬
Number
2.4.4
Subject
Flexural
Strength
of
Laminates
(at
Ambient
Temperature)
Date
Revision
12/94
B
Originating
Task
Group
MIL-P-13949
Test
Methods
Task
Group
(7-1
1b)
ports
shall
be
in
accordance
with
ASTM-D-790
(in
order
to
avoid
excessive
indentation).
4.2
Etching
system
capable
of
complete
removal
of
the
metallic
cladding.
4.3
Measuring
devices
capable
of
determining
specimen
widths
to
the
nearest
0.025
mm
[0.001
in]
and
specimen
thickness
to
the
nearest
0.0025
mm
[0.0001
in].
5
.0
Procedure
5.1
Specimen
Preparation
5.1.1
When
applicable,
chemically
etch
off
all
metallic
clad¬
ding
in
accordance
with
standard
industry
etching
practices.
For
referee
purposes,
etching
shall
be
in
accordance
with
2.3.6,
2.3.7,
or
2.3.7.1.
5.1.2
Cut
specimens
to
the
size
as
shown
in
Table
1
and
smooth
the
edges
of
specimens.
Measure
and
record
speci¬
men
width
to
the
nearest
0.025
mm
[0.001
in]
and
thickness
to
the
nearest
0.0025
mm
[0.0001
in].
5.2
Measurement
5.2.1
Set
tester
for
the
required
span
and
crosshead
verti¬
cal
speed
as
specified
in
Table
1
.
5.2.2
Align
the
loading
nose
and
supports
so
that
the
axis
of
the
cylindrical
surfaces
are
parallel
and
the
loading
nose
is
midway
between
the
supports.