IPC-TM-650 EN 2022 试验方法--.pdf - 第259页
IPC-I-002102 Figure 2 Multiple Failure Modes Peel Distance Load High Peel Strength Failure Mode Low Peel Strength Failure Mode IPC-TM-650 Number Subject Date Revision Page 3 of 3 2.4.8.3 Peel Strength of Metallic Clad La…
/
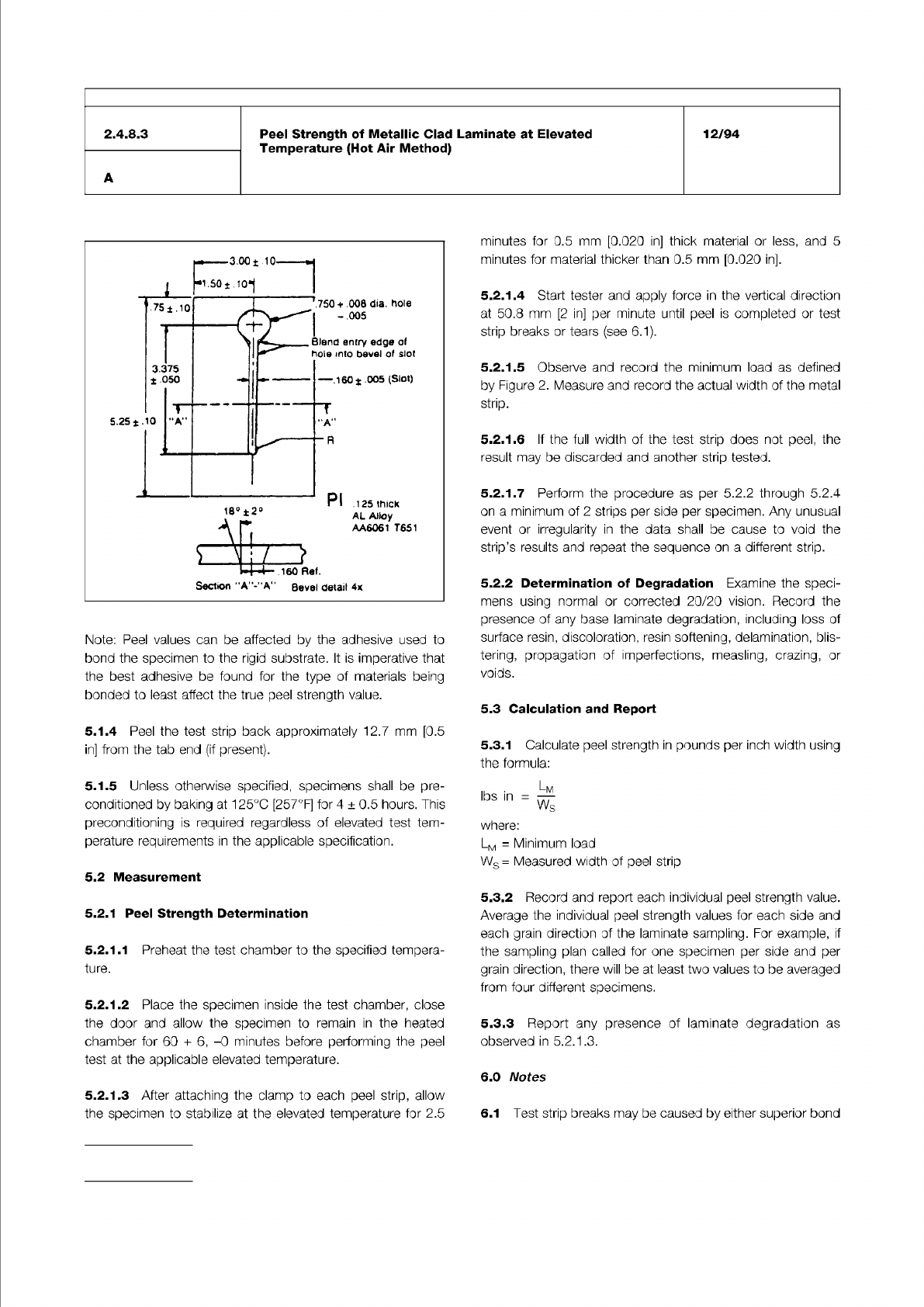
Figure 1
IPC-TM-650
Number
Subject Date
Revision
Page 2 of 3
2.4.8.3
Peel
Strength
of
Metallic
Clad
Laminate
at
Elevated
Temperature
(Hot
Air
Method)
12/94
A
Note:
Peel
values
can
be
affected
by
the
adhesive
used
to
bond
the
specimen
to
the
rigid
substrate.
It
is
imperative
that
the
best
adhesive
be
found
for
the
type
of
materials
being
bonded
to
least
affect
the
true
peel
strength
value.
5.1.4
Peel
the
test
strip
back
approximately
12.7
mm
[0.5
in]
from
the
tab
end
(if
present).
5.1.5
Unless
otherwise
specified,
specimens
shall
be
pre¬
conditioned
by
baking
at
125℃
[257°F]
for
4
±
0.5
hours.
This
preconditioning
is
required
regardless
of
elevated
test
tem¬
perature
requirements
in
the
applicable
specification.
5.2
Measurement
5.2.1
Peel
Strength
Determination
5.2.1.
1
Preheat
the
test
chamber
to
the
specified
tempera¬
ture.
5.2.1.
2
Place
the
specimen
inside
the
test
chamber,
close
the
door
and
allow
the
specimen
to
remain
in
the
heated
chamber
for
60
+
6,
-0
minutes
before
performing
the
peel
test
at
the
applicable
elevated
temperature.
5.2.1.
3
After
attaching
the
clamp
to
each
peel
strip,
allow
the
specimen
to
stabilize
at
the
elevated
temperature
for
2.5
minutes
for
0.5
mm
[0.020
in]
thick
material
or
less,
and
5
minutes
for
material
thicker
than
0.5
mm
[0.020
in].
5.2.1.
4
Start
tester
and
apply
force
in
the
vertical
direction
at
50.8
mm
[2
in]
per
minute
until
peel
is
completed
or
test
strip
breaks
or
tears
(see
6.1).
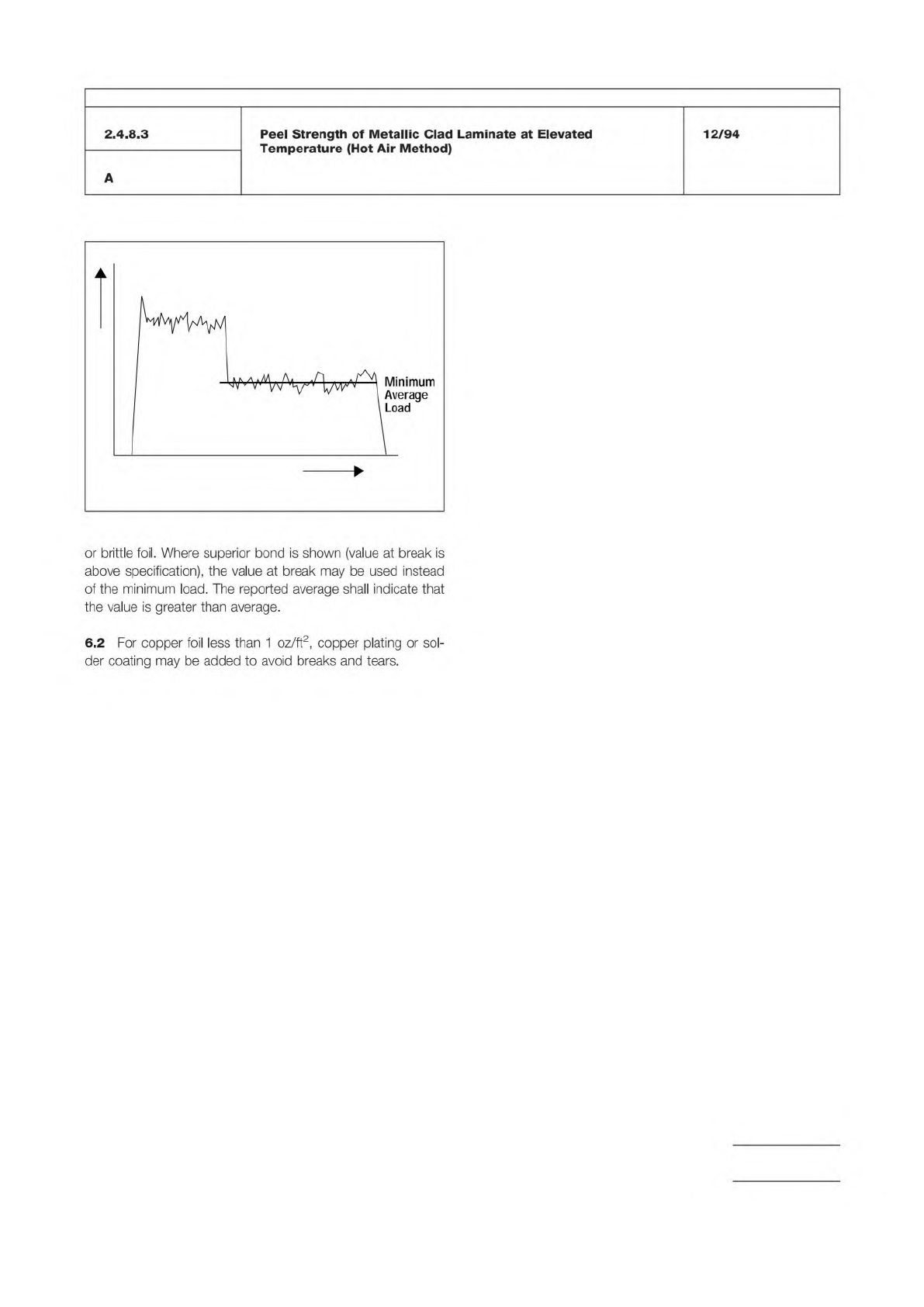
5.2.1.
5
Observe
and
record
the
minimum
load
as
defined
by
Figure
2.
Measure
and
record
the
actual
width
of
the
metal
strip.
5.2.1.
6
If
the
full
width
of
the
test
strip
does
not
peel,
the
result
may
be
discarded
and
another
strip
tested.
5.2.1.
7
Perform
the
procedure
as
per
5.2.2
through
5.2.4
on
a
minimum
of
2
strips
per
side
per
specimen.
Any
unusual
event
or
irregularity
in
the
data
shall
be
cause
to
void
the
strip's
results
and
repeat
the
sequence
on
a
different
strip.
5.2.2
Determination
of
Degradation
Examine
the
speci¬
mens
using
normal
or
corrected
20/20
vision.
Record
the
presence
of
any
base
laminate
degradation,
including
loss
of
surface
resin,
discoloration,
resin
softening,
delamination,
blis¬
tering,
propagation
of
imperfections,
measling,
crazing,
or
voids.
5.3
Calculation
and
Report
5.3.1
Calculate
peel
strength
in
pounds
per
inch
width
using
the
formula:
.
Lm
lbs
"
屈
where:
Lm
=
Minimum
load
Ws=
Measured
width
of
peel
strip
5.3.2
Record
and
report
each
individual
peel
strength
value.
Average
the
individual
peel
strength
values
for
each
side
and
each
grain
direction
of
the
laminate
sampling.
For
example,
if
the
sampling
plan
called
for
one
specimen
per
side
and
per
grain
direction,
there
will
be
at
least
two
values
to
be
averaged
from
four
different
specimens.
5.3.3
Report
any
presence
of
laminate
degradation
as
observed
in
5.2.1
.3.
6.0
Notes
6.1
Test
strip
breaks
may
be
caused
by
either
superior
bond
IPC-I-002102
Figure 2 Multiple Failure Modes
Peel Distance
Load
High Peel Strength
Failure Mode
Low Peel Strength
Failure Mode
IPC-TM-650
Number
Subject Date
Revision
Page 3 of 3
2.4.8.3
Peel
Strength
of
Metallic
Clad
Laminate
at
Elevated
Temperature
(Hot
Air
Method)
12/94
A
I
v
v"
yv
i
v
I
iviiiiiiiiuiii
v
"
\
Average
\
Load
The Institute for Interconnecting and Packaging Electronic Circuits
2215 Sanders Road • Northbrook, IL 60062-6135
Material in this Test Methods Manual was voluntarily established by Technical Committees of the IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by the IPC.
Page 1 of 1
Number
IPC-TM-650
TEST
METHODS
MANUAL
1
.0
Scope
To
determine
the
release
strength
of
the
carrier
of
thin
copper
foil
in
pounds
per
inch
of
width
at
ambient
tem¬
perature.
2
.0
Applicable
Documents
None
3
.0
Test
Specimen
Laminated
copper
foil
with
carrier.
4
.0
Apparatus
4.1
Force
gauge
or
testing
machine
capable
of
a
rate
of
50.8
土
2.5
mm
[2
±
0.1
in]
per
minute.
5
.0
Procedure
5.1
Preparation
for
Tests
at
Ambient
Temperature
5.1.1
Specimens
for
this
test
must
be
free
from
such
defects
as
delamination,
surface
wrinkles,
surface
measling,
surface
blisters,
and
cracks.
5.1.2
Prepare
75
mm
[3.0
in]
wide
peel
strength
specimen
a
minimum
of
75
mm
[3.0
in]
long.
2.4.8.4
Subject
Carrier
Release,
Thin
Copper
Date
1/90
Revision
Originating
Task
Group
N/A
5.1.3
Peel
back
the
carrier
on
the
25
mm
[1
.0
in]
strip
approximately
25
mm
[1.0
in]
so
that
the
line
of
peel
is
per¬
pendicular
to
the
edge
of
the
specimen.
5.2
Test
Procedure
5.2.1
Clamp
each
specimen
on
a
horizontal
surface
with
the
peeled
metal
strip
projecting
upward
for
25
mm
[1
.0
in].
5.2.2
Grip
the
end
of
the
strip
between
jaws
of
the
clamp.
5.2.3
The
jaws
must
cover
the
full
width
of
the
metal
strip
and
must
be
parallel
to
the
line
of
peel.
5.2.4
Exert
the
force
in
a
vertical
plane.
The
metal
foil
must
be
pulled
at
a
rate
of
50
mm
[2.0
in]
per
minute.
5.3
Evaluation
The
minimum
load
shall
be
observed
and
converted
to
kg
per
mm
or
pounds
per
inch
of
width.
If
the
full
width
of
the
strip
does
not
peel,
the
results
shall
be
discarded
and
another
specimen
tested.
6
.0
Notes
None
5.1.2.1
Score
completely
through
the
carrier
a
25
mm
[1
.0
in]
wide
strip.