IPC-TM-650 EN 2022 试验方法--.pdf - 第273页
J-STD-004 T ab le 1 Solder Float T emperatures Figure 1 So lder float test fixture The Institute for Int erconnecting and Packaging E lectronic Circuits 2215 S anders Road • Northbrook, IL 60062-6135 Material in this T est…
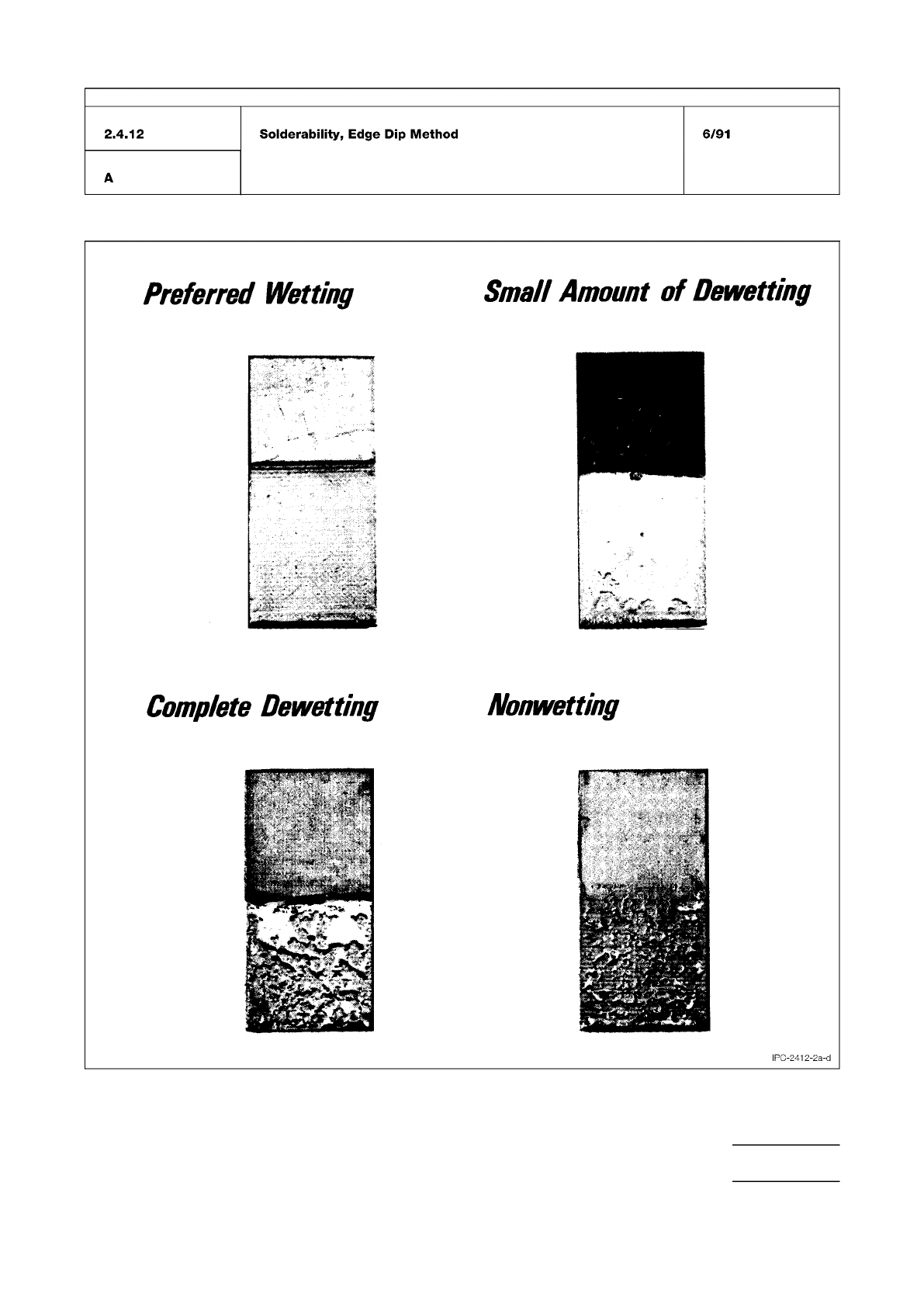
Figure 2 Aid to Evaluation
IPC-TM-650
Number
Subject Date
Revision
Page 3 of 3
Solderability,
Edge
Dip
Method
2.4.12
6/91
J-STD-004
Table 1 Solder Float Temperatures
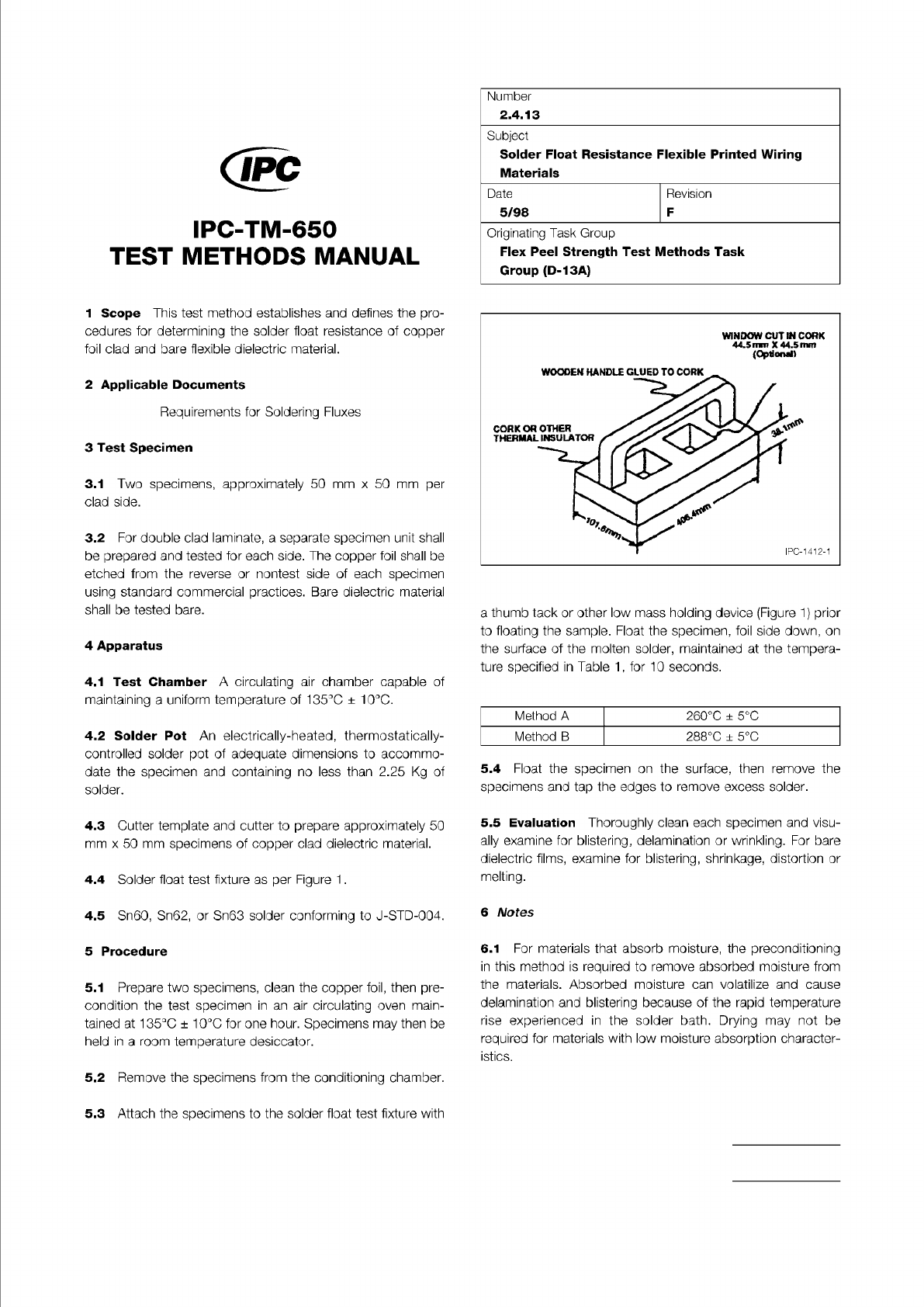
Figure 1 Solder float test fixture
The Institute for Interconnecting and Packaging Electronic Circuits
2215 Sanders Road • Northbrook, IL 60062-6135
Material in this Test Methods Manual was voluntarily established by Technical Committees of the IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by the IPC.
Page 1 of 1
IPC-TM-650
TEST
METHODS
MANUAL
1
Scope
This
test
method
establishes
and
defines
the
pro¬
cedures
for
determining
the
solder
float
resistance
of
copper
foil
clad
and
bare
flexible
dielectric
material.
2
Applicable
Documents
Requirements
for
Soldering
Fluxes
3
Test
Specimen
3.1
Two
specimens,
approximately
50
mm
x
50
mm
per
clad
side.
3.2
For
double
clad
laminate,
a
separate
specimen
unit
shall
be
prepared
and
tested
for
each
side.
The
copper
foil
shall
be
etched
from
the
reverse
or
nontest
side
of
each
specimen
using
standard
commercial
practices.
Bare
dielectric
material
shall
be
tested
bare.
4
Apparatus
4.1
Test
Chamber
A
circulating
air
chamber
capable
of
maintaining
a
uniform
temperature
of
135℃
±
10℃.
4.2
Solder
Pot
An
electrically-heated,
thermostatically-
controlled
solder
pot
of
adequate
dimensions
to
accommo¬
date
the
specimen
and
containing
no
less
than
2.25
Kg
of
solder.
4.3
Cutter
template
and
cutter
to
prepare
approximately
50
mm
x
50
mm
specimens
of
copper
clad
dielectric
material.
4.4
Solder
float
test
fixture
as
per
Figure
1
.
4.5
Sn60, Sn62,
or
Sn63
solder
conforming
to
J
-STD-004.
5
Procedure
5.1
Prepare
two
specimens,
clean
the
copper
foil,
then
pre¬
condition
the
test
specimen
in
an
air
circulating
oven
main¬
tained
at
135℃
±
10℃
for
one
hour.
Specimens
may
then
be
held
in
a
room
temperature
desiccator.
5.2
Remove
the
specimens
from
the
conditioning
chamber.
5.3
Attach
the
specimens
to
the
solder
float
test
fixture
with
Number
2.4.13
Subject
Solder
Float
Resistance
Flexible
Printed
Wiring
Materials
Date
Revision
5/98
F
Originating
Task
Group
Flex
Peel
Strength
Test
Methods
Task
Group
(D-13A)
a
thumb
tack
or
other
low
mass
holding
device
(Figure
1)
prior
to
floating
the
sample.
Float
the
specimen,
foil
side
down,
on
the
surface
of
the
molten
solder,
maintained
at
the
tempera¬
ture
specified
in
Table
1
,
for
1
0
seconds.
Method
A
260℃
土
5
℃
Method
B
288℃
±
5
℃
5.4
Float
the
specimen
on
the
surface,
then
remove
the
specimens
and
tap
the
edges
to
remove
excess
solder.
5.5
Evaluation
Thoroughly
clean
each
specimen
and
visu¬
ally
examine
for
blistering,
delamination
or
wrinkling.
For
bare
dielectric
films,
examine
for
blistering,
shrinkage,
distortion
or
melting.
6
Notes
6.1
For
materials
that
absorb
moisture,
the
preconditioning
in
this
method
is
required
to
remove
absorbed
moisture
from
the
materials.
Absorbed
moisture
can
volatilize
and
cause
delamination
and
blistering
because
of
the
rapid
temperature
rise
experienced
in
the
solder
bath.
Drying
may
not
be
required
for
materials
with
low
moisture
absorption
character¬
istics.
IPC-TM-650 Test Methods Manual
MIL-F-14256
The Institute for Interconnecting and Packaging Electronic Circuits
2215 Sanders Road • Northbrook, IL 60062-6135
Material in this Test Methods Manual was voluntarily established by Technical Committees of the IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by the IPC.
Page 1 of 2
IPC-TM-650
TEST
METHODS
MANUAL
1
.0
Scope
This
test
method
is
designed
to
determine
the
thermal
integrity
of
unclad
or
metallic
clad
laminates
using
short-term
solder
exposure.
2
.0
Applicable
Documents
Method
2.1
.1
,
Microsectioning
Flux,
Soldering,
Liquid
(Rosin
Base)
3
.0
Test
Specimens
3.1
Size
and
Configuration
Unless
otherwise
specified,
specimens
shall
be
50.8
mm
x
50.8
mm
±
0.75
mm
[2.00
x
2.00
in
±
0.30
in]
by
the
thickness
of
the
laminate.
Metallic
clad
laminate
shall
include
specimens
which
are
completely
clad
and
fully
etched.
3.2
Quantity
and
Sampling
Unless
otherwise
specified,
for
each
clad
side
and
for
each
test
condition,
three
speci¬
mens
shall
be
used
for
qualification
testing
and
two
speci¬
mens
for
lot
acceptance
testing.
Specimens
may
be
cut
from
anywhere
in
the
sheet
of
material
except
no
specimen
shall
be
taken
closer
than
25.4
mm
[1
.0
in]
from
any
edge
as
lami¬
nated.
4
.0
Apparatus
or
Material
4.1
Oven
Air
circulating
oven
capable
of
maintaining
a
tem¬
perature
of
125
±
2
℃
[257
±
3.6°F].
4.2
Solder
Bath
Electrically
heated
solder
pot;
thermostati¬
cally
controlled;
containing
at
least
1
.0
kilograms
of
solder;
and
capable
of
maintaining
the
specified
temperature.
Unless
otherwise
specified,
the
temperature
shall
be
288
±
5.5℃
[550
±
10°F].
Type
Sn60
or
Sn63
shall
be
used.
4.3
Temperature
Indicator
Thermocouple
or
other
device
capable
of
measuring
the
solder
temperature
at
a
depth
of
25.4
mm
[1
in]
below
the
surface
and
capable
of
measuring
to
within
土
2
℃
[3.6°F]
at
the
solder
temperature
specified.
Number
2.4.13.1
Subject
Thermal
Stress
of
Laminates
Date
Revision
12/94
Originating
Task
Group
MIL-P-13949
Test
Methods
Task
Group
(7-1
1b)
4.5
Optical
Magnification
4.5.1
Microscope
Range
100
to
200
X
(for
referee
testing
only).
4.5.2
Magnifier
Magnifying
loupe,
or
equivalent,
capable
of
magnification
of
4X
to
1
0X.
4.6
Timer
Stop
watch,
or
equivalent,
capable
of
measuring
to
within
0.2
seconds.
4.7
Water
White
Rosin
Flux
Type
R
per
MIL-F-14256.
4.8
Cutting
Apparatus
Diamond
saw,
shear
or
other
device
capable
of
cutting
to
the
specified
size
without
exces¬
sive
damage
or
stress
on
the
material.
4.9
Etching
System
Etching
system
capable
of
complete
removal
of
metallic
cladding.
4.10
Flux
Cleaning
Solvent
Isopropyl
alcohol,
flux
thinner,
or
equivalent.
5.0
Procedure
Specimens
shall
be
tested
in
accordance
with
the
following
procedure.
5.1
Specimen
Preparation
5.1.1
Etching
One-half
of
the
metallic
clad
laminate
sam¬
pling
shall
be
completely
etched
in
accordance
with
standard
industry
practices.
5.1.2
Cutting
The
specimens
shall
be
cut
to
size
from
the
unetched
and
etched
samples
by
suitable
means.
The
edges
shall
be
cleaned
and
smoothed
by
light
sanding.
5.1.3
Conditioning
For
referee
or
qualification
purposes,
specimens
shall
be
placed
in
an
air-circulating
oven
main¬
tained
at
125°
±
2
℃
[257
±
3.6°F]
for
4
to
6
hours.
After
removal
from
the
oven,
place
specimens
in
a
desiccator
and
allow
to
cool
to
room
temperature.
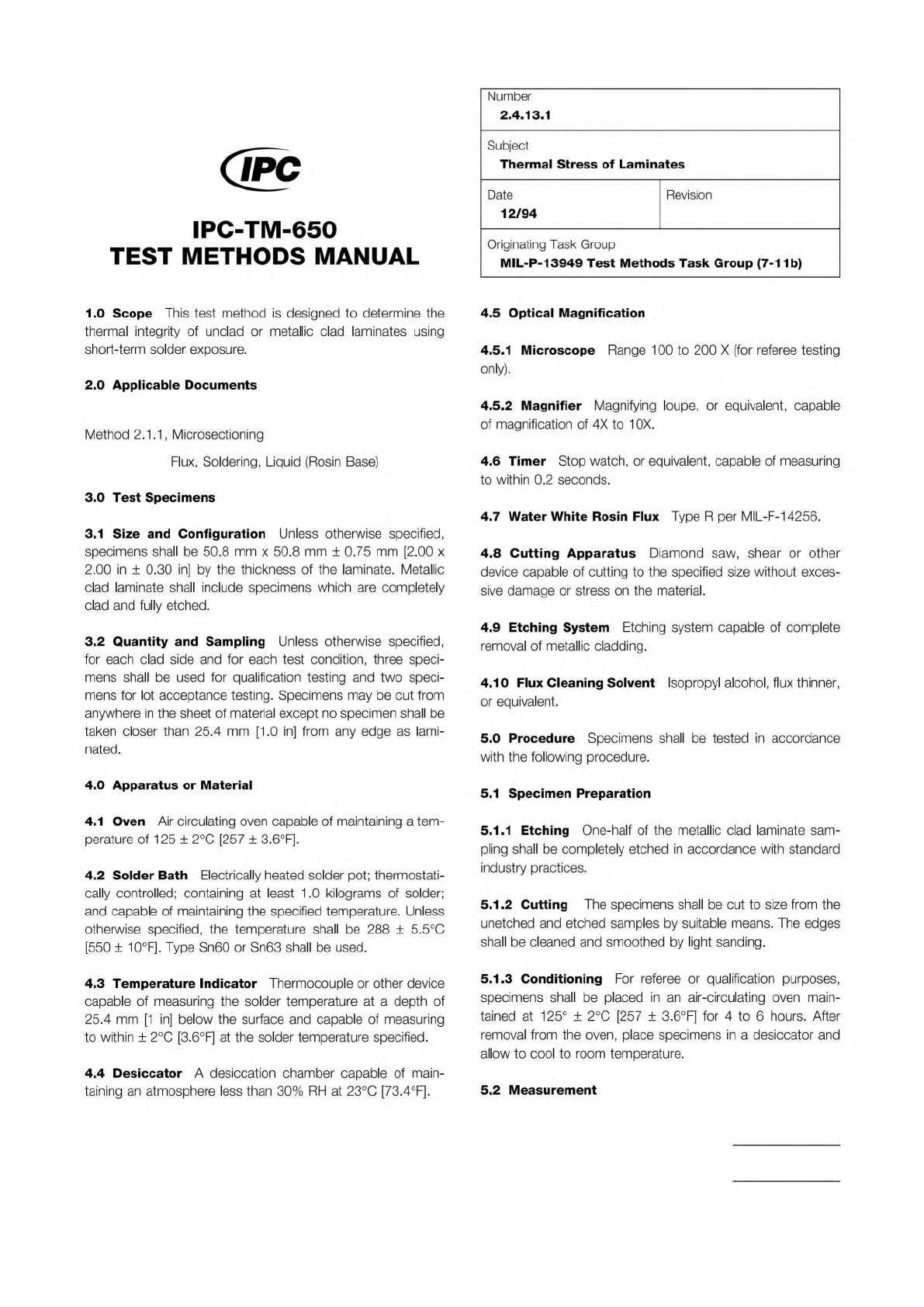
4.4
Desiccator
A
desiccation
chamber
capable
of
main¬
taining
an
atmosphere
less
than
30%
RH
at
23℃
[73.4°F]-
5.2
Measurement