IPC-TM-650 EN 2022 试验方法--.pdf - 第331页
ISO 1634 ISO 9453 ISO 9455 The Institute for Int erconnecting and Packaging E lectronic Circuits 2215 S anders Road • Northbrook, IL 60062-6135 Material in this T est M ethods Manual was voluntarily establis hed by T ech…
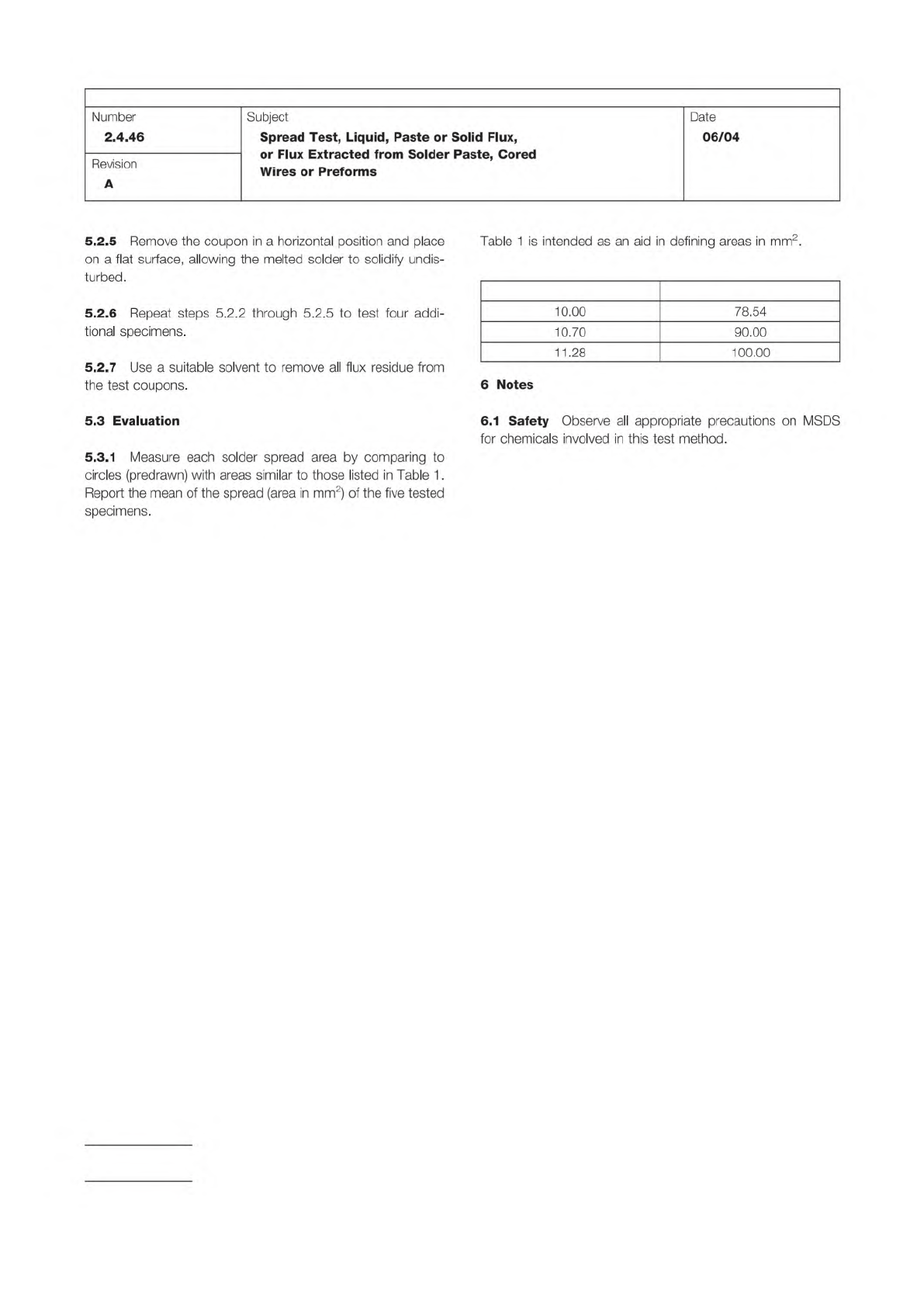
Table 1 Typical Spread Areas Defined in mm
2
Diameter in mm Area in mm
2
IPC-TM-650
Page 2 of 2
Number
2.4.46
Subject
Spread
Test,
Liquid,
Paste
or
Solid
Flux,
or
Flux
Extracted
from
Solder
Paste,
Cored
Wires
or
Preforms
Date
06/04
Revision
A
5.2.5
Remove
the
coupon
in
a
horizontal
position
and
place
on
a
flat
surface,
allowing
the
melted
solder
to
solidify
undis¬
turbed.
5.2.6
Repeat
steps
5.2.2
through
525
to
test
four
addi¬
tional
specimens.
5.2.7
Use
a
suitable
solvent
to
remove
all
flux
residue
from
the
test
coupons.
5.3
Evaluation
5.3.1
Measure
each
solder
spread
area
by
comparing
to
circles
(predrawn)
with
areas
similar
to
those
listed
in
Table
1
.
Report
the
mean
of
the
spread
(area
in
mm2)
of
the
five
tested
specimens.
Table
1
is
intended
as
an
aid
in
defining
areas
in
mm2.
6
Notes
10.00
78.54
10.70
90.00
11.28
100.00
6.1
Safety
Observe
all
appropriate
precautions
on
MSDS
for
chemicals
involved
in
this
test
method.
ISO 1634
ISO 9453
ISO 9455
The Institute for Interconnecting and Packaging Electronic Circuits
2215 Sanders Road • Northbrook, IL 60062-6135
Material in this Test Methods Manual was voluntarily established by Technical Committees of the IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by the IPC.
Page 1 of 2
IPC-TM-650
TEST
METHODS
MANUAL
1
.0
Scope
This
test
method
specifies
a
qualitative
method
for
assessment
of
the
tackiness
of
soft
soldering
flux
residues.
The
method
is
applicable
to
fluxes
of
types
L
and
M.
the
method
is
particularly
appropriate
for
applications
where
flux
residues
are
left
in
place
on
soldered
electronic
and
electrical
equipment.
2
.0
Applicable
Documents
Wrought-Copper
and
Copper
Alloy
Plate;
Sheet
and
Strip
Soft
Solder
Alloys
Parts
1
and
2
Soft
Soldering
Fluxes
3
.0
Test
Specimen
A
minimum
of
0.035
grams
by
weight
is
required
per
test
for
fluxes
in
solid
or
paste
form.
For
liquid
fluxes,
a
volume
sufficient
to
contain
a
minimum
of
0.035
grams
of
non-volatile
matter
is
required
per
test.
For
samples
of
flux
cored
solder,
a
minimum
1
gram
is
required
per
test
and
for
solder
paste,
a
minimum
of
0.5
grams
is
required
per
test.
4
.0
Apparatus
and
Reagents
4.1
General
In
the
test
use
only
reagents
of
recognized
analytical
quality
and
only
distilled,
or
deionized,
water.
4.2
Acid
Cleaning
Solution
Add
cautiously,
with
stirring,
75
ml
of
sulfuric
acid
(density
1
.84
g/ml)
to
210
ml
of
water
and
mix.
Cool,
add
1
5
ml
of
nitric
acid
(density
1.42
g/ml)
and
mix
the
solution
thoroughly.
4.3
Degreasing
solvent,
such
as
2-propanol,
acetone,
tolu¬
ene
or
petroleum
ether.
4.4
Powdered
chalk.
4.5
0.5
mm
thick
copper
sheet
complying
with
ISO
1634:
Part
1,
grad
Cu
-
ETP,
condition
HA.
4.6
Acetone
4.7
Solder
wire,
or
pellets,
complying
with
QQ-S-ALLOY
XXX
or
ISO
9453
grade
S-Sn60Pb40.
Number
2.4.47
Subject
Flux
Residue
Dryness
Date
Revision
1/95
Originating
Task
Group
Flux
Specifications
Task
Group
(5-24a)
4.8
Solder
bath,
either
circular
with
diameter
not
less
than
120
mm,
or
rectangular
with
dimensions
not
less
than
100
mm
X
75
mm,
containing
tin-lead
solder
having
a
liquidus
less
than
200℃.
The
depth
of
the
solder
in
the
bath
shall
not
be
less
than
40
mm.
The
bath
shall
be
capable
of
being
main¬
tained
at
a
temperature
of
235
+/-5℃.
4.9
Cupping
Device.
This
shall
be
fitted
with
a
27
mm
diam¬
eter
die
and
a
20
mm
diameter
ball.
4.10
Drying
oven,
suitable
for
use
at
1
10
+-2℃.
4.1
1
Tongs,
or
other
suitable
mechanical
device,
to
lift
the
test
piece
from
the
surface
of
the
molten
solder
bath.
4.12
Soft
brush,
of
diameter
approximately
7
mm.
4.13
Ordinary
laboratory
apparatus.
5
.0
Procedure
5.1
Preparation
of
Copper
Test
Pieces
5.1.1
From
the
sheet
of
half
hard
copper,
approximately
0.5
mm
thick
(4.5),
cut
test
pieces
each
50
mm
X
50
mm.
5.1.2
Clamp
each
of
the
test
pieces,
in
turn,
centrally
onto
the
27
mm
die
of
the
cupping
device
(4.9).
Using
the
20
mm
diameter
ball,
make
a
depression
in
the
center
of
each
test
piece
3
mm
deep,
by
forcing
the
ball
into
the
die.
One
corner
of
the
test
piece
may
be
bent
up
to
facilitate
handling
with
the
tongs.
5.1.3
Immediately
before
the
test,
use
the
solvent
(4.3)
to
degrease
each
test
piece,
and
immerse
the
test
pieces
for
20
seconds
in
the
acid
cleaning
solution
(4.2).
Remove
the
test
pieces
from
the
cleaning
solution,
wash
well
under
running
water,
rinse
in
acetone
(4.6)
and
dry
by
air
blowing
at
room
temperature.
5.1.4
Test
For
solid,
paste
and
liquid
flux
samples:
5.1.
4.1
Weigh
1
.00
+/-0.05g
of
the
solder
wire
or
pellets
(4.7),
previously
degreased
in
the
solvent
(4.3),
and
transfer
it
IPC-TM-650
Number
Subject Date
Revision
Page 2 of 2
2.4.47
Flux
Residue
Dryness
1/95
to
the
center
of
the
depression
in
one
of
the
cleaned
copper
test
pieces
(5.1).
Note:
This
may
conveniently
be
done,
if
solder
wire
is
used,
by
forming
the
wire
into
a
tight
spiral.
5.
1.4
.2
If
the
flux
under
test
is
in
solid
or
paste
form
—
weigh
between
0.035g
and
0.040g
of
the
solid
or
paste
flux
and
add
this
to
the
solder
in
the
depression
of
the
test
piece.
5.1.
4
.3
If
the
flux
under
test
is
in
liquid
form
—
first
determine
it's
non-volatile
matter
content
by
the
use
of
the
method
described
in
ISO
9455:
Part
1
or
Part
2.
Then
add
the
appro¬
priate
volume
of
the
liquid
flux,
to
contain
between
0.035g
and
0.040g
of
non-volatile
matter,
to
the
solder
in
the
depression
of
the
test
piece.
Evaporate
the
solvent
at
60℃
for
1
0
minutes
in
the
drying
oven
(5.3).
Note:
If
the
liquid
flux
has
low
non-volatile
content,
it
may
be
necessary
to
add
the
flux
in
two
increments,
carrying
out
the
evaporation
procedure
after
each
addition.
5.1.5
For
flux
cored
solder
samples.
Degrease
the
surface
of
a
suitable
length
of
the
cored
solder
sample,
using
a
cloth
dampened
with
the
solvent
(4.3).
Weigh
1
.00
+/-0.05g
of
the
degreased
sample,
form
it
into
a
small
flat
coil
and
place
it
in
the
center
of
the
depression
in
one
of
the
cleaned
copper
test
pieces
(5.1).
5.1.6
For
solder
paste
samples.
Weigh
0.50
+/-0.05g
of
the
solder
paste
sample
into
the
center
of
the
depression
in
one
of
the
cleaned
copper
test
pieces
(5.1).
5.2
Heating
the
test
piece.
5.2.1
Using
the
tongs
(4.1
1),
or
other
suitable
means,
care¬
fully
lower
the
prepared
test
piece
from
7.1
onto
the
surface
of
the
molten
solder,
maintained
at
235
+/-5℃
in
the
solder
bath
(4.8).
5.2.2
Allow
the
test
piece
to
float
on
the
solder
bath
until
the
solder
melts
and
leave
the
test
piece
in
this
position
for
a
fur¬
ther
5
seconds.
Remove
the
test
piece
carefully
from
the
bath
and
allow
it
to
cool,
in
air,
in
a
horizontal
position
for
30
min¬
utes.
(4.4)
.
Lightly
brush
the
chalked
surface
with
the
soft
brush
(4.12).
5.4
Evaluation
If
the
chalk
powder
is
easily
removed
by
brushing,
the
flux
is
deemed
to
be
"not
tacky."
If
the
chalk
powder
cannot
be
removed
by
brushing,
or
can
be
removed
only
with
difficulty,
the
flux
is
deemed
to
be
“tacky.”
5.3
Examination
of
the
test
piece.
Dust
the
surface
of
the
flux
residue
on
the
test
piece
liberally
with
the
powdered
chalk