IPC-TM-650 EN 2022 试验方法--.pdf - 第361页
IPC-TM-650 Number S ubject Date Revision Page 2 of 7 2.4.54 TestMethodforThermalTransmissionPropertiesof 09/2022 MetalBasedPrintedBoards(MBPB) N/A 2 Applicable Documents 2.1 IPC Documents 1 IPC-4101C…

Note:
/
/
/
/
IPC-TM-650
Number
Subject Date
Revision
Page 2 of 3
2.4.39
Dimensional
Stability,
Glass
Reinforced
Thin
Laminates
2/86
A
5.2
Copper
Removal
Remove
copper
by
etching
in
cupric
chloride
containing
spray
etcher
at
less
than
50℃
(122°F).
Rack
samples
upon
exit
from
etcher,
rinse,
remove
the
tape,
and
air-dry
laminate.
Submit
to
bake
cycle
(paragraph
5.3)
within
four
hours.
(
Do
not
use
resist
stripping
solutions.)
5.3
If
only
the
thermal
stress
cycle
is
to
be
used
proceed
to
5.5.
If
not,
proceed
to
5.4.
5.4
Bake
Cycle
5.4.1
Bake
specimens
at
105℃
±
5
℃
for
four
hours
±
10
minutes.
Vertically
rack
and
place
specimens
in
oven
parallel
to
air
flow
with
specimens
being
separated
by
a
minimum
of
1/2
inch.
5.4.2
After
baking,
immediately
place
the
test
specimens
in
a
stabilization
chamber
(paragraph
4.3).
5.4.3
Remove
from
stabilization
chamber
after
one
hour
+W-0
hours
and,
within
5
minutes,
measure
W11(
W21(
F1
and
F2「
using
the
apparatus
defined
in
paragraph
4.1.
5.4.4
If
the
thermal
stress
cycle
is
to
be
included
in
this
test,
proceed
to
paragraph
5.5.
If
not,
proceed
to
5.6.
5.5
Thermal
Stress
Cycle
After
the
bake
cycle
measure¬
ment
(5.4),
if
immediate
further
processing
is
not
feasible,
place
specimens
in
a
stabilization
chamber
until
test
is
contin¬
ued.
5.5.1
If
a
stabilization
chamber
is
used,
remove
from
the
stabilization
chamber
and
bake
specimens
at
1
50℃
±
5
℃
for
two
hours
土
5
minutes.
Vertically
rack
and
place
specimens
in
oven
parallel
to
air
flow,
with
specimens
being
separated
by
a
minimum
of
1/2
in.
5.5.2
After
baking,
immediately
place
the
test
specimen
in
a
stabilization
chamber
(paragraph
4.3).
5.5.3
Remove
from
stabilization
chamber
after
1
hour
+1/2
hour,
-0
hours,
and,
within
5
minutes,
measure
W1
,
W2,
F1
,
and
F2,
using
the
apparatus
indicated
in
paragraph
4.1
.
Record
values
as
W12,
W22,
F12,
and
F22.
5.6
Evaluation
Determine
the
change
in
dimensional
sta¬
bility
using
the
following
formulation:
5.6.1
Warp
Evaluations
W1
1
-
W1
Q
Warp
=
——
—
x
10d
=
Mils
per
inch
for
W1
after
bake
W2〔
-
W2
。
——
—
——
x
1
0'
=
Mils
per
inch
for
W2
after
bake
Repeat
for
W1
2
and
W22
for
after
stress
Where
W1/W2
二
initial
dimensions,
W1f/W2i
=
after
bake
dimensions,
and
W12/W22
=
after
thermal
stress.
5.6.2
Fill
Evaluations
Fl
1
—
F1
&
Fill
=
—
—
——
x
103
=
Mils
per
inch
for
F1
after
bake
F2-)
—
F2
——
—
——
x
10
=
Mils
per
inch
for
F2
after
bake
Repeat
for
F12
and
F22
for
after
stress
Where
F1/F2
二
initial
dimensions,
F1
〃
F2i
=
after
bake
dimensions,
and
F1
2/F22
二
after
thermal
stress.
5.6.3
Calculations
Take
the
warp
dimensions
made
on
all
the
measured
specimens
and
determine
the
mean
value
for
the
warp
dimensional
stability
characteristics
of
the
laminate
after
bake.
Follow
similar
procedures
on
the
calculations
for
the
fill
dimensional
stability
characteristics
after
bake.
Extreme
values
should
be
eliminated
using
the
procedure
defined
in
paragraph
5.6.4.
Similar
measurements
are
made
to
calculate
the
after
thermal
stress
dimensional
stability
characteristics.
5.6.4
Extreme
Value
Eliminated
Take
measurements
in
subgroup
(warp
or
fill)
and
arrange
in
descending
order
of
magnitude.
Solve
for
D,
using
procedure
detailed
in
Table
1
.
If
calculated
D
is
larger
than
the
value
of
D
shown
in
Table
2
for
the
number
of
measurements
being
evaluated,
the
outlier
is
significant
and
should
be
deleted.
6.0
Notes
The
following
is
a
checklist
that
should
be
used
by
personnel
responsible
for
performing
this
method
in
order
to
provide
repeatable/correlatable
results.
The
I
PC
Dimen¬
sional
Stability
Task
Group
responsible
for
the
technical
report
on
dimensional
stability
has
determined
that
checklist
items
2,
5,
6,
9,
14, 15,
16
and
18
are
critical
to
appropriate
use
of
this
procedure.
(See
IPC-TR-463.)
IPC-TM-650
Number Subject Date
Revision
Page 2 of 7
2.4.54
TestMethodforThermalTransmissionPropertiesof
09/2022
MetalBasedPrintedBoards(MBPB)
N/A
2 Applicable Documents
2.1 IPC Documents
1
IPC-4101C
Specification for Base Materials for Rigid and Multilayer Printed Boards
IPC-TM-650
Test Methods Manual
2.1.1 Microsectioning, Manual and Semi or Automatic
2.1.1.2 Microsectioning—Semi or Automatic Technique Microsection Equipment
2.2 International Organization of Legal Metrology
2
OIMLG14
Density measurement
2.3 ASTM
3
ASTME1461
Standard Test Method for Thermal Diffusivity by the Flash Method
ASTME1269
Standard Test Method for Determining Specific Heat Capacity by Differential Scanning Calorimetry
3 Test Specimens
3.1
The sample thickness can be measured within the machine or before and after measurement. In both cases the accuracy
should be smaller than 10 µm.
3.2
Prepare specimens from its original, treated or aged condition. Clean the surfaces from any kind of dirt. The solvents
have to be chosen carefully as possible adverse reactions with the surface of the sample could occur (see IPC-TM-650
Test Method 2.1.1).
3.3
The specimen has to be manufactured e.g., by milling or other kind of processing. Remove burrs and flashes on the edge
of the specimen.
3.4
Create three specimens from one raw laminate panel. Ensure a distance from the border of about 50 mm to avoid tolerance
deviations of the dielectric material.
3.5
Ensure that the surface of the specimen is free of scratches, waviness or any kind of damage. Photos should be included
into the test report.
4 Apparatus or Material
4.1
Figures 1 and 3 shows parts for an apparatus, which fulfills the requirements for this test method.
4.2
Ensure that the surfaces of the aluminum bars are free from scratches or other damages. The surface has to be smooth
(Ra≤1µm).
4.3
Use a method to measure the total thickness of the specimen like contactless with laser, LED detector or before and after
measurement with a micrometer screw according to IPC-4101C.
4.4
Use insulated heat flow meter bars on both sides, hot and cold in order to prevent heat losses to the environment and thus
improve the measurement accuracy.
4.5
Due to the forced heat flow, the apparatus needs both a heat as well as a cooling source. There are several options for
heating and cooling. The recommended method of heating is the usage of an electrical heater which is embedded in a copper
block. Other options can be liquid heaters. Regardless of the method. It is important to use constant temperatures at heat and
cooling side.
4.6
The heat flow meter bars of the apparatus need to be constructed out of well-known and thermally characterized (see
ASTM E1461 for thermal diffusivity, ASTM E1269 for specific heat capacity, and OIML G 14 for density) material in the
1 www.ipc.org
2 www.oiml.org
3 www.astm.org
―
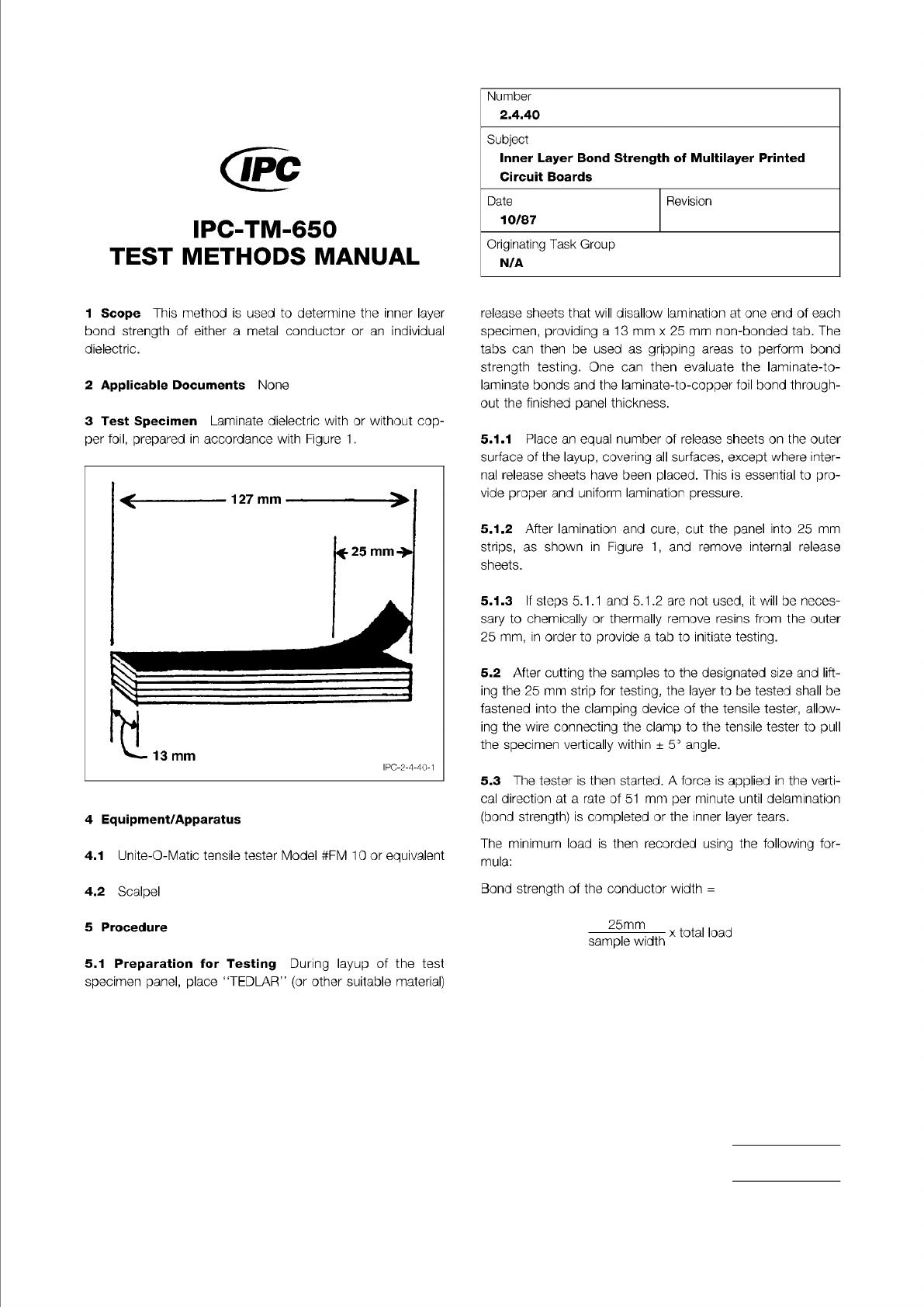
Figure 1 Laminate Dielectric
The Institute for Interconnecting and Packaging Electronic Circuits
2215 Sanders Road • Northbrook, IL 60062-6135
Material in this Test Methods Manual was voluntarily established by Technical Committees of the IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by the IPC.
Page 1 of 1
IPC-TM-650
TEST
METHODS
MANUAL
1
Scope
This
method
is
used
to
determine
the
inner
layer
bond
strength
of
either
a
metal
conductor
or
an
individual
dielectric.
2
Applicable
Documents
None
3
Test
Specimen
Laminate
dielectric
with
or
without
cop¬
per
foil,
prepared
in
accordance
with
Figure
1
.
4
Equipment/Apparatus
4.1
Unite-O-Matic
tensile
tester
Model
#FM
10
or
equivalent
4.2
Scalpel
5
Procedure
Number
2.4.40
Subject
Inner
Layer
Bond
Strength
of
Multilayer
Printed
Circuit
Boards
Date
Revision
10/87
Originating
Task
Group
N/A
release
sheets
that
will
disallow
lamination
at
one
end
of
each
specimen,
providing
a
13
mm
x
25
mm
non-bonded
tab.
The
tabs
can
then
be
used
as
gripping
areas
to
perform
bond
strength
testing.
One
can
then
evaluate
the
laminate-to-
laminate
bonds
and
the
laminate-to-copper
foil
bond
through¬
out
the
finished
panel
thickness.
5.1.1
Place
an
equal
number
of
release
sheets
on
the
outer
surface
of
the
layup,
covering
all
surfaces,
except
where
inter¬
nal
release
sheets
have
been
placed.
This
is
essential
to
pro¬
vide
proper
and
uniform
lamination
pressure.
5.1.2
After
lamination
and
cure,
cut
the
panel
into
25
mm
strips,
as
shown
in
Figure
1
,
and
remove
internal
release
sheets.
5.1.3
If
steps
5.1.1
and
5.1
.2
are
not
used,
it
will
be
neces¬
sary
to
chemically
or
thermally
remove
resins
from
the
outer
25
mm,
in
order
to
provide
a
tab
to
initiate
testing.
5.2
After
cutting
the
samples
to
the
designated
size
and
lift¬
ing
the
25
mm
strip
for
testing,
the
layer
to
be
tested
shall
be
fastened
into
the
clamping
device
of
the
tensile
tester,
allow¬
ing
the
wire
connecting
the
clamp
to
the
tensile
tester
to
pull
the
specimen
vertically
within
±
5°
angle.
5.3
The
tester
is
then
started.
A
force
is
applied
in
the
verti¬
cal
direction
at
a
rate
of
51
mm
per
minute
until
delamination
(bond
strength)
is
completed
or
the
inner
layer
tears.
The
minimum
load
is
then
recorded
using
the
following
for¬
mula:
Bond
strength
of
the
conductor
width
二
25mm
sample
width
x
total
load
5.1
Preparation
for
Testing
During
layup
of
the
test
specimen
panel,
place
llTEDLAR"
(or
other
suitable
material)