IPC-TM-650 EN 2022 试验方法--.pdf - 第370页
IPC-TM-650 Number S ubject Date Revision Page 6 of 7 2.4.54 TestMethodforThermalTransmissionPropertiesof 09/2022 MetalBasedPrintedBoards(MBPB) N/A Equation 14). With the thickness from the m icrosect…
Material in this Test Methods Manual was voluntarily established by Technical Committees of IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by IPC.
Page 1 of 4
r
ASSOCIATION
CONNECTING
/
ELECTRONICS
INDUSTRIES
®
221
5
Sanders
Road
Northbrook,
IL
60062-6135
IPC-TM-650
TEST
METHODS
MANUAL
1
Scope
To
describe
the
strain
gage
method
for
determin¬
ing
linear
thermal
expansion
of
laminated
materials
within
the
temperature
range
of
-55
to
+130
and
inorganic
sub¬
strates
(nonlaminated)
with
a
range
of
-55
to
+150
℃
.
1.1
Care
should
be
taken
if
the
higher
temperatures
are
used.
The
adhesive
shown
is
rated
by
the
manufacturer
from
less
than
-200
to
greater
than
+300
℃
;
however,
for
higher
temperature
pretesting
with
the
Titanium
Silicate
Stan¬
dard
or
materials
of
known
thermal
expansion
characteristics
is
recommended.
2
Applicable
Documents
None
3
Test
Specimens
3.1
Specimens
are
normally
flat
pieces
of
laminate
or
printed
wiring
boards/assemblies
that
are
to
be
tested
nondestruc-
tively.
Dimensions
are
to
be
50.0
mm
x
50.0
mm
[2.0
in
X
2.0
in]
minimum
by
1.5
mm
[0.060
in]
minimum
thick.
Plated-through
holes
in
the
specimen
are
not
desirable,
but
can
be
tolerated
to
a
certain
extent.
If
possible,
the
strain
gages
are
to
be
located
as
far
from
the
PTHs
as
possible
and
centered
with
regard
to
surrounding
PTHs.
Mounting
strain
gages
over
PTHs
will
result
in
measurements
that
may
not
be
representative
of
the
sample
material.
For
each
material
or
lot
tested,
a
minimum
of
three
determi¬
nations
shall
be
made
in
each
of
the
x
and
y
directions.
4
Apparatus
4.1
Silicon
carbide
paper,
220,
320
and
400
grit
4.2
Cotton
tipped
applicator
4.3
Tweezers,
stainless
steel,
Style
3c
4.4
Scissors,
stainless
steel,
2
to
4
inch
blades
4.5
Tape,
Mylar,
transparent,
1/2
inch
wide
4.6
Tape,
Mylar,
transparent
1
inch
4.7
Tape,
PFTE,
1
inch
wide,
no
adhesive
Number
2.4.41.2
Subject
Coefficient
of
Thermal
Expansion
—
Strain
Gage
Method
Date
Revision
05/04
A
Originating
Task
Group
Rigid
Printed
Board
Performance
Task
Group
(D-33a)
4.9
Binder
clips,
No.
20,
small
4.10
Silicone
gum
pad
(2.5
mm
[0.0984
in]
thick)
with
metal
backup
plate
4.11
Test
plate
constructed
of
1.25
mm
[0.050
in]
thick
Alloy
42
plated
with
0.025
mm
[0.001
in]
of
copper
4.12
M-Prep
Conditioner
A
or
equivalent
4.13
M-Bond
610
Adhesive
or
equivalent
(M-Bond
600
for
lower
cure
temperatures,
if
applicable)
4.14
M-Prep
Neutralizer
5
or
equivalent
4.15
M-Coat
B,
Nitrile
rubber
coating
4.16
Cleaning
solvent,
Isopropan
OL
or
equivalent
4.17
Strain
gages,
Type
WK-06-250BG,
Measurements
Group
Inc.
(Other
strain
gages
may
be
selected
for
customiz¬
ing
for
a
specific
material
or
temperature
range.)
4.18
Alloy
42
Holding
Fixture
(-30-400
℃
)
=
4.5-5.0
ppm/℃
4.19
Solder
terminals,
Type
CEG-63S,
Measurements
Group
Inc.
(Terminal
may
be
integral
when
using
WK
series
strain
gage
with
option
W.)
4.20
Select
a
solder
that
will
maintain
a
connection
at
test
temperature;
Solder
Sn-63/Pb-37
Liquidus
=
183
[361
°F]
Solder
Sn-96.5/Ag-3.5
Liquidus
二
221
[430
°F]
Solder
Pb-97.5/Ag-1
.5/Sn-1
Liquidus
=
309
[588
°F]
4.21
Solder
Flux,
Type
RMA
or
equivalent
4.22
Soldering
Iron,
1
5
to
25
watt
4.23
M-line
Rosin
Solvent,
Measurements
Group
Inc.
4.24
Oven
for
Curing
M-Bond
Adhesive
with
heat
rise
of
3
to
1
1
℃
/min
[5
°F
to
20
°F/min].
4.8
Binder
clips,
No.
100,
large
4.25
Gauze
Sponge
IPC-TM-650
Number Subject Date
Revision
Page 6 of 7
2.4.54
TestMethodforThermalTransmissionPropertiesof
09/2022
MetalBasedPrintedBoards(MBPB)
N/A
Equation 14). With the thickness from the microsection it is possible
to calculate the apparent thermal conductivity of the dielectric
layer (Table 1 Equation 16). This calculated value must be shown
in the measurement report including the dimensions (mm²K/W)
(Table 1 Equation 15) as well as the apparent thermal conductivity
in W/(mK) (Table 1 Equation 16) and the thicknesses in µm.
5.10
Measure three identical samples across the board and list
all results in the measurement report. In addition, the mean value
and the standard deviation must be listed as well in the report.
5.11
To measure the DIE thickness a cross section according to
IPC-TM-650 Test Method 2.1.1 should to be made.
5.12
To embed the sample, the specimen is first cut in half using
a e.g., metal saw. Afterwards the specimen gets embedded,
grinded and polished.
5.13
The thicknesses of the top and dielectric layer are measured
in the microsection on five different points using a microscope.
Calculate the middle value of the five measured values for each
layer. From the total thickness of the sample, the thickness of
the base layer can be determined by subtraction (see Table 1
Equation 17).
1
2
3
Figure5LayerStructureofaMetal-BasedBoard
Note1: Top layer: d
top,
see 1.3.1
Note2: Dielectric layer: d
die
Note3: Base layer: d
base
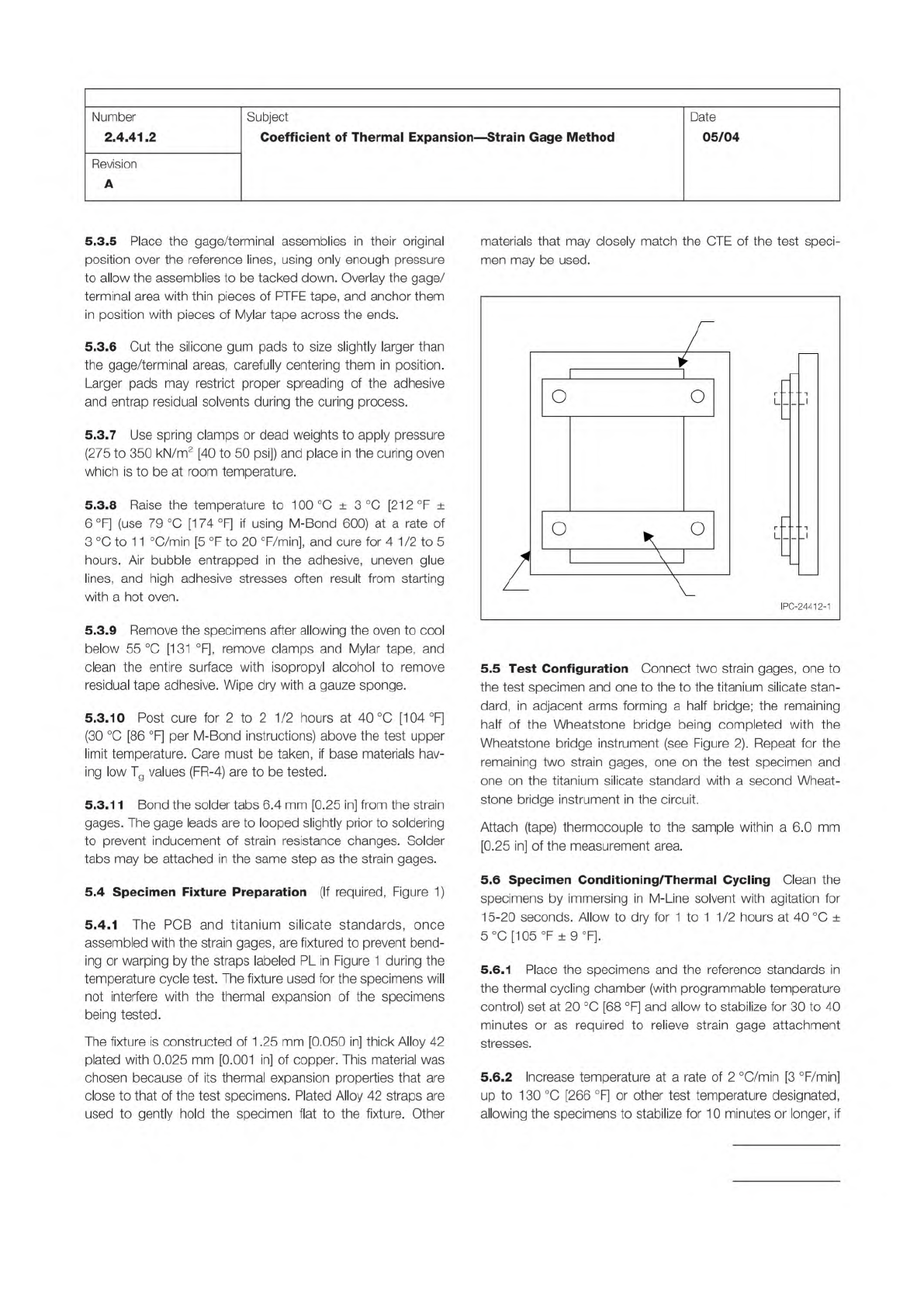
Figure 1 Test Fixture Configuration
Sample
Strap 2PL
Base Plate
IPC-TM-650
Page 3 of 4
Number
2.4.41.2
Revision
A
Subject
Coefficient
of
Thermal
Expansion
—
Strain
Gage
Method
Date
05/04
5.3.5
Place
the
gage/terminal
assemblies
in
their
original
position
over
the
reference
lines,
using
only
enough
pressure
to
allow
the
assemblies
to
be
tacked
down.
Overlay
the
gage/
terminal
area
with
thin
pieces
of
PTFE
tape,
and
anchor
them
in
position
with
pieces
of
Mylar
tape
across
the
ends.
5.3.6
Cut
the
silicone
gum
pads
to
size
slightly
larger
than
the
gage/terminal
areas,
carefully
centering
them
in
position.
Larger
pads
may
restrict
proper
spreading
of
the
adhesive
and
entrap
residual
solvents
during
the
curing
process.
5.3.7
Use
spring
clamps
or
dead
weights
to
apply
pressure
(275
to
350
kN/m2
[40
to
50
psi])
and
place
in
the
curing
oven
which
is
to
be
at
room
temperature.
5.3.8
Raise
the
temperature
to
100
±
3
[212
°F
土
6
°F]
(use
79
[174
°F]
if
using
M-Bond
600)
at
a
rate
of
3
to
11
℃
/min
[5
°F
to
20
°F/min],
and
cure
for
4
1/2
to
5
hours.
Air
bubble
entrapped
in
the
adhesive,
uneven
glue
lines,
and
high
adhesive
stresses
often
result
from
starting
with
a
hot
oven.
5.3.9
Remove
the
specimens
after
allowing
the
oven
to
cool
below
55
[131
°F],
remove
clamps
and
Mylar
tape,
and
clean
the
entire
surface
with
isopropyl
alcohol
to
remove
residual
tape
adhesive.
Wipe
dry
with
a
gauze
sponge.
5.3.10
Post
cure
for
2
to
2
1/2
hours
at
40
[104
°F]
(30
[86
°F]
per
M-Bond
instructions)
above
the
test
upper
limit
temperature.
Care
must
be
taken,
if
base
materials
hav¬
ing
low
Tg
values
(FR-4)
are
to
be
tested.
5.3.1
1
Bond
the
solder
tabs
6.4
mm
[0.25
in]
from
the
strain
gages.
The
gage
leads
are
to
looped
slightly
prior
to
soldering
to
prevent
inducement
of
strain
resistance
changes.
Solder
tabs
may
be
attached
in
the
same
step
as
the
strain
gages.
5.4
Specimen
Fixture
Preparation
(If
required,
Figure
1)
5.4.1
The
PCB
and
titanium
silicate
standards,
once
assembled
with
the
strain
gages,
are
fixtured
to
prevent
bend¬
ing
or
warping
by
the
straps
labeled
PL
in
Figure
1
during
the
temperature
cycle
test.
The
fixture
used
for
the
specimens
will
not
interfere
with
the
thermal
expansion
of
the
specimens
being
tested.
The
fixture
is
constructed
of
1
.25
mm
[0.050
in]
thick
Alloy
42
plated
with
0.025
mm
[0.001
in]
of
copper.
This
material
was
chosen
because
of
its
thermal
expansion
properties
that
are
close
to
that
of
the
test
specimens.
Plated
Alloy
42
straps
are
used
to
gently
hold
the
specimen
flat
to
the
fixture.
Other
materials
that
may
closely
match
the
GTE
of
the
test
speci¬
men
may
be
used.
5.5
Test
Configuration
Connect
two
strain
gages,
one
to
the
test
specimen
and
one
to
the
to
the
titanium
silicate
stan¬
dard,
in
adjacent
arms
forming
a
half
bridge;
the
remaining
half
of
the
Wheatstone
bridge
being
completed
with
the
Wheatstone
bridge
instrument
(see
Figure
2).
Repeat
for
the
remaining
two
strain
gages,
one
on
the
test
specimen
and
one
on
the
titanium
silicate
standard
with
a
second
Wheat¬
stone
bridge
instrument
in
the
circuit.
Attach
(tape)
thermocouple
to
the
sample
within
a
6.0
mm
[0.25
in]
of
the
measurement
area.
5.6
Specimen
Conditioning/Thermal
Cycling
Clean
the
specimens
by
immersing
in
M-Line
solvent
with
agitation
for
15-20
seconds.
Allow
to
dry
for
1
to
1
1/2
hours
at
40
±
5
℃
[105
°F
±
9
°F]-
5.6.1
Place
the
specimens
and
the
reference
standards
in
the
thermal
cycling
chamber
(with
programmable
temperature
control)
set
at
20
[68
°F]
and
allow
to
stabilize
for
30
to
40
minutes
or
as
required
to
relieve
strain
gage
attachment
stresses.
5.6.2
Increase
temperature
at
a
rate
of
2
℃
/min
[3
°F/min]
up
to
130
[266
°F]
or
other
test
temperature
designated,
allowing
the
specimens
to
stabilize
for
1
0
minutes
or
longer,
if