IPC-TM-650 EN 2022 试验方法--.pdf - 第668页
T able 1 Coupons for SIR T esting Sample Group Flux/ Solder Clean Number of Coupons IPC-TM-650 Page 2 of 4 Number 2.6.3.3 Subject Surface Insulation Resistance, Fluxes Date 06/04 Revision B In addition, there shall be at…
IPC-B-24
IPC-A-600
IPC J-STD-004
IPC-9201
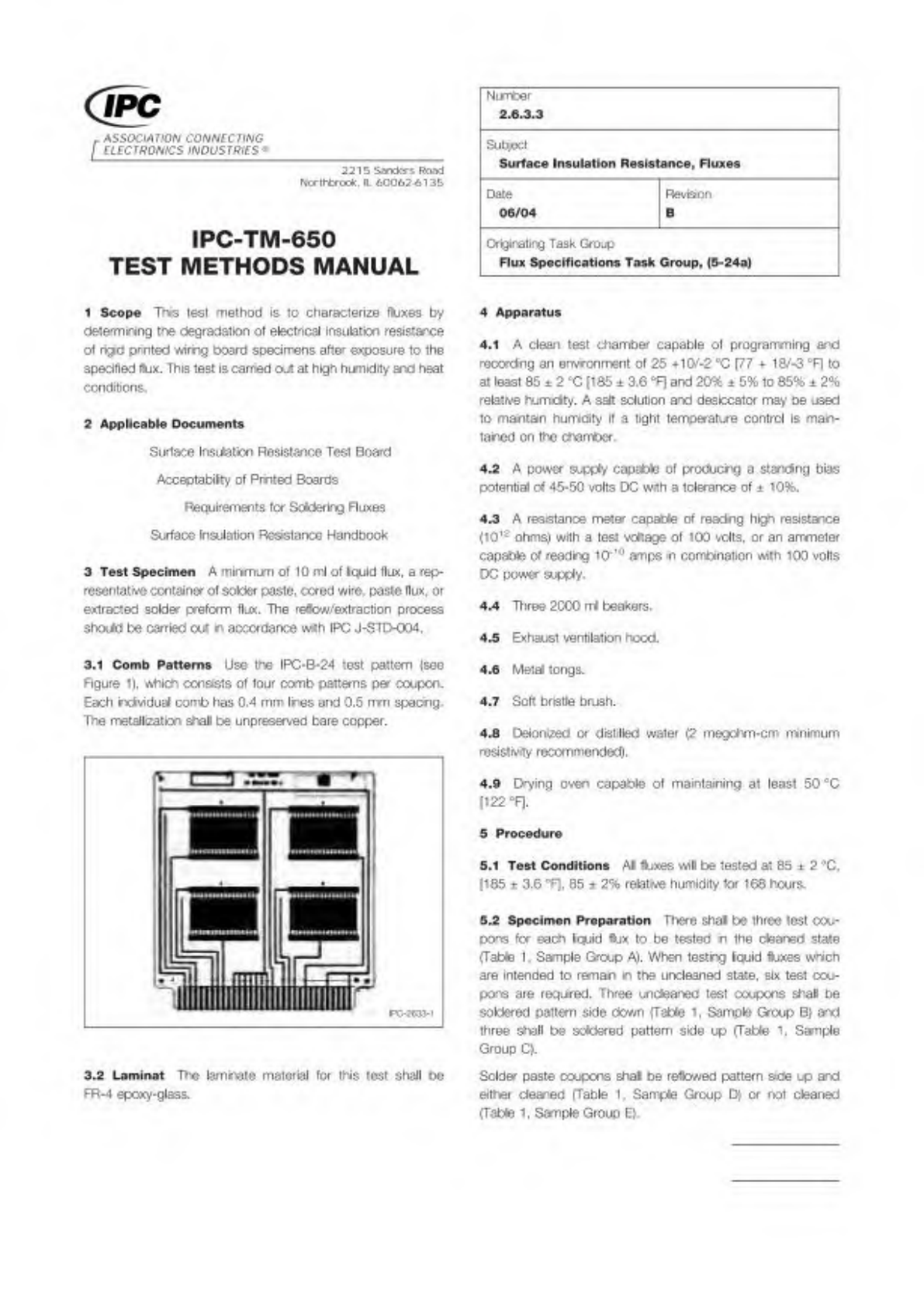
Figure 1 Test Pattern from IPC-B-24
Material in this Test Methods Manual was voluntarily established by Technical Committees of IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by IPC.
Page 1 of 4
r
ASSOCIATION
CONNECTING
/
ELECTRONICS
INDUSTRIES
®
221
5
Sanders
Road
Northbrook,
IL
60062-6135
IPC-TM-650
TEST
METHODS
MANUAL
1
Scope
This
test
method
is
to
characterize
fluxes
by
determining
the
degradation
of
electrical
insulation
resistance
of
rigid
printed
wiring
board
specimens
after
exposure
to
the
specified
flux.
This
test
is
carried
out
at
high
humidity
and
heat
conditions.
2
Applicable
Documents
Surface
Insulation
Resistance
Test
Board
Acceptability
of
Printed
Boards
Requirements
for
Soldering
Fluxes
Surface
Insulation
Resistance
Handbook
3
Test
Specimen
A
minimum
of
1
0
ml
of
liquid
flux,
a
rep¬
resentative
container
of
solder
paste,
cored
wire,
paste
flux,
or
extracted
solder
preform
flux.
The
reflow/extraction
process
should
be
carried
out
in
accordance
with
I
PC
J
-STD-004.
3.1
Comb
Patterns
Use
the
IPC-B-24
test
pattern
(see
Figure
1),
which
consists
of
four
comb
patterns
per
coupon.
Each
individual
comb
has
0.4
mm
lines
and
0.5
mm
spacing.
The
metallization
shall
be
un
preserved
bare
copper.
3.2
Laminat
The
laminate
material
for
this
test
shall
be
FR-4
epoxy-glass.
Number
2.6.3.3
Subject
Surface
Insulation
Resistance,
Fluxes
Date
Revision
06/04
B
Originating
Task
Group
Flux
Specifications
Task
Group,
(5-24a)
4
Apparatus
4.1
A
clean
test
chamber
capable
of
programming
and
recording
an
environment
of
25
+10/-2
[77
+
18/-3
°F]
to
at
least
85
±
2
[185
土
3.6
°F]
and
20%
±
5%
to
85%
±
2%
relative
humidity.
A
salt
solution
and
desiccator
may
be
used
to
maintain
humidity
if
a
tight
temperature
control
is
main¬
tained
on
the
chamber.
4.2
A
power
supply
capable
of
producing
a
standing
bias
potential
of
45-50
volts
DC
with
a
tolerance
of
土
10%.
4.3
A
resistance
meter
capable
of
reading
high
resistance
(1012
ohms)
with
a
test
voltage
of
100
volts,
or
an
ammeter
capable
of
reading
1O-10
amps
in
combination
with
100
volts
DC
power
supply.
4.4
Three
2000
ml
beakers.
4.5
Exhaust
ventilation
hood.
4.6
Metal
tongs.
4.7
Soft
bristle
brush.
4.8
Deionized
or
distilled
water
(2
megohm-cm
minimum
resistivity
recommended).
4.9
Drying
oven
capable
of
maintaining
at
least
50
[122
°F]-
5
Procedure
5.1
Test
Conditions
All
fluxes
will
be
tested
at
85
±
2
℃
,
[1
85
±
3.6
°F],
85
±
2%
relative
humidity
for
1
68
hours.
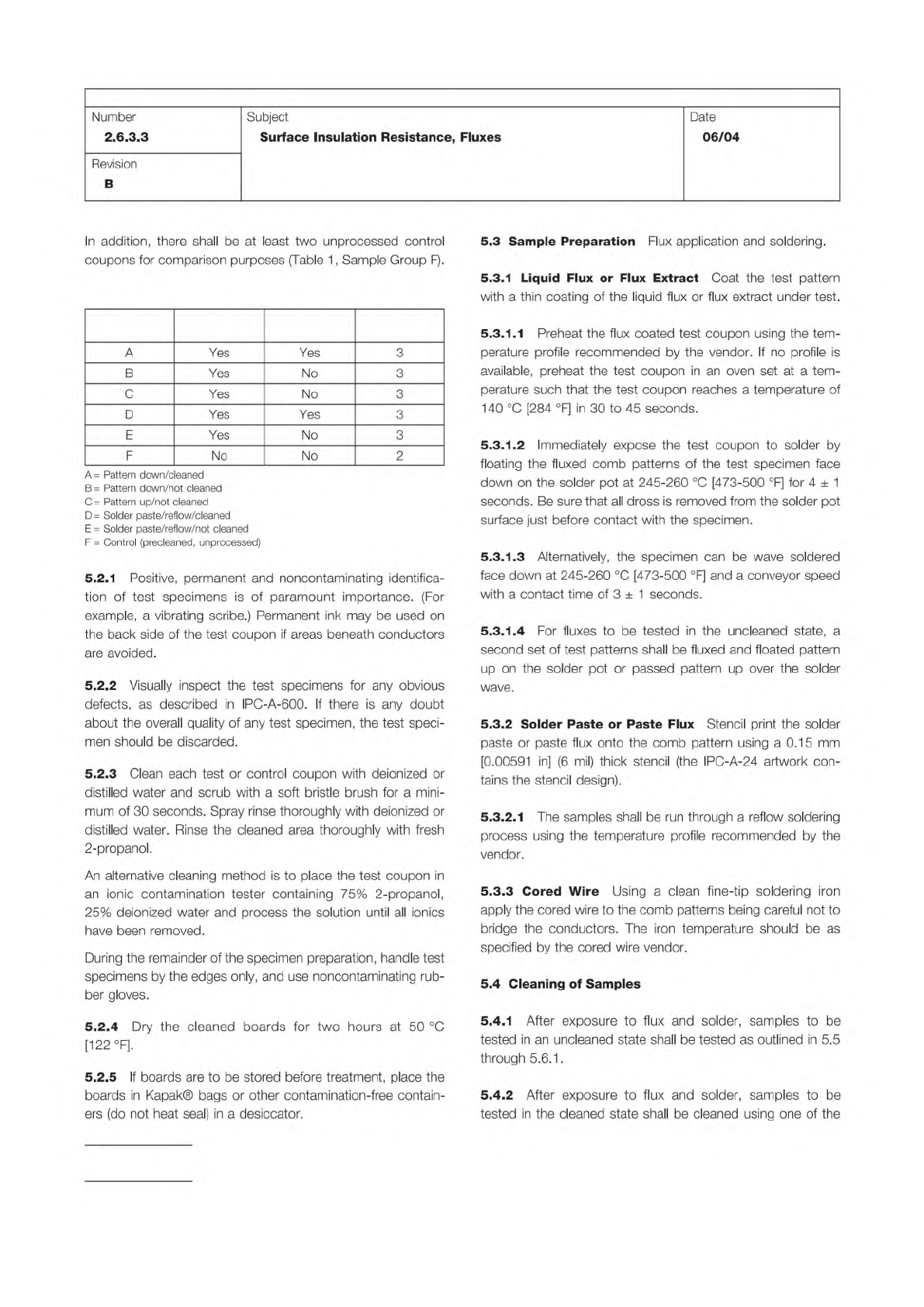
5.2
Specimen
Preparation
There
shall
be
three
test
cou¬
pons
for
each
liquid
flux
to
be
tested
in
the
cleaned
state
(Table
1
,
Sample
Group
A).
When
testing
liquid
fluxes
which
are
intended
to
remain
in
the
uncleaned
state,
six
test
cou¬
pons
are
required.
Three
uncleaned
test
coupons
shall
be
soldered
pattern
side
down
(Table
1
,
Sample
Group
B)
and
three
shall
be
soldered
pattern
side
up
(Table
1,
Sample
Group
C).
Solder
paste
coupons
shall
be
reflowed
pattern
side
up
and
either
cleaned
(Table
1,
Sample
Group
D)
or
not
cleaned
(Table
1
,
Sample
Group
E).
T
able 1 Coupons for SIR Testing
Sample
Group
Flux/
Solder Clean
Number of
Coupons
IPC-TM-650
Page 2 of 4
Number
2.6.3.3
Subject
Surface
Insulation
Resistance,
Fluxes
Date
06/04
Revision
B
In
addition,
there
shall
be
at
least
two
unprocessed
control
coupons
for
comparison
purposes
(Table
1
,
Sample
Group
F).
A
Yes Yes
3
B
Yes
No
3
C
Yes
No
3
D
Yes Yes
3
E
Yes
No
3
F
No
No
2
A
=
Pattern
down/cleaned
B
=
Pattern
down/not
cleaned
C=
Pattern
up/not
cleaned
D
=
Solder
paste/reflow/cleaned
E
=
Solder
paste/reflow/not
cleaned
F
=
Control
(precleaned,
unprocessed)
5.2.1
Positive,
permanent
and
noncontaminating
identifica¬
tion
of
test
specimens
is
of
paramount
importance.
(For
example,
a
vibrating
scribe.)
Permanent
ink
may
be
used
on
the
back
side
of
the
test
coupon
if
areas
beneath
conductors
are
avoided.
5.2.2
Visually
inspect
the
test
specimens
for
any
obvious
defects,
as
described
in
IPC-A-600.
If
there
is
any
doubt
about
the
overall
quality
of
any
test
specimen,
the
test
speci¬
men
should
be
discarded.
5.2.3
Clean
each
test
or
control
coupon
with
deionized
or
distilled
water
and
scrub
with
a
soft
bristle
brush
for
a
mini¬
mum
of
30
seconds.
Spray
rinse
thoroughly
with
deionized
or
distilled
water.
Rinse
the
cleaned
area
thoroughly
with
fresh
2-propanoL
An
alternative
cleaning
method
is
to
place
the
test
coupon
in
an
ionic
contamination
tester
containing
75%
2-propanol,
25%
deionized
water
and
process
the
solution
until
all
ionics
have
been
removed.
During
the
remainder
of
the
specimen
preparation,
handle
test
specimens
by
the
edges
only,
and
use
noncontaminating
rub¬
ber
gloves.
5.2.4
Dry
the
cleaned
boards
for
two
hours
at
50
[122
°F].
5.2.5
If
boards
are
to
be
stored
before
treatment,
place
the
boards
in
Kapak®
bags
or
other
contamination-free
contain¬
ers
(do
not
heat
seal)
in
a
desiccator.
5.3
Sample
Preparation
Flux
application
and
soldering.
5.3.1
Liquid
Flux
or
Flux
Extract
Coat
the
test
pattern
with
a
thin
coating
of
the
liquid
flux
or
flux
extract
under
test.
5.3.1.
1
Preheat
the
flux
coated
test
coupon
using
the
tem¬
perature
profile
recommended
by
the
vendor.
If
no
profile
is
available,
preheat
the
test
coupon
in
an
oven
set
at
a
tem¬
perature
such
that
the
test
coupon
reaches
a
temperature
of
140
[284
°F]
in
30
to
45
seconds.
5.3.1.
2
Immediately
expose
the
test
coupon
to
solder
by
floating
the
fluxed
comb
patterns
of
the
test
specimen
face
down
on
the
solder
pot
at
245-260
[473-500
°F]
for
4
±
1
seconds.
Be
sure
that
all
dross
is
removed
from
the
solder
pot
surface
just
before
contact
with
the
specimen.
5.3.1.
3
Alternatively,
the
specimen
can
be
wave
soldered
face
down
at
245-260
[473-500
°F]
and
a
conveyor
speed
with
a
contact
time
of
3
±
1
seconds.
5.3.1.
4
For
fluxes
to
be
tested
in
the
uncleaned
state,
a
second
set
of
test
patterns
shall
be
fluxed
and
floated
pattern
up
on
the
solder
pot
or
passed
pattern
up
over
the
solder
wave.
5.3.2
Solder
Paste
or
Paste
Flux
Stencil
print
the
solder
paste
or
paste
flux
onto
the
comb
pattern
using
a
0.15
mm
[0.00591
in]
(6
mil)
thick
stencil
(the
IPC-A-24
artwork
con¬
tains
the
stencil
design).
5.3.2.1
The
samples
shall
be
run
through
a
reflow
soldering
process
using
the
temperature
profile
recommended
by
the
vendor.
5.3.3
Cored
Wire
Using
a
clean
fine-tip
soldering
iron
apply
the
cored
wire
to
the
comb
patterns
being
careful
not
to
bridge
the
conductors.
The
iron
temperature
should
be
as
specified
by
the
cored
wire
vendor.
5.4
Cleaning
of
Samples
5.4.1
After
exposure
to
flux
and
solder,
samples
to
be
tested
in
an
uncleaned
state
shall
be
tested
as
outlined
in
5.5
through
5.6.1
.
5.4.2
After
exposure
to
flux
and
solder,
samples
to
be
tested
in
the
cleaned
state
shall
be
cleaned
using
one
of
the

IPC-TM-650
Page 3 of 4
Number
2.6.3.3
Subject
Surface
Insulation
Resistance,
Fluxes
Date
06/04
Revision
B
procedures
listed
below.
The
cleaning
parameters
shall
be
reported
in
the
Qualification
Test
Report
of
J
-STD-004.
5.4.2.
1
The
samples
to
be
cleaned
shall
be
cleaned
with
an
appropriate
environmentally
safe
solvent
or
aqueous
cleaning
medium.
The
use
of
a
commercial
in-line
or
batch
cleaner
is
preferred.
If
this
is
not
available,
the
following
laboratory
clean¬
ing
process
shall
be
followed.
5.4.2.2
Samples
shall
be
cleaned
within
30
minutes
or
less
after
soldering.
For
solvent
or
aqueous
detergent
cleaning,
three
2000
ml
beakers
each
containing
1000
ml
of
solvent
shall
be
used
such
that
one
beaker
serves
as
the
primary
cleaning
stage
and
the
other
two
are
used
for
rinsing
pur¬
poses.
Each
test
coupon
shall
be
agitated
in
each
beaker
for
one
minute.
In
the
case
of
aqueous
detergent,
one
beaker
shall
contain
the
cleaning
agent
and
the
remaining
beakers
shall
contain
deionized
water
for
rinsing
purposes.
Beaker
solutions
shall
be
used
to
clean
or
rinse
a
maximum
of
three
specimens
before
the
solutions
are
replaced.
After
the
clean¬
ing
procedure,
dry
the
samples
for
two
hours
at
50
[122
°F].
Following
cleaning
and
drying,
the
specimens
shall
be
tested
as
outlined
in
5.5
through
5.6.1
.
5.5
Preparation
of
Samples
for
Chamber
Visually
inspect
all
combs
and
discard
(or
replace,
if
possible)
any
combs
with
bridging
of
conductors
or
visible
(at
1
0-30X
with
backlighting)
metallic
debris
between
conductors.
Shield
the
comb
patterns
during
soldering
of
the
connection
points.
Use
water
white
rosin
to
solder
Teflon®-insulated
wires
to
the
con¬
nection
points
of
the
specimens.
Do
not
attempt
to
remove
the
flux
residues.
Connectors
may
be
used
in
lieu
of
soldering
wires
but
are
not
recommended.
In
the
event
of
a
dispute,
the
samples
with
soldered
wires
shall
be
used
as
a
referee.
5.5.1
Place
the
specimens
in
the
environmental
chamber
in
a
vertical
position
such
that
the
air
flow
is
parallel
to
the
direc¬
tion
of
the
board
in
the
chamber.
Set
the
chamber
tempera¬
ture
at
85
土
2
℃
[185
土
3.6
°F]
and
humidity
at
20%
RH
and
allow
the
oven
to
stabilize
at
this
temperature
for
three
hours.
Then
slowly
ramp
the
humidity
to
85
土
2%
over
a
minimum
1
5
minute
period.
Allow
the
specimens
to
come
to
equilibrium
for
at
least
one
hour
before
applying
the
bias
voltage
to
begin
the
test.
If
a
salt
solution
and
desiccator
are
used
for
humidity,
specimens
shall
be
held
for
24
hours
before
beginning
the
test.
5.5.2
Connect
the
45-50v
DC
voltage
source
to
the
speci¬
men
test
points
to
apply
the
bias
voltage
to
all
specimens.
Place
a
1
MQ
current
limiting
resistor
in
series
with
each
test
point.
5.6
Measurements
Measurements
shall
be
made
with
test
specimens
in
the
chamber
under
the
test
conditions
of
tem¬
perature
and
humidity
at
24,
96
and
168
hours.
To
take
these
measurements,
the
45
-
50v
DC
bias
voltage
source
must
be
removed
from
the
test
specimen
and
a
test
voltage
of
-100v
DC
shall
be
applied.
(Test
voltage
polarity
is
opposite
the
bias
polarity.)
5.7
Evaluation
5.7.1
Each
comb
pattern
on
each
test
specimen
shall
be
evaluated
by
the
insulation
resistance
values
obtained
at
96
and
1
68
hours.
If
the
control
coupon
readings
are
less
than
1
000
megohms,
a
new
set
of
test
coupons
shall
be
obtained
and
the
entire
test
repeated.
The
reading
at
24
hours
may
fall
below
the
required
value
provided
that
it
recovers
by
96
hours.
5.7.2
Any
reason
for
deleting
values
(scratches,
condensa¬
tion,
bridged
conductors,
outlying
points,
etc.)
must
be
noted.
Deletion
of
results
for
more
than
two
combs
shall
require
the
test
to
be
repeated.
5.7.3
All
specimens
shall
also
be
examined
under
a
10x
to
30x
microscope
using
backlighting
within
24
hours
of
com¬
pleting
the
testing.
If
the
coupons
are
to
be
held
longer,
they
shall
be
placed
in
Kapak®
or
other
noncontaminating
con¬
tainer
and
stored
in
a
desiccator.
All
samples
must
be
evalu¬
ated
within
seven
days.
If
dendritic
growth
is
observed,
it
shall
be
determined
if
the
dendrite
spans
25%
or
more
of
the
origi¬
nal
spacing.
This
latter
condition
will
constitute
a
failure.
It
should
be
determined
whether
dendritic
growth
is
due
to
con¬
densation
from
the
chamber
(see
6.1).
Visible
discoloration,
corrosion,
or
dendritic
growth
shall
be
reported.
6
Notes
6.1
If
condensation
occurs
on
the
test
specimens
in
the
environmental
chamber
while
the
samples
are
under
voltage,
dendritic
growth
will
occur.
This
can
be
caused
by
a
lack
of
sufficient
control
of
the
humidification
of
the
chamber.
Water
spotting
may
also
be
observed
in
some
chambers
where
the
air
flow
is
from
back
to
front.
In
this
case,
water
condensation
on
the
cooler
chamber
window
can
be
blown
around
the
chamber
as
microdroplets
that
deposit
on
test
specimens
and
cause
dendritic
growth
if
the
spots
bridge
the
distance