RX-7,RX-7R_InstructionManual_Rev18_C.pdf - 第122页
第 4 章 操作篇 4- 3. 生产 30 [ 安排 : AT C 交换 ] 对话框 安排 工序时出现吸嘴不足的情 况下,将显示 [ 安排: ATC 交换 ] 对话框。 记号 名称 说明 (a) 吸嘴列表 列 表显示左右 单元 在切换生产程序后所需的 吸嘴个数。 按吸嘴不足数量 从多到少的顺序(数量相同 时按 ID 从小到大的顺序) 显示。 个数不足的吸嘴 将以橙底黑字显示。 (b) 详细功能 在中途取消安排 的一系列处理,切换为 …
第 4 章 操作篇
4-3. 生产
29
4
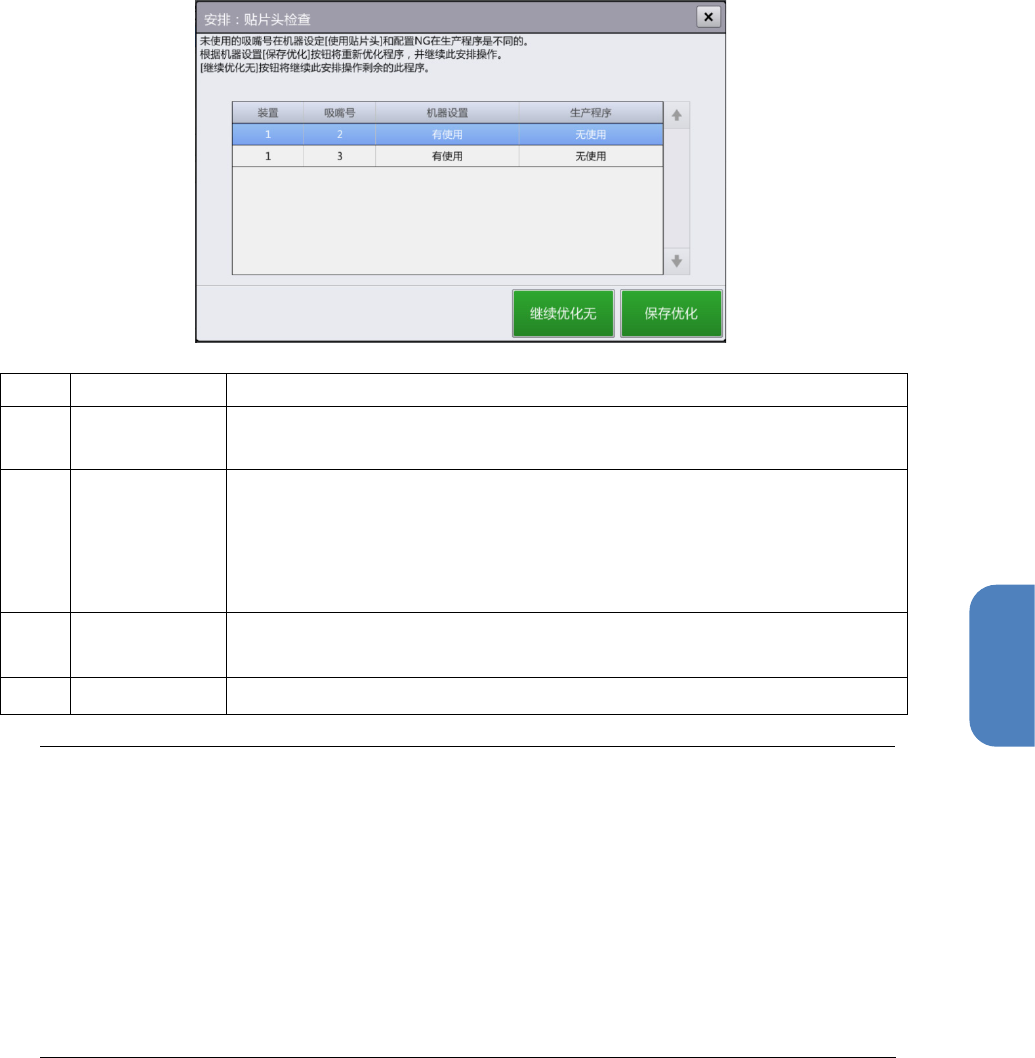
另一方面,在生产程序中吸嘴号被设定为配置 NG 状态下,如果在机器设置中使用的贴片头未被设定
为 OFF,则有可能清除生产程序的配置 NG 条件,通过优化提高装置的性能。这时,可不进行优化,
直接按原来的条件继续生产。
标记
名称
说明
(a)
吸嘴号列表
列表显示机器设置与生产程序中,将对象吸嘴号设定为使用,还是设定为不
使用。
(b)
保存优化
按照机器设置中设定的使用贴片头的设定优化生产程序,更新生产程序(覆
盖保存)。使用更新的程序直接继续安排。
优化的台架上的供应部的分布为固定的。
用户级别为[SUPERVISOR]、或[MAINTENANCE]时可使用此项。
(c)
继续优化无
(直接继续)
不更新生产程序,直接继续原来的安排。
(d)
取消
取消安排作业。
Tips
按[保存优化]按钮实施优化时,由于台架上的供应部的分布是在固定状态下进行优化,因此
元件的安放位置不会变更。
如果将固定吸嘴设定为使用作为生产程序的优化条件时,[保存优化]按钮不会使用装置的最
新的固定吸嘴设定,而是根据原来的生产程序中指定的固定
ATC
上的配置信息优化,提供接
近原生产程序吸嘴分布的优化结果。
使用最新的固定吸嘴信息进行优化时,请按照
[
编辑生产程序
] – [
优化
]
画面执行优化。
如果在使用的贴片头中设定了多个
OFF
的吸嘴号时,有时会由于在生产程序中配置不过来要
使用的吸嘴等原因而导致优化失败。这时,请在编辑生产程序
-
吸嘴分布画面中,设定配置
NG
,
实施优化。
第 4 章 操作篇
4-3. 生产
30
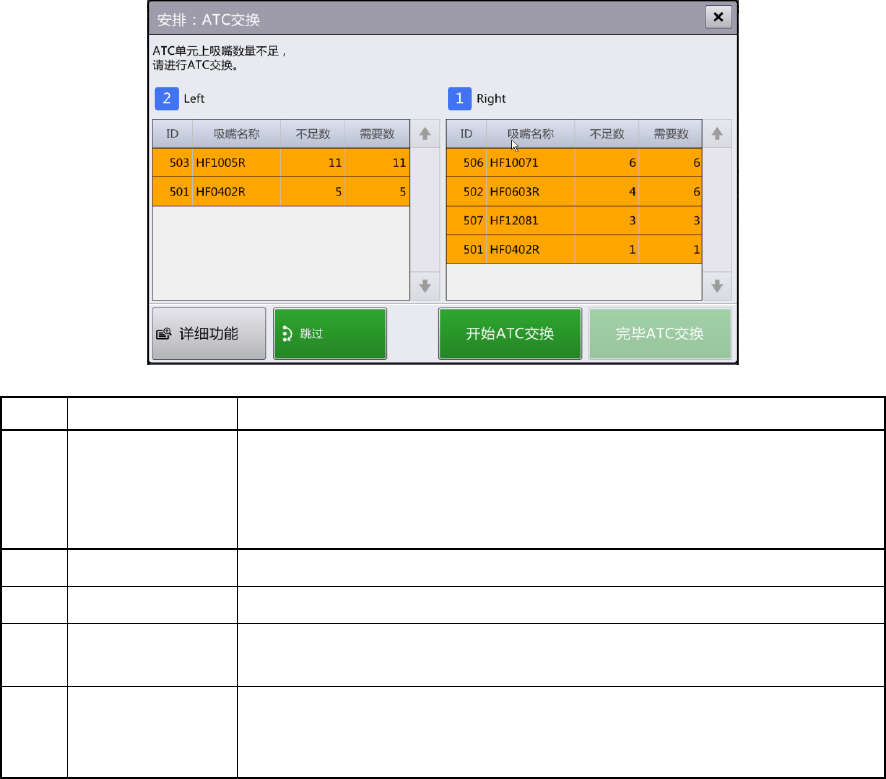
[安排:ATC 交换]对话框
安排工序时出现吸嘴不足的情况下,将显示[安排:ATC 交换]对话框。
记号
名称
说明
(a)
吸嘴列表 列表显示左右单元在切换生产程序后所需的吸嘴个数。
按吸嘴不足数量从多到少的顺序(数量相同时按 ID 从小到大的顺序)
显示。
个数不足的吸嘴将以橙底黑字显示。
(b)
详细功能
在中途取消安排的一系列处理,切换为
[
支援吸嘴设置
]
画面的显示。
(c)
跳过 跳过 ATC 更换处理,关闭对话框,进入下一安排工序。
(d)
开始
ATC
交换
为了更换对象单元的
ATC
,先进行准备动作,降下左右的一次性更换台
车,解除安全盖(罩)的锁定。
(e)
完毕 ATC 交换
对更换过的 ATC 操作结束,关闭对话框,再次确认吸嘴的过多或过
少。
如果没有问题,则进入下一安排工序。
第 4 章 操作篇
4-3. 生产
31
4
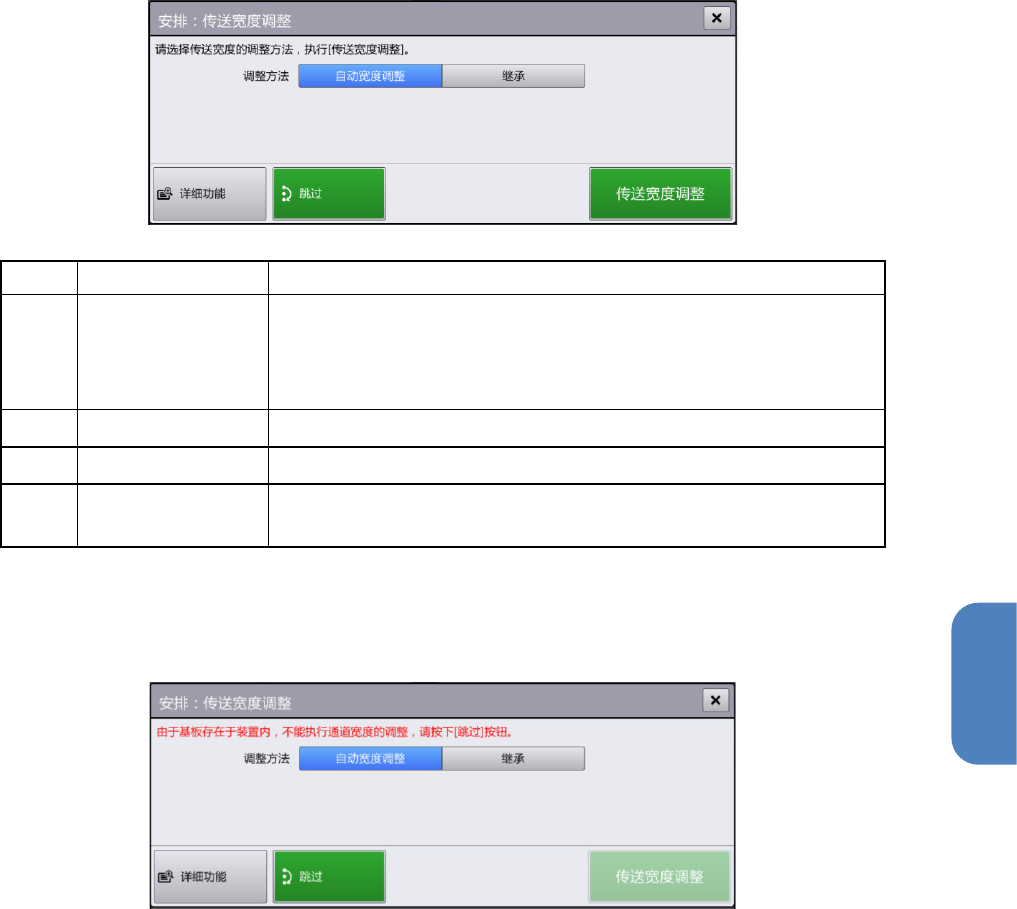
[安排:传送宽度调整]对话框
安排工序时如果调整传送宽度,将显示[安排:传送宽度调整]对话框。
记号
名称
说明
(a)
调整方法 选择传送宽度的调整方法。
•
自动宽度调整:根据生产程序的基板
Y
尺寸,自动调整传送宽
度。
•
继承:将对象通道的宽度恢复为安排前的位置。
(b)
详细功能
中止调整传送宽度,切换到
[
基板传送
]
画面。
(c)
跳过
关闭对话框,跳过调整传送宽度。
(d)
传送宽度调整
将进行生产程序切换的对象通道之基准轨道位置恢复为安排前的位
置,调整传送宽度。
在装置内的通道上残留有基板的状态下,不能执行[传送宽度调整]。将显示如下错误提示,触摸跳
过按钮,跳过本工序。