RX-7,RX-7R_InstructionManual_Rev18_C.pdf - 第155页
第 4 章 操作篇 4- 3. 生产 63 4 指定重新开始步骤 要对因某种原因 生产被中断的装置从中取出 的基板实施 指定 的步骤以后的贴片,使基 板完成时,要按照以 下步骤设定重新 开始步骤。 (1) 将重新进行生产 的基板,在上一次生产被 中断 的生产站点 中进行定位。 在自动生产停止 中,通过 [ 手动控制 ] – [ 传 送控制 ] 画面指定生产站 点搬入基板。 (2) 确认要 指定 的重新开始步骤 在 [ 生产补助 ] – …
第 4 章 操作篇
4-3. 生产
62
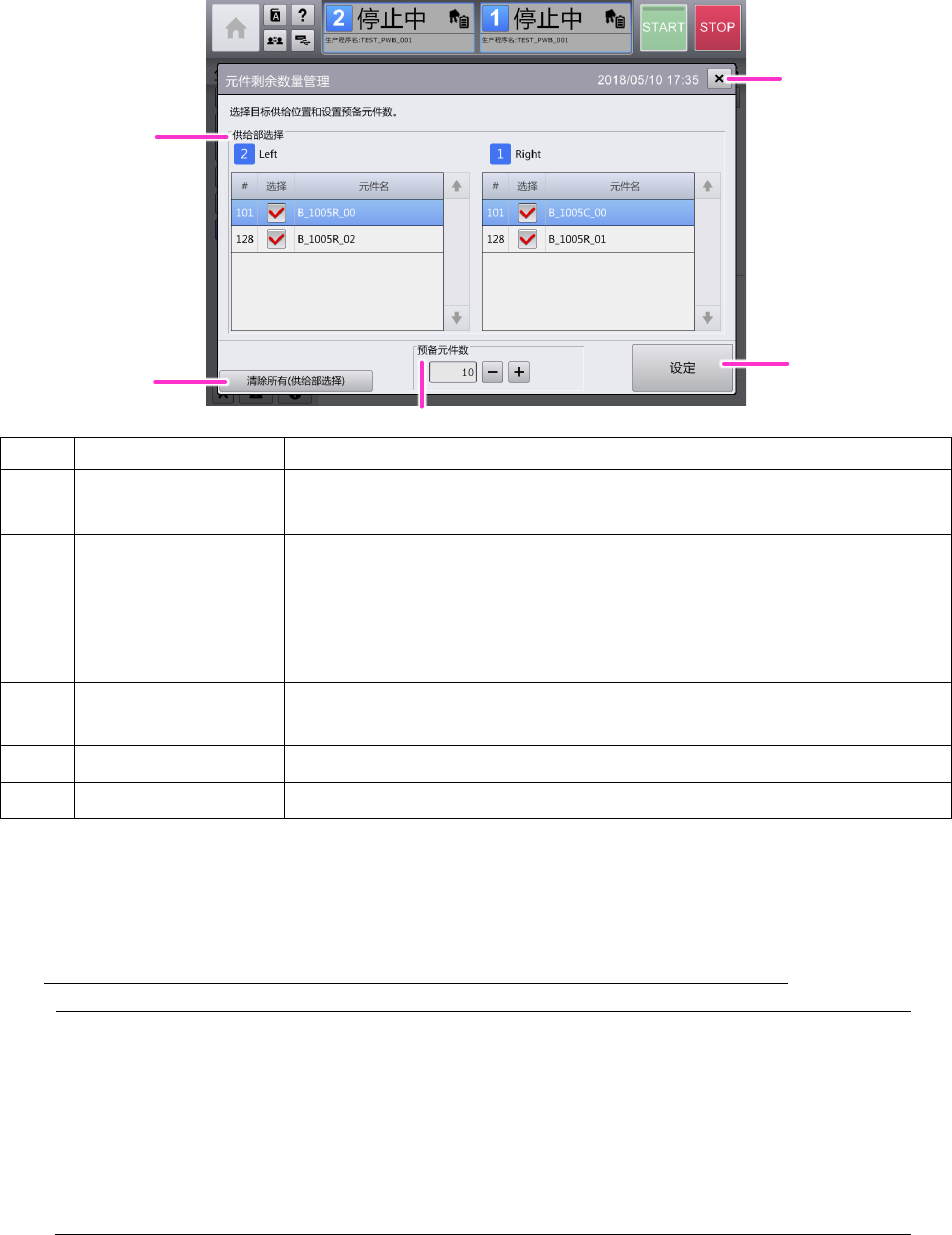
[元件剩余数量管理] 对话框
标记
名称
说明
(a)
供给部选择一览表
元件剩余数量管理的判定对象的供给部进行选择。
默认值为选择了全部供给部的状态。
(b)
预备元件数 输入元件剩余数量管理功能所使用的预备元件数。
本设定对全部供给部均为共通的设定值。
[+]按钮:正计数
[-]按钮:倒计数
输入范围:0~10000(默认值:10)
(c)
清除所有 (供给部选
择)按钮
将供给部选择一览列表的选择状态全部清除(将勾选设为 OFF)。
(d)
设定按钮
向选择的供给部反映预备元件数,关闭对话框。
(e)
[×]按钮 删除选择的供给部和预备元件数,关闭对话框。
元件剩余数量管理功能制止自动生产的条件
元件剩余数量管理功能制止 (停止) 自动生产,其判定条件如下所示。
<制止自动生产的条件>
对象供给部的元件剩余数量 < (完成基板所需的元件数(1 片基板的量) + 预备元件数
)
注意
元件剩余数量管理功能制止生产,是基于元件剩余数量实施的,因此使用本功能时需要正确设
定元件的剩余数量。
根据跳过设定,非贴片对象的元件,不含在「完成基板所需的元件数」内。
元件剩余数量管理功能对生产的制止,仅在
[
运转模式
]
为
[
通常
]
的情况下有效。
元件剩余数量管理功能对生产的制止,仅对自动生产有效。
[
元件贴片确认
]
为
[
贴片
]
时不予对
应。
e
d
b
c
a
第 4 章 操作篇
4-3. 生产
63
4
指定重新开始步骤
要对因某种原因生产被中断的装置从中取出的基板实施指定的步骤以后的贴片,使基板完成时,要按照以
下步骤设定重新开始步骤。
(1) 将重新进行生产的基板,在上一次生产被中断的生产站点中进行定位。
在自动生产停止中,通过[手动控制] – [传送控制] 画面指定生产站点搬入基板。
(2) 确认要指定的重新开始步骤
在[生产补助] – [元件贴片确认] 画面中确认要进行重新生产的基板尚未贴片的步骤。
在[元件贴片确认] 画面中触摸 [连续] 按钮,贴片头将连续移动到贴片位置,可确认元件的有无。进
行确认直至最终步骤,将直至最终步骤为止连续的所有未贴片的区间的开头步骤作为重新开始步骤。
注意
当生产中发生未吸取错误或元件识别错误等情况下,在形成连续未贴片之前的步骤中,有可能
存在部分未贴片的步骤。如果存在部分未贴片的步骤时,请在
[
元件贴片确认
]
画面中执行贴片
按钮,以
1
个步骤为单位进行贴片。
(3) 设定重新开始步骤进行生产。
在[生产条件] 画面中,将运转模式设定为 [正常] ,按照通常条件选择要进行生产的对象站点,设定
在(2)中确认的重新开始步骤。然后,按[START]按钮开始生产。
指定长尺寸基板模式为 ON 时的重新开始步骤
长尺寸基板模式为 ON 时,重新开始步骤要按照通道为单位设定。
可在对象的通道中设定贴片范围内的步骤号。设定的重新开始步骤号,将根据在装置的上游侧、或下
游侧的任何一个站点中是否存在要贴片的步骤号进行以下的动作。
• 在上游侧的站点设定了要贴片的步骤时:
上游侧的站点:对重新开始步骤中指定的步骤号~最终步骤进行贴片
下游侧的站点:对所有贴片点进行贴片
• 在下游侧的站点设定了要贴片的步骤时:
上游侧的站点:不进行贴片
下游侧的站点:对重新开始步骤中指定的步骤号~最终步骤进行贴片
第 4 章 操作篇
4-3. 生产
64
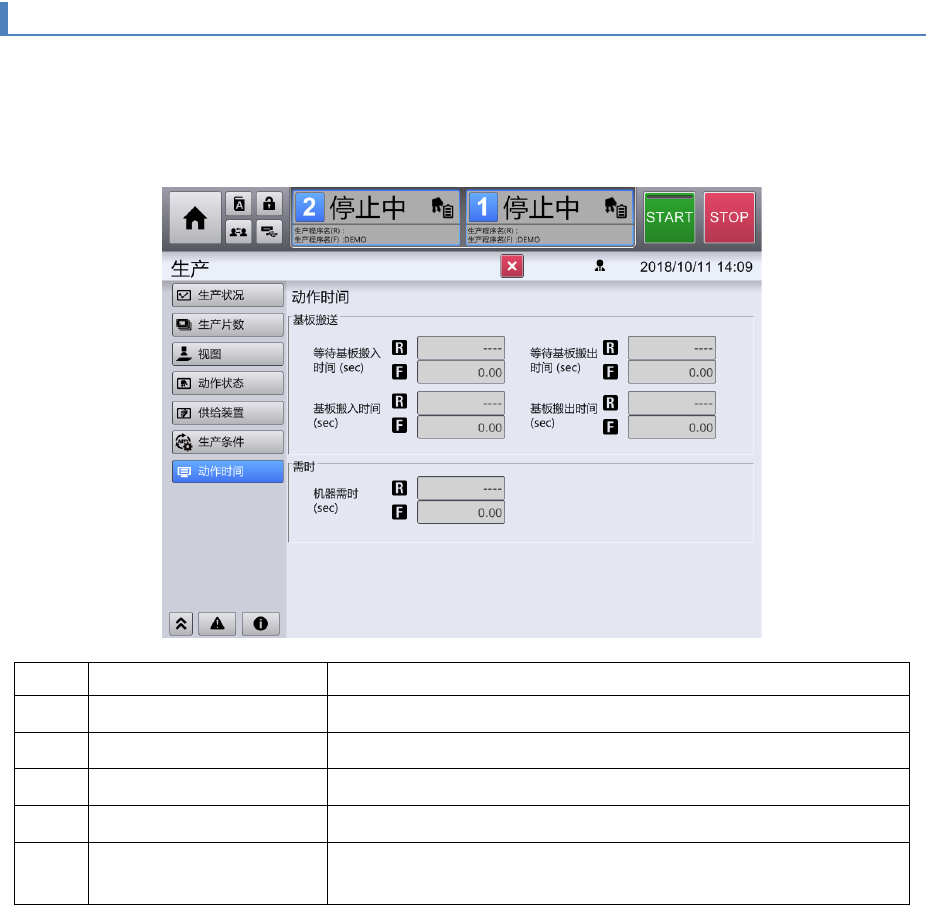
4-3-9. 动作时间
在[动作时间]画面,可以确认生产中的搬送时间、等待搬送时间、机器需时。
在[生产]画面的子菜单面板,点击[动作时间]即可显示。
在未执行生产程序准备的通道,显示「----」。
标记
名称
说明
(a)
等待基板搬入时间 (sec) 分通道显示上游侧单元基板搬入的等待时间。
(b)
基板搬入时间
(sec)
分通道显示上游侧单元执行基板搬入动作的时间。
(c)
等待基板搬出时间
(sec)
分通道显示下游侧单元基板搬出的等待时间。
(d)
基板搬出时间 (sec) 分通道显示下游侧单元执行基板搬出动作的时间。
(e)
机器需时 (sec)
分通道显示从上游侧单元决定基板位置,到下游侧单元解除决定
的基板位置所要的时间。