RX-7,RX-7R_InstructionManual_Rev18_C.pdf - 第584页
第 4 章 操作篇 4- 17. 机器设置 492 R eady Out 的 OFF 时间 Read y Ou t 信号的 OFF 时间从以下选择。 「 IN 传 感器 OFF - > ON 」: IN 传 感器从 OFF 变为 ON 时, R eady O ut 信号置为 OFF 。 「 IN 传 感器 ON - > OFF 」: IN 传感器从 ON 变为 OFF 时, Ready Out 信号置为 OFF 。 「 …
第 4 章 操作篇
4-17. 机器设置
491
4
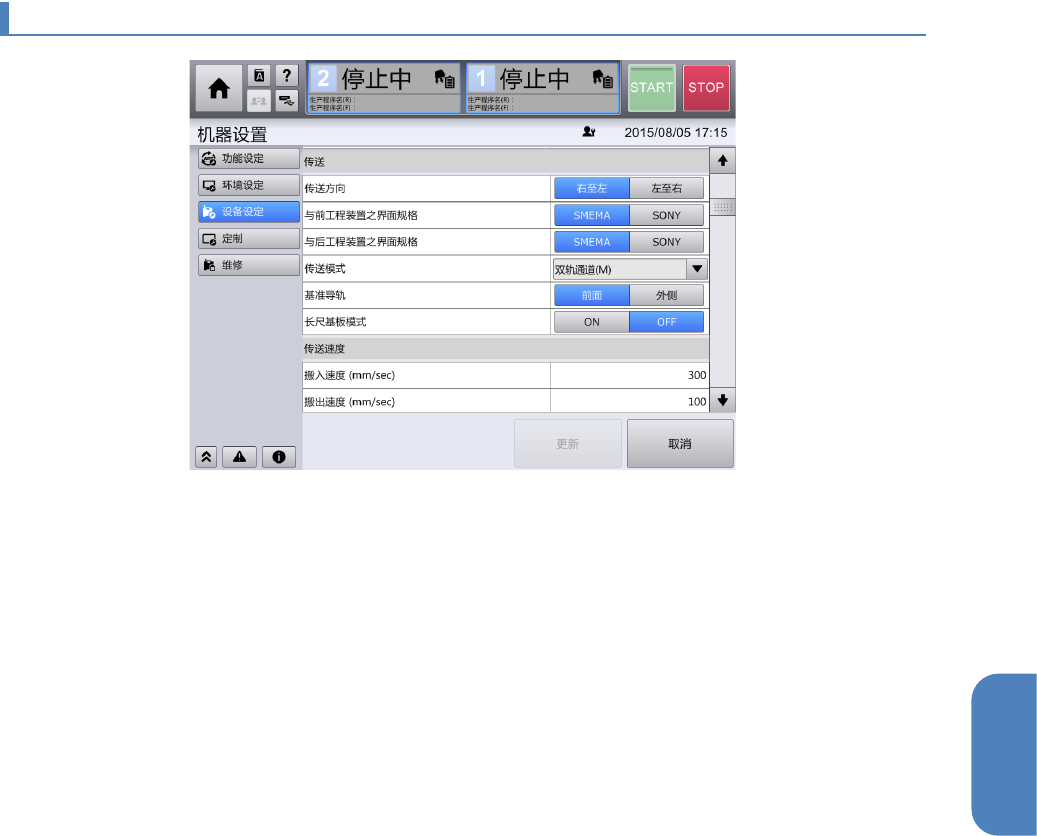
4-17-37. 传送
传送方向
从以下选项中选择基板的传送方向。如果附带基板停止器,必须变更机械。
「右至左」:从装置前面观察,从右侧搬入基板,向左侧搬出。
「左至右」:从装置前面观察,从左侧搬入基板,向右侧搬出。
(初始值: 左至右(在制造工程中选择)) 。
与前工程装置之界面规格
选择上游装置与 RX-7 有关基板传送的接口规格。
「SMEMA」:SMEMA 格式
「标准规格」:标准规格格式
(初始值: 标准规格(在制造工程中选择)) 。
与后工程装置之界面规格
选择下游装置与 RX-7 有关基板传送的接口规格。
「SMEMA」:SMEMA 格式
「标准规格」:标准规格格式
(初始值: 标准规格(在制造工程中选择)) 。
第 4 章 操作篇
4-17. 机器设置
492
Ready Out 的 OFF 时间
Ready Out 信号的 OFF 时间从以下选择。
「IN 传感器 OFF -> ON」:IN 传感器从 OFF 变为 ON 时,Ready Out 信号置为 OFF。
「IN 传感器 ON -> OFF」:IN 传感器从 ON 变为 OFF 时,Ready Out 信号置为 OFF。
「IN 传感器 ON -> OFF -> 计时器」:IN 传感器从 ON 变为 OFF 后,在计时器设定的等待时间后将
Ready Out 信号置为 OFF。
(初始值:(在制造工程选择))
计时器(msec)
在[Ready Out 的 OFF 时]处设定为「IN 传感器 ON -> OFF -> 计时器」时,设定等待时间。
(初始值:(在制造工程选择))
传送模式
※在只有前侧通道的单通道传送规格装置,不显示此项目
设定传送通道模式。
「双轨通道(M)」: 使用默认的 M 尺寸(基板 Y 尺寸为 Max250mm)的支撑台进行生产。
「双轨通道(S)」: 使用 S 尺寸(基板Y尺寸为Max150mm)的支撑台,将后侧通道贴近前侧的
极限实现高速生产。
「单轨通道」: 切换为使用 L 尺寸的支撑台,处理大型基板的单通道模式。
(初始值: 双轨通道(M)) 。
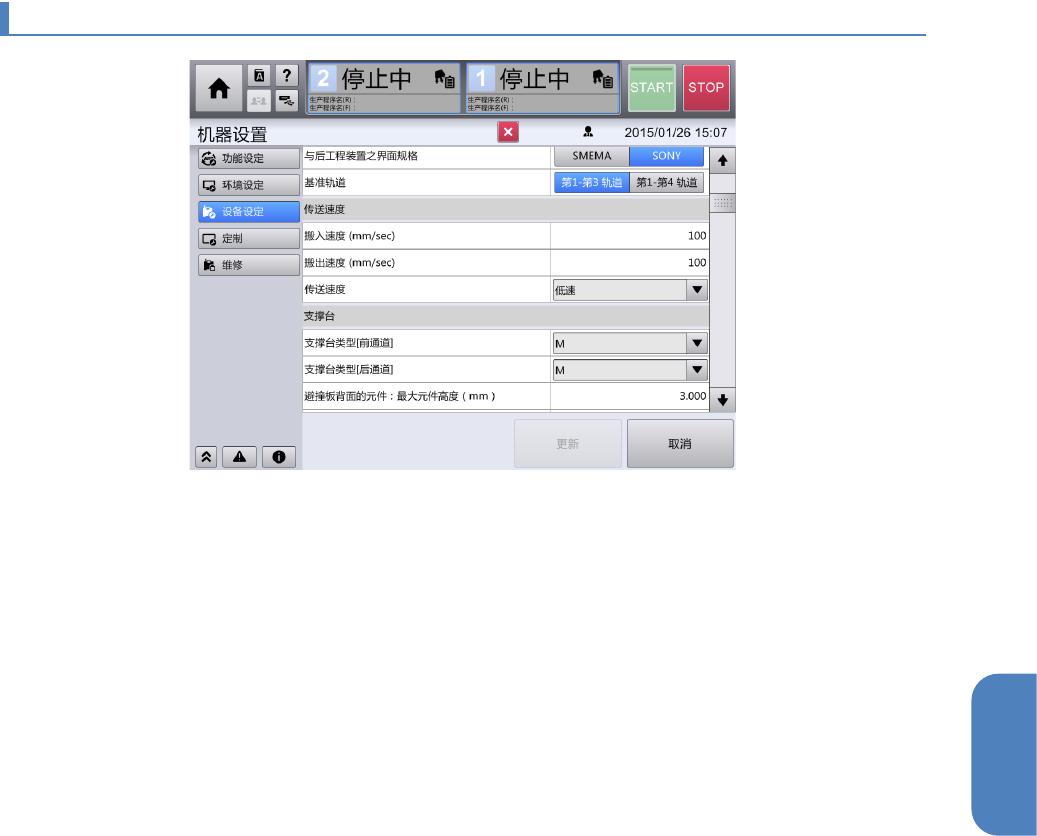
基准轨道
※在只有前侧通道的单通道传送规格装置,不显示此项目
选择双通道的基准轨道的位置。
前侧通道始终是以第 1 通道为基准。
后侧通道可从第 3 通道或第 4 通道中选择基准轨道。
基板的尺寸变更后,要在基准轨道固定位置的状态下,移动非基准轨道的轨道位置进行宽度调整。
如果要变更基准轨道的设定时,必须进行机械变更。
「前面(第 1-第 3)」:后侧通道以第 3 轨道为基准
「外侧(第 1-第 4)」:后侧通道以第 4 轨道为基准
第 1-第 4 为传送通道的基准轨道,是必须进行工事的项目。
由于此类不可能的相关组合在生产中不能运用,因此按「更新」按钮更新时,会发生错误。
(初始值: 前面(第 1-第 3)(在制造工程中选择)) 。
长尺基板模式
指定为 ON 时,切换为可生产基板宽度最大 510mm 的长尺寸基板的长尺基板模式。
(初始值: OFF) 。
第 4 章 操作篇
4-17. 机器设置
493
4
4-17-38. 传送速度
搬入速度 (mm/sec)
指定将基板从上游工程的装置搬入本装置时的基板传送速度。
需要配合上游工程装置的搬出速度。
(数值范围为 17~440)。(初始值: 100) 。
搬出速度 (mm/sec)
指定将基板从本装置搬出到下游工程装置时的基板传送速度。
需要配合下游工程装置的搬入速度。
(数值范围为 17~440)。(初始值: 100)。
传送速度
从以下 4 种模式中选择基板被搬入装置内直至开始搬出时在装置内基板的传送速度。
「超高速」:默认以 400 (mm/sec)传送
「高速」 :默认以 300 (mm/sec)传送
「中速」 :默认以 200 (mm/sec)传送
「低速」 :默认以 100 (mm/sec)传送。
(初始值: 低速)。