RX-7,RX-7R_InstructionManual_Rev18_C.pdf - 第636页
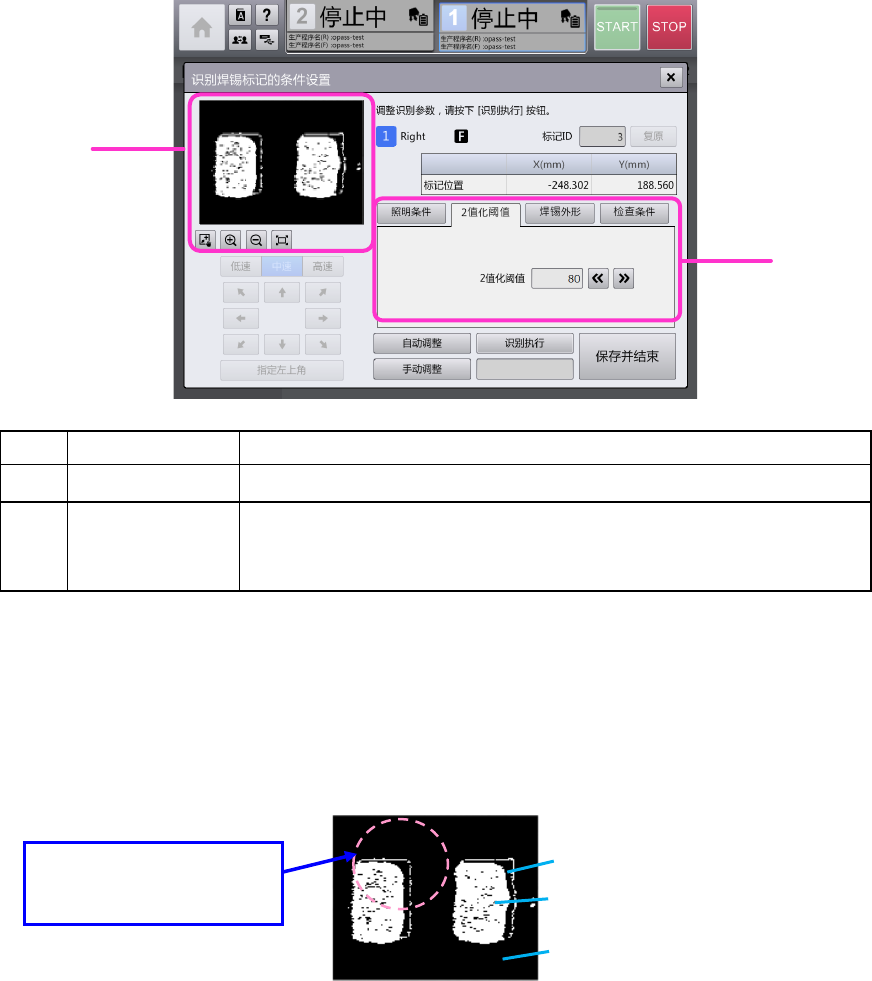
第 4 章 操作篇 4- 18. 识别镀锡印刷补偿贴片位置功 能(选购项) 544 2 值化阈值 记号 名称 说明 (a) OCC 监视器 显示 设定的 2 值化阈值下的 摄像 图像。 (b) 2 值化阈值 对焊锡识别的 以下 参数进行 调整 。 • 2 值化阈值 : 在 0 ~ 255 的范围内调整 焊锡识别 图像 的 2 值化阈 值。 一边观察 O CC 监视 器,一边调整 2 值化 阈值,仅使焊锡的部分明亮可 见。 ※ 可使用…
第 4 章 操作篇
4-18. 识别镀锡印刷补偿贴片位置功能(选购项)
543
4
请一边观察 OCC 监视器,一边调整 [同轴照明]、[斜照明]、[对比度图案] 的各参数,使焊锡印刷与基
板具有较好的对比度。
在编辑框中直接输入数值,或选择编辑框右侧的按钮对各参数进行变更。
同轴照明主要影响基板上的垫片(焊盘 Pad)或阻焊部分的亮度,斜照明主要影响焊锡的亮度。
・焊锡印刷识别会将类似基板的电极图案那样的亮度高的部分变换为亮度 0。
因此,要对同轴照明及斜照明的参数进行调整,使看起来电极垫片(焊盘 Pad)部分成为最高的亮
度,焊锡为中等亮度,其他的部分较暗。
・由于焊锡印刷的表面的凹凸等,有时 2 值化阈值调整时或识别时在焊锡印刷的内部存在黑色斑
点状(亮度 0)的部分,要将照明设定为比设定的值更弱的值。
・对比度图案是使摄像机的敏感度变化的参数。如果照明的调整没有改善,要选择使得焊锡印刷
与基板的对比度良好的编号。
继续示教,在[焊锡识别的条件设置] 画面中使用自动调整功能,可自动设定参数。
调整完成后,请选择[2 值化阈值] 选项卡。调整值即会更新,并进入下一工程。
・识别图像的示例
太亮 良好 太暗
第 4 章 操作篇
4-18. 识别镀锡印刷补偿贴片位置功能(选购项)
544
2 值化阈值
记号
名称
说明
(a)
OCC
监视器
显示设定的
2
值化阈值下的摄像图像。
(b)
2 值化阈值
对焊锡识别的以下参数进行调整。
•
2
值化阈值:
在
0
~
255
的范围内调整焊锡识别图像的
2
值化阈
值。
一边观察 OCC 监视器,一边调整 2 值化阈值,仅使焊锡的部分明亮可见。
※可使用自动调整功能自动设定参数。
在编辑框中直接输入数值,或选择编辑框右侧的按钮调整 2 值化阈值,仅使 OCC 监视器中显示的焊
锡明亮可见。
* 如下图所示的电极垫片(焊盘 Pad)的轮廓线,大约 1 个像素的焊锡以外的光泽不会影响识别。
继续示教,在[焊锡识别的条件设置] 画面中也可使用自动调整功能自动设定参数。
如果阈值的调整较困难,可通过选择[照明调整] 选项卡返回照明调整画面,重新调整照明。调整结束
后,请选择[焊锡外形] 选项卡。调整值即会更新,进入下一工程。
a
b
焊锡
电极垫片(焊盘 Pad)
基板阻焊部分
如果轮廓线的宽度约为 1
个像素,不会影响识别。
第 4 章 操作篇
4-18. 识别镀锡印刷补偿贴片位置功能(选购项)
545
4
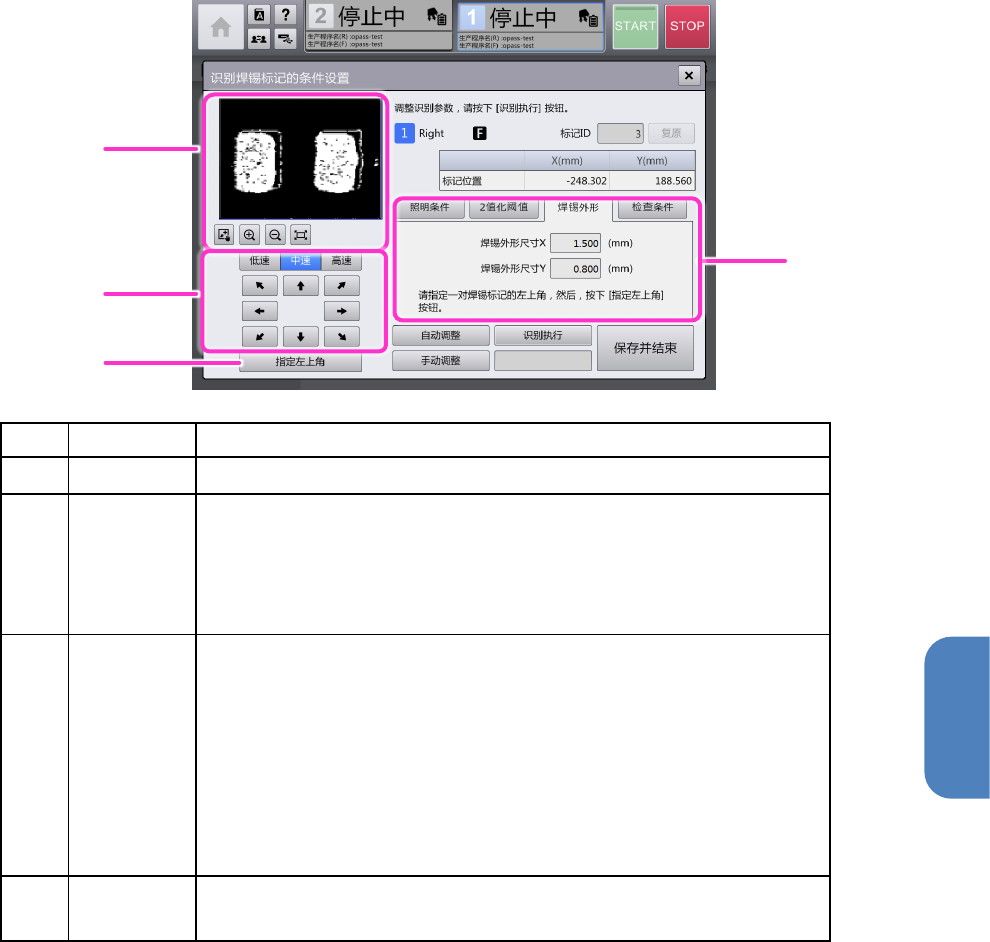
焊锡外形
记号
名称
说明
(a)
OCC
监视器
显示摄像图像及焊锡外形领域。
(b)
焊锡外形
调整识别焊锡的以下参数。
•
焊锡外形尺寸
X
:在
0.001
~
8.000
范围内调整
1
组焊锡外形的横
方向尺寸。
•
焊锡外形尺寸
Y
:
在
0.001
~
8.000
范围内调整
1
组焊锡外形的
纵方向尺寸。
(c)
微调整按钮
进行焊锡外形领域的设定,按照以下步骤将光标向焊锡外形的左上角
(第 1 点)以及右下角(第 2 点)移动并进行设定。
要使光标按照预先设定的焊锡外形尺寸 XY 尺寸的四角外框线描绘。
①进行微移动,使左上角(第 1 点)与外框线的左上角一致。
②触摸指定左上角按钮确定位置。
③进行微移动,使右下角(第 2 点)与外框线的右下角一致
(在左上角固定的状态下移动外框线的右下角位置)
④触摸指定右下角按钮确定尺寸。
(d)
指定左上角
指定右下角
在上述微调整按钮的操作过程中,确定焊锡外形尺寸的左上角位置、
以及右下角位置。
a
b
c
d