机器设置与安装.pdf - 第62页
MSR 服务手册 4.6 搬送 作业部 4.6-3 D14SCC- W 4-200-A0 4.6.3 基板检测的调整 基板检测的调 整 基板检测的调 整 基板检测的调 整 相关 Unit No. 1046748200 AD1 基板 检测 的 调 整 = 准备 准备 准备 准备 = 1. 0.4mm 厚基板 2. 0.5mm 厚基板 ► 基板检测的调整 基板检测的调整 基板检测的调整 基板检测的调整 1. 打开电源,进行返回原 点。 2.…
MSR
服务手册
4.6 搬送作业部
D14SCC-W4-200-A0 4.6-2
4.6.2 XY工作台可动导轨平行度的调整
工作台可动导轨平行度的调整工作台可动导轨平行度的调整
工作台可动导轨平行度的调整
相关 Unit No.
1046748200AD1
XY
工作台可动导轨
平行度的调整
4.6.1 XY
工作台固定导
轨平行度的调整
=准备
准备准备
准备=
1. 百分表
2. 磁性表架
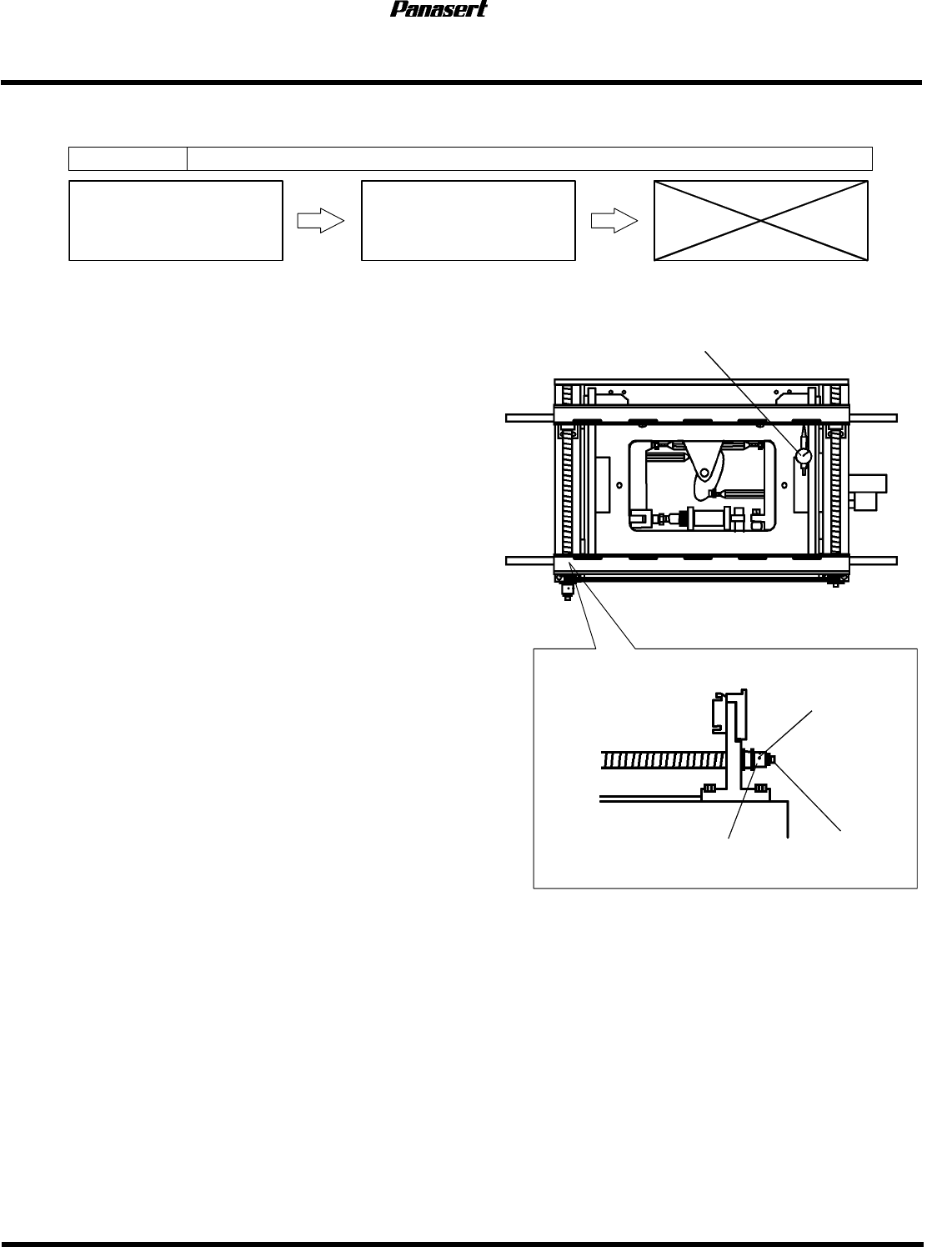
►XY工作台可动导轨平行度的调整
工作台可动导轨平行度的调整工作台可动导轨平行度的调整
工作台可动导轨平行度的调整
1. 打开电源,进行返回原点。
2. 将副操作盘的“XY TABLE MOUNT POS MOVE”
(XY工作台贴装高度位置的移动)置于ON。
=确认
确认确认
确认=
请确认XY工作台比原点位置略有上升。
3. 将磁性表架装设于上部框架,将百分表表针置于
可动导轨侧面的E处。
4. 将百分表置零(基准)。
5. 检查EH间的平行度。
=规格值
规格值规格值
规格值=
平行度:0.2mm以内P
6. 在规格值之外时,旋松螺栓和固定螺钉。
7. 牢固固定同步皮带轮同时转动左螺旋丝杠进行调整。
8. 旋紧固定螺钉。
9. 旋紧螺栓。
10. 再次检查平行度。
11. 手动操作可动导轨确认其动作顺畅。
百分表
可
动导轨
固定
导轨
( XY
工作台
)
A
B C
D
E
F G
H
螺栓
固定螺
钉
同步皮带轮
左螺旋
丝
杠
MSR
服务手册
4.6 搬送作业部
4.6-3 D14SCC-W4-200-A0
4.6.3 基板检测的调整
基板检测的调整基板检测的调整
基板检测的调整
相关 Unit No.
1046748200AD1
基板检测的调整
=准备
准备准备
准备=
1. 0.4mm厚基板
2. 0.5mm
厚基板
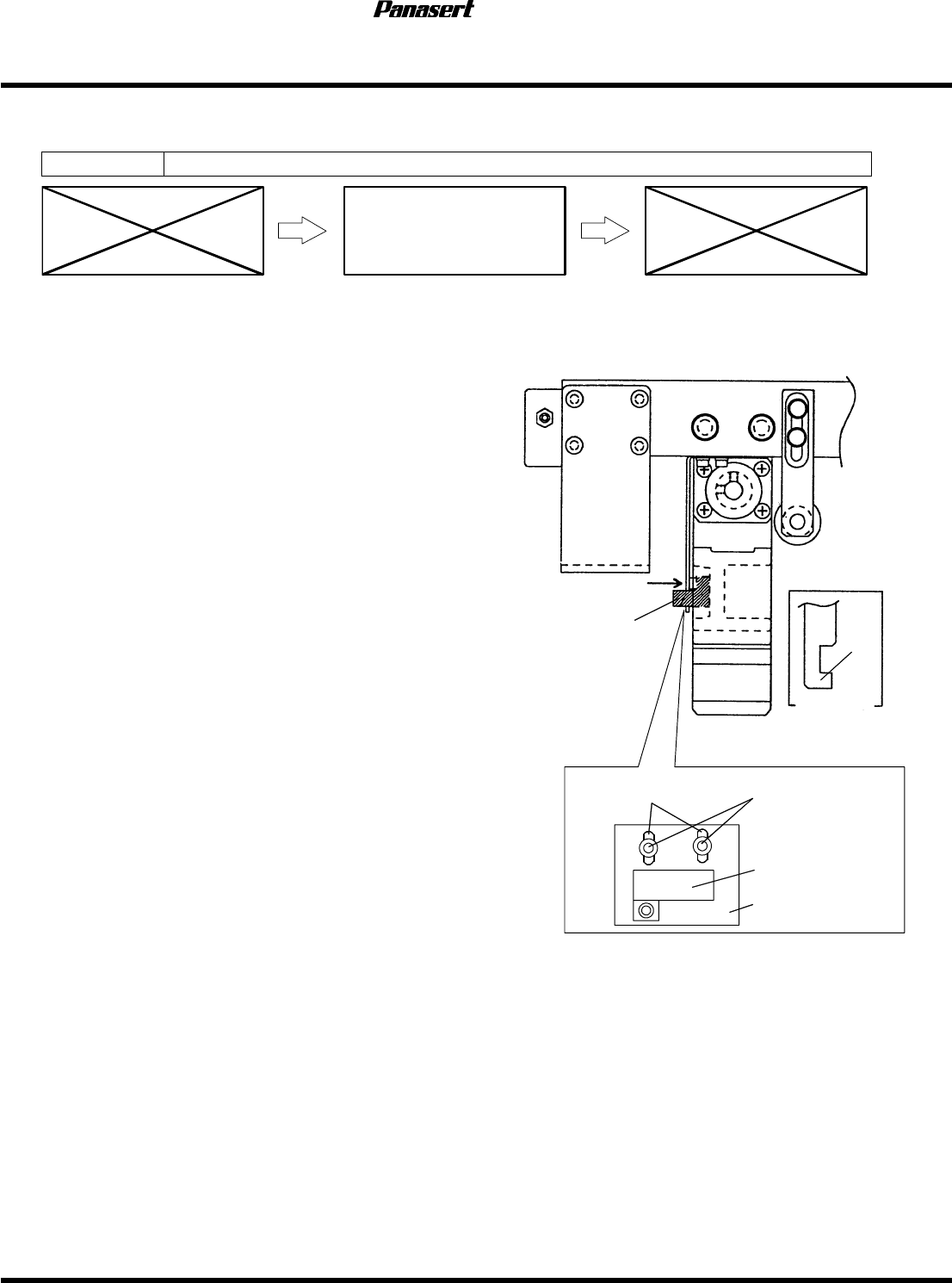
►基板检测的调整
基板检测的调整基板检测的调整
基板检测的调整
1.
打开电源,进行返回原点。
2.
将副操作盘的“XY TABLE LOADER POS MOVE”
(XY工作台搬送高度位置移动)置于ON。
=确认
确认确认
确认=
请确认XY工作台的上升。
3.
将0.5mm厚的基板设置于XY工作台。
4.
将副操作盘的“XY TABLE MOUNT POS MOVE”
(XY工作台贴装高度位置移动)置于ON。
5.
确认基板检测传感器的LED熄灯。
6.
若为点灯,旋松传感器托架螺栓(2根)进行调整。
7.
旋紧传感器托架螺栓。
8.
将副操作盘的“XY TABLE LOADER POS MOVE”
(XY工作台搬送高度位置移动)置于ON。
9.
将0.5mm厚基板从XY工作台卸下,安装0.4mm厚基板。
10.
将副操作盘的“XY TABLE MOUNT POS MOVE”
(XY工作台贴装高度位置移动)置于ON。
11.
确认基板检测传感器的LED点灯。
12.
若未点灯,从头重新操作。
基板检测传感器
A
A
放大视图
挡
片
传
感器托架螺栓
长
孔
传
感器
托架
MSR
服务手册
4.6 搬送作业部
D14SCC-W4-200-A0 4.6-4
4.6.4 XY工作台校正销平行度的调整
工作台校正销平行度的调整工作台校正销平行度的调整
工作台校正销平行度的调整
相关 Unit No.
1046748200AD1
XY
工作台校正销平
行度的调整
=准备
准备准备
准备=
1. 百分表
2. 磁性表架
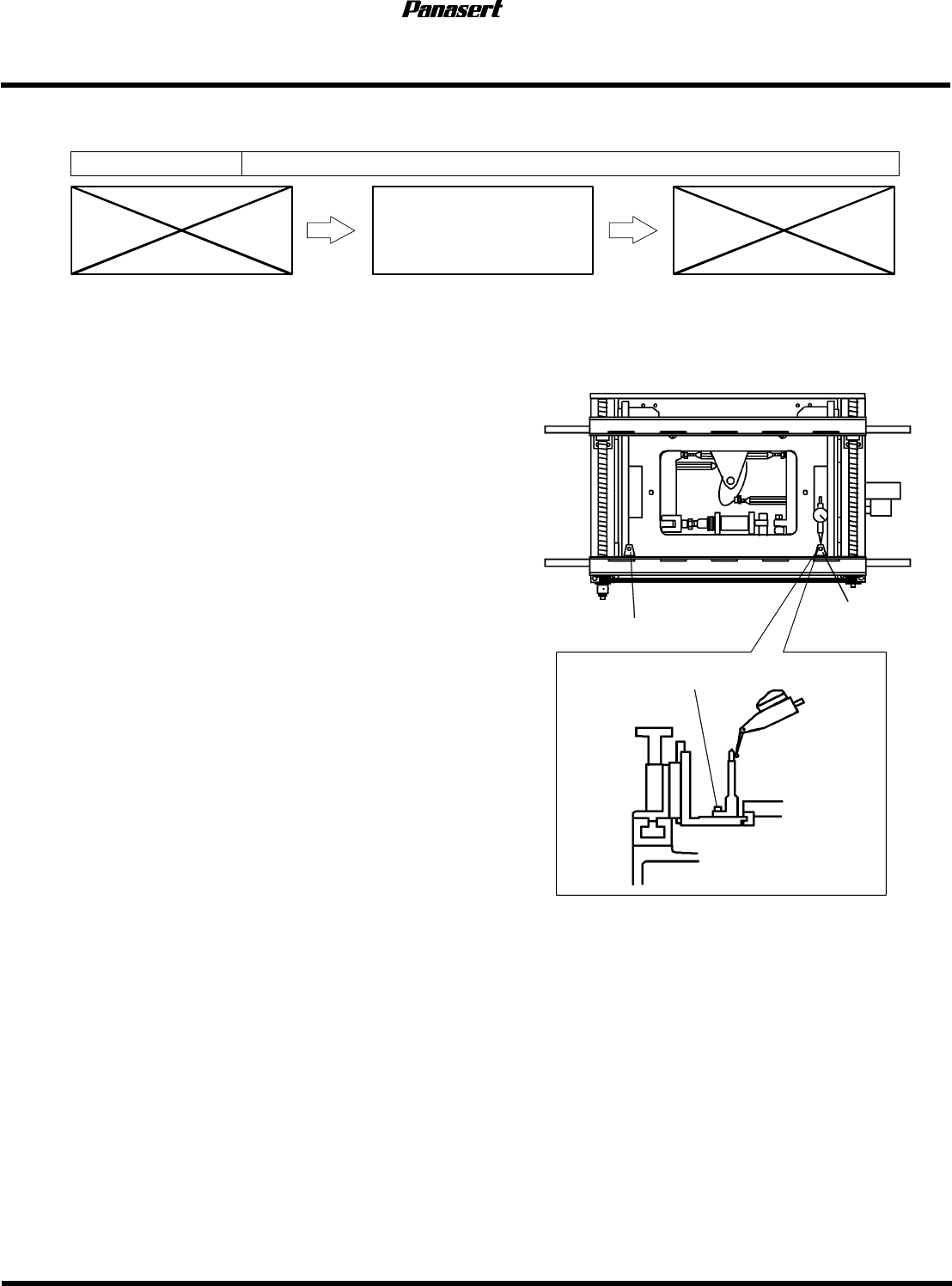
►XY工作台校下销平行度的调整
工作台校下销平行度的调整工作台校下销平行度的调整
工作台校下销平行度的调整
1. 打开电源,进行返回原点。
2. 将副操作盘的“XY TABLE MOUNT POS MOVE”
(XY工作台贴装高度位置移动)置于ON。
=确认
确认确认
确认=
请确认XY工作台的上升。
3. 将磁性表架设于上部框架,将百分表针置于基准
校正销。
4. 将百分表置为基准零。
5. 以NC轴JOG检查移动X轴。
6. 将百分表抵于活动校正销。
7. 测定活动校正销的平行度。
=规格值
规格值规格值
规格值=
平行度:0.05mm以内
=确认
确认确认
确认=
从基准校正销到活动校正销的测定位置
M尺寸:以120mm间距测定
XL尺寸:以140mm间距测定
8. 在规格外时,旋松螺栓。
9. 操作活动校正销安装托架,调整平行度。
10. 旋紧螺栓。
11. 再次检查平行度。
螺栓
可
动
校正
销
基准校正
销