Ersa_Ecoselect 1_CN
E rsa ECOS EL EC T 1 技术卓 越 的小型选 择 焊系统 ECOSELECT 1 与单元生产环境实现完 美结合 作为选择焊系统中全球技术的领先者, Ersa 在其 产品系列中又新增一款 ECOSELECT 1 :这款选择 焊机器占地面积不到 3 m² ,可与单元生产环境实 现完美结合。该半自动 ECOSELECT 1 系统与大型 Ersa VERSAFLOW 系统一样,在所有工艺流程中 均使用成熟可靠的 Ersa 选择…

Ersa ECOSELECT 1
技术卓越的小型选择焊系统
ECOSELECT 1 与单元生产环境实现完
美结合
作为选择焊系统中全球技术的领先者,Ersa 在其
产品系列中又新增一款 ECOSELECT 1:这款选择
焊机器占地面积不到 3 m²,可与单元生产环境实
现完美结合。该半自动 ECOSELECT 1 系统与大型
Ersa VERSAFLOW 系统一样,在所有工艺流程中
均使用成熟可靠的 Ersa 选择焊技术,质量和精
度方面不会打任何折扣。
凭借通用的托盘紧固装置,ECOSELECT 1 可处理
最大尺寸为 424 x 508 mm [17” x 20”] 的 PCB。
助焊剂喷涂器可以实现最高的定位精度和最低的
助焊剂消耗量。借助多种控制功能(如助焊剂储
存罐的连续压力监视和喷涂监视),Ersa 实现了
卓越的过程安全性能。
与 VESRAFLOW 产品线一样,ECOSELECT 1 也配备
了全区预热系统。其底部加热系统由八个发热器
组成,这些发热器可成组接通,以使发热功率与
组件的加热要求和尺寸相匹配。ECOSELECT 1 的
顶部对流加热系统与底部加热系统完美结合,即
使对于要求苛刻的复杂组件(层数多,质量大),
也可实现高效、可靠、彻底的加热。这使得整个
机器范围内热能均匀分布,资源消耗降低,顶部
加热系统的重量降至最低,尺寸减至最小。
Ersa ECOSELECT 1 的特性
通用的托盘紧固装置
最大尺寸为 424 x 508 mm [17” x 20”]
最大尺寸为 508 x 505 mm [20” x 20”]
带精密助焊剂喷涂器的助焊剂模块
通过短波动态红外发热器进行底部预热
顶部对流加热
无铅单点焊接模块
采用第二个锡缸来处理两种不同的
焊接合金
采用第二个锡缸来处理多层板件
采用摄影机/屏幕来监视焊接过程
条形码扫描器(条形码/2D)
电路板布局的 CAD 数据下载 (CAD Assistant)
通过触控面板进行操作
可追溯性(根据 ZVEI 标准)
基准点确认
标配 /选项
与 VERSAFLOW 选择焊系统的电磁锡泵一样,
ECOSELECT 1 的电磁锡泵也在焊接模块中工作,
锡缸几乎不需要维护。锡泵确保焊锡流速恒定,
这样可以保持准确的焊波高度,同时可以精确
调节焊波高度。
连续监测和记录动态过程参数,如锡槽液位、焊
波高度和焊接温度。更为重要的是,因为采用了
创新的“瘦身”技术,即使在水平传送带上进行
焊接,对于 ECOSELECT 1 来说,也不会产生桥连
问题。
创新的双锡缸提供了高度的灵活性,在不停机的
情况下通过交换锡缸即可处理不同的合金。另外,
该系统也可使用不同直径的焊接喷头。
ECOSELECT 1 通过 ERSASOFT 的 PC 控件进行操
作。ERSASOFT 的标准功能之一是过程记录器,
它可记录与焊接过程相关的所有集合数据的实际
值,也可记录在焊接报告中存储的过程数据以便
根据 ZVEI 标准进行事后溯源。扩展报警管理文件
也在供货范围之内。产生的所有消息均通过时间
标记和用户标识进行存储。全部数据均采用 XML
文件格式,因此很容易就能进行处理。
可通过 CAD Assistant 使用板的 DXF 文件生成焊
接程序。用户也可根据扫描的 PCB 图像设置焊接
程序。助焊剂喷涂器或焊接喷头的所有动作都将
以图形的形式输入到 PCB 的图像中,并在其中添
加相应的过程数据。以这种方式创建的焊接程序
即可在 ECOSELECT 1 中使用。
手动进料
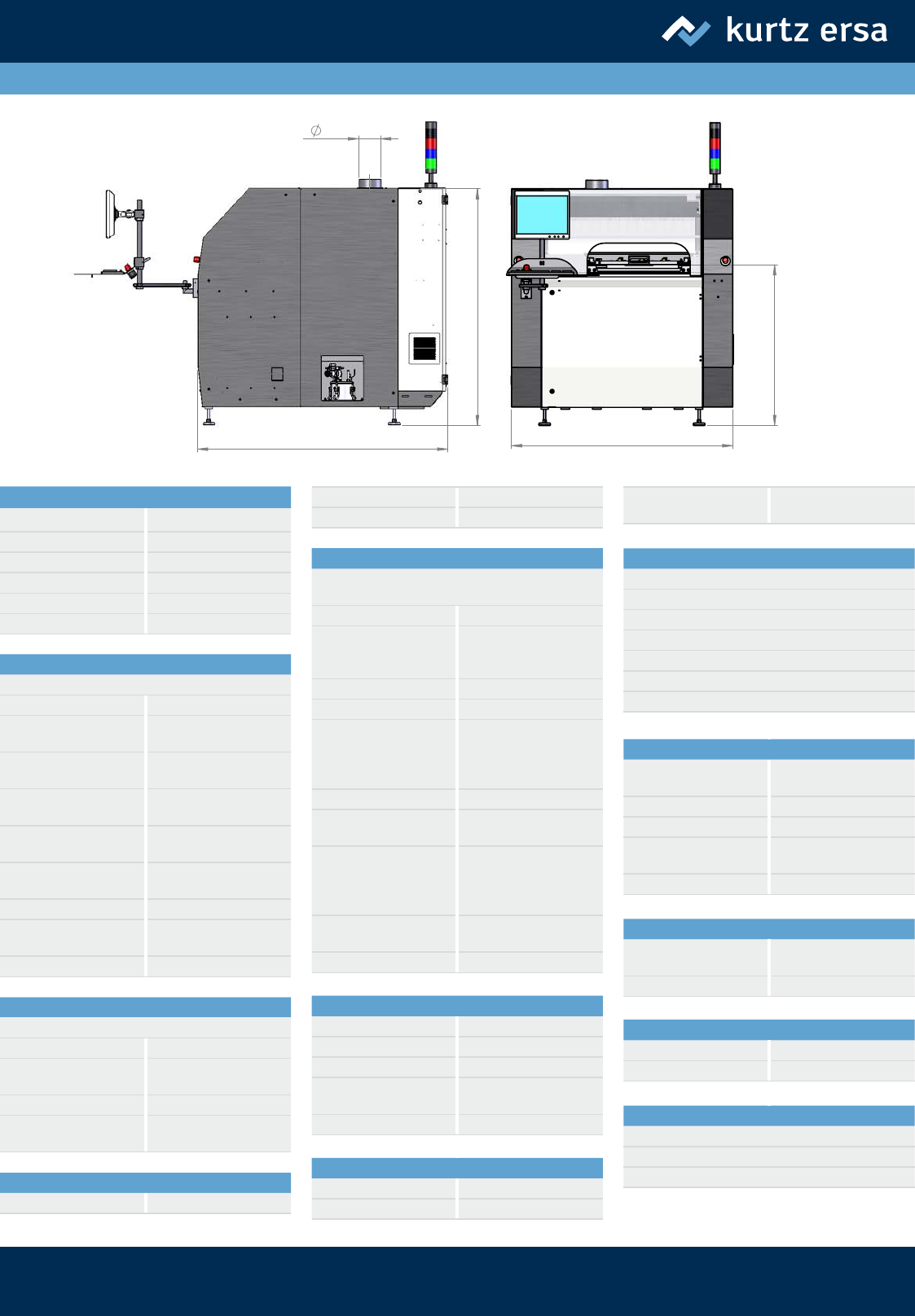
Ersa ECOSELECT 1
1504
±4
900
±50
150
1612
±50
1700
技术卓越的小型选择焊系统
Ersa GmbH
Leonhard-Karl-Str. 24
97877 Wertheim
德国
电话:+49 9342 800-0
传真:+49 9342 800-127
info@ersa.de
www.ersa.de
中国
电话:+86-21-3360 9780
传真:+86-21-5239 2001
info-eap@kurtzersa.com
欲知更多信息,请访问 www.ersa.com!
温度范围:
0 - 200 °C [32 - 392 °F]
顶部动态对流加热器:
5 kW
焊接模块:
不锈钢锡缸,集成在 3 轴定位系统 (X/Y/Z) 中,伺服
电机驱动
焊接喷头:
单点高精度喷头
最小的焊接喷头直径:
OD 4.5 mm [0.2SDSq]
(可根据要求提供更多
的喷头)
波峰高度:
最大 5 mm [0.2SDSq]
PCB 间隙:
最小 5 mm [0.2SDSq]
焊料量:
大约 13 kg [29 lbs]
(Sn63Pb);
大约 12 kg [26 lbs](无铅
合金)
焊接温度:
最高 320 °C [608 °F]
加热时间:
75 分钟(加热到 280°C)
[加热到 536 °F]
定位速度:
X/Y:2 - 200 mm/s
[0.1 - 8SDSq/s];
Z:2 - 100 mm/s
[0.1 - 4SDSq/s]
焊接速度:
2 - 100 mm/s
[0.08 - 4SDSq/s]
定位精度:
±0.25 mm [±0.01SDSq]
氮气技术:
氮气供应: 本地供应
氮气注入:
锡缸上的 N
2
盖
所需压力:
6 bar [87 PSI]
氮气消耗量: 每个锡缸消耗约 1.5 m³/h
[53 ft³/h]
粒子洁净度: 建议为 5.0
气动系统(用于顶部加热的机器):
压缩空气供应: 本地供应
所需压力:
6 bar [87 PSI]
尺寸(基本配置):
长度:
1,700 mm [67SDSq]
宽度:
1,500 mm [59SDSq]
高度:
1,612 mm [63SDSq]
重量: 约 900 kg
[1,984 lbs]
颜色:
RAL 7035/7016
传送带系统:
用于 PCB 传输的通用托盘紧固装置
传送带角度: 0° 固定
PCB 宽度:
15 - 508 mm
[0.6 - 20SDSq]
PCB 长度:
15 - 424 mm
[0.6 – 17SDSq]
PCB 长度(可选):
15 - 508 mm
[0.6 - 20SDSq]
PCB 顶部间隙
(基本配置):
60 - 120 mm [2 - 5SDSq]
PCB 底部间隙:
最大 60 mm [2SDSq]
(受限于焊接点位置)
与 PCB 板边的间隙:
3 mm [0.1SDSq]
工作高度:
900 mm,±50
mm[35SDSq,±2SDSq]
托盘/PCB 重量: 最大 8 kg [18 lbs]
助焊剂模块:
安装在共轴系统上的精密助焊剂喷涂器
助焊剂储存罐:
2 l
定位速度:
2 - 200 mm/s
[0.04 - 8SDSq/s]
定位精度:
±0.25 mm [±0.01SDSq]
喷涂宽度:
2 - 8 mm [0.08 - 0.3SDSq]
(130 µm 喷头)
预热模块(可选):
底部动态红外发热器: 最大 12 kW
(功率可调)
消耗量: 大约 3 m³/h
[大约 177 ft³/h]
控制:
基于计算机的微控制器 (最先进的控制技术)
过程可视化
所有过程参数输入
7 天计时时钟
机器状态控制
密码功能
生产、过程和可追溯数据记录
电气参数:
电源: 5 线制,
3 x 230/400 V,N,PE
电源容差范围:
±10 %
频率:
50/60 Hz
功耗: 19 kW(基本配置,包含
底部预热系统)
保险丝最大额定值:
3 x 35 A
机器排气(基本配置):
排气管: 1 件,外径 150 mm
[6SDSq]
每个排气管的排气量:
150 m
3
/h [196 yd³/h]
环境条件/噪音等级:
环境温度:
15 - 35 °C [59 - 95 °F]
持续噪音等级:
< 60 dB (A)
基本设计与结构:
固体钢结构
安全玻璃窗
急停按钮