NPM-D多功能生产系统.pdf - 第17页
NPM-D 2012.0416 - 1 1 - (3/3) 项 目 内 容 2D 检查头 2D 检查头 (A) 2D 检查头 (B) 视野 44.4 mm × 37.2 mm ( 分辨率 18 μ m) 21.1 mm × 17.6 mm ( 分辨率 9 μ m) 锡膏检查 0.35 s/ 视野 检查处理时间 ※ 1 元件检查 0.5 s/ 视野 锡膏检查 锡膏检查 芯片元件 : 0.1 mm × 0.15 mm 以上 (0603 以上…
NPM-D 2012.0416
- 10 -
(2/3)
项 目
内 容
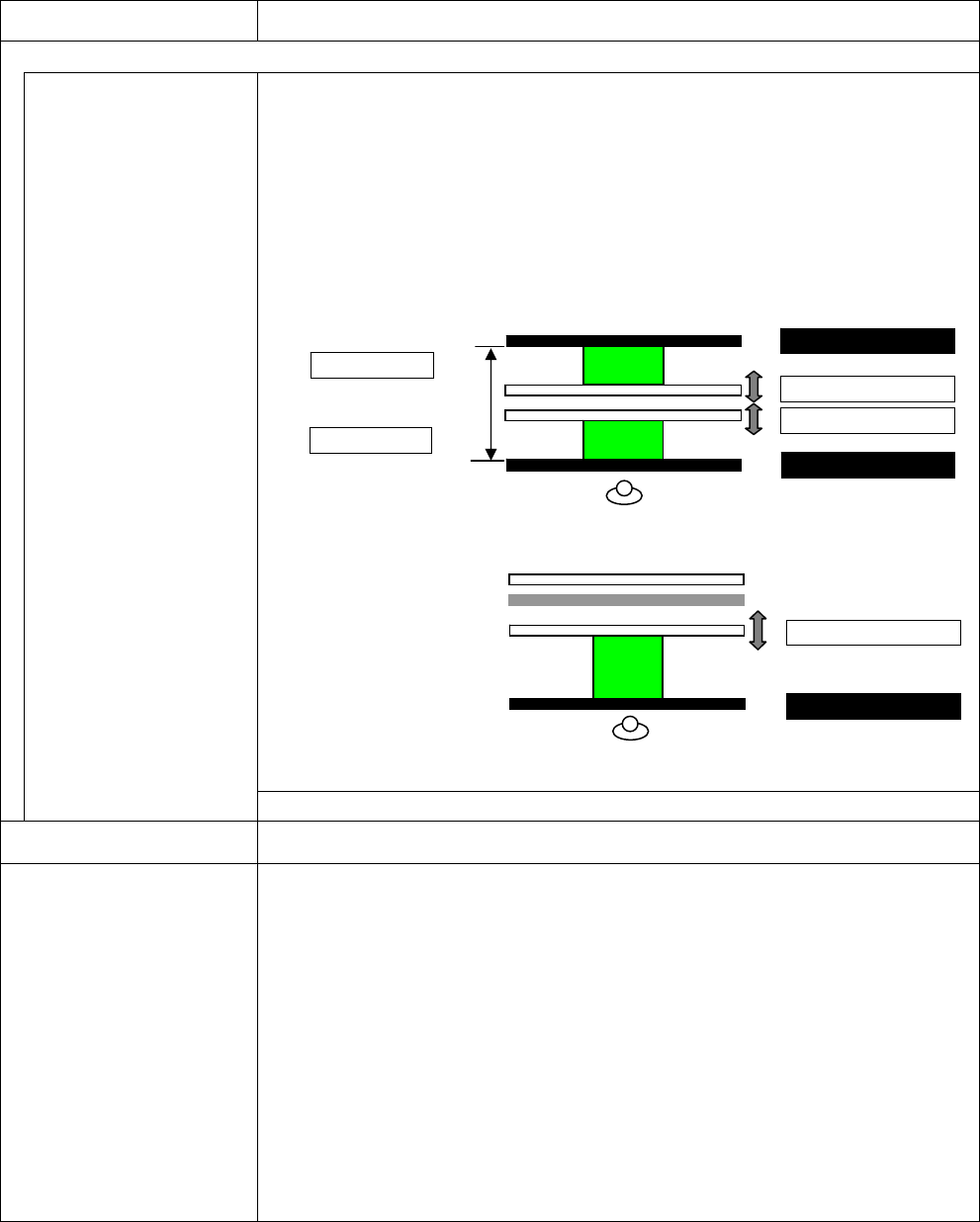
对象基板
・ 基板尺寸
双轨模式
: Min. 50 mm × 50 mm
~
Max. 510 mm
※
1
× 300 mm
单轨模式
: Min. 50 mm × 50 mm
~
Max. 510 mm
※
1
× 590 mm
※
1
350 mm < L
≦
510 mm
的基板,通过分割实装进行对应。
・ 贴装可能范围
双轨模式
: Min. 50 mm × 43 mm
~
Max. 510 mm × 293 mm
单轨模式
: Min. 50 mm × 43 mm
~
Max. 510 mm × 583 mm
・ 基板厚度
0.3 mm
~
8.0 mm
・
基板重量
1.5
㎏以下
(
实装后的状态,包括载体重量。
)
・ 流向
左
→
右、左
←
右
(
选择规格
)
・基准
[
双轨模式
]
[
单轨模式
]
※ 后基准是反转设备进行对应。
灵活性传送带
※与
NPM-W
连接时
,
请另行商洽。与
NPM (NM-EJM9B
系列
)
不可连接。
基板传送高度
900
mm
元件供给部
・ 编带
8 mm
编带
Max. 68
站
(
双式编带料架,小卷盘
)
Max. 34
站
(
双式编带料架,大卷盘
)
Max. 34
站
(
单式编带料架,小
/
大卷盘
)
12/16 mm
编带
Max. 34
站
24/32 mm
编带
Max. 16
站
44/56 mm
编带
Max. 10
站
72 mm
编带
Max. 8
站
(
只限
2
吸嘴贴装头
)
88 mm
编带
Max. 6
站
(
只限
2
吸嘴贴装头
)
104 mm
编带
Max. 4
站
(
只限
2
吸嘴贴装头
)
32 mm
粘着编带
Max. 10
站
・
杆式
Max. 8
站
(
只限
8
吸嘴贴装头,
2
吸嘴贴装头
)
・ 托盘
Max. 20
个
(
托盘供料器
1
台
)
(
只限
8
吸嘴贴装头,
2
吸嘴贴装头
)
可动轨道
基准轨道
操作员侧
686 mm
操作员侧
基准轨道
可动轨道
可动轨道
基准轨道
轨道 2
轨道 1
+20
0
NPM-D 2012.0416
- 11 -
(3/3)
项 目
内 容
2D
检查头
2D检查头(A) 2D检查头(B)
视野 44.4 mm × 37.2 mm
(分辨率 18 μm)
21.1 mm × 17.6 mm
(分辨率 9 μm)
锡膏检查 0.35 s/视野
检查处理时间
※
1
元件检查 0.5 s/视野
锡膏检查 锡膏检查
芯片元件: 0.1 mm × 0.15 mm以上
(0603以上)
封装元件: φ0.15 mm以上
芯片元件: 0.08 mm × 0.12 mm以上
(0402以上)
封装元件: φφ0.12 mm以上
元件检查 元件检查
检查对象
方形芯片 (0603 以上)、SOP、
QFP(0.4 mm间距以上)、BGA、CSP、
铝电解电容器、可调电阻、微调电容器、
线圈、连接器、网络电阻、三极管、二
极管、电感、钽电容器、圆柱形芯片等。
方形芯片 (0402 以上)、SOP、QFP(0.3 mm
间距以上)、BGA、CSP、铝电解电容器、
可调电阻、微调电容器、线圈、连接器、网
络电阻、三极管、二极管、电感、钽电容器、
圆柱形芯片等。
锡膏检查 渗锡、少锡、偏位、形状异常、桥接
检查项目
元件检查
元件有无、偏位、正反面颠倒、极性不同、异物检查
锡膏检查
锡膏点数: Max. 30 000 点/设备
(元件点数: Max. 10 000 点/设备)
检查点数
元件检查 元件点数: Max. 10 000 点/设备
检查精度
※
2
(最佳条件时)
±0.02 mm: Cpk ≧ 1.0 ±0.01 mm: Cpk ≧ 1.0
※
1
随检查条件不同而异。以下是计测条件。
2D检查头(A) 2D检查头(B)
锡膏检查
88个以下/视野(1005换算) 22个以下/视野(1005换算)
元件检查
111个以下/视野(1005换算) 25个以下/视野(1005换算)
※
2
是根据本公司计测基准,对面补正用玻璃基板计测所得的锡膏检查位置的精度。另外,受周围温度的
急剧变化,可能会有影响。
点胶头
打点点胶 描绘点胶
点胶速度
※
1
0.16 s/dot
・
X, Y=10 mm
以内
・无
θ
旋转
・吐出时间
20 ms
以内
・无试点胶
・连续点胶时最佳条件下
4.25 s/part
※2
・描写尺寸
30 mm × 30 mm
以内
・
10mm
长
L
字角部点胶
・无试点胶
・最佳条件下
位置精度
※
1
±0.075 mm:
Cpk ≧ 1.0
・
1608
用点胶
(
φ
0.7 ±0.1 mm)
・最佳条件下
±0.1 mm:
Cpk ≧ 1.0
・BGA 用点胶 (30 mm × 30 mm 形状)
・最佳条件下
搭载点胶嘴
数量
Max. 2 种
对象元件
1608
芯片
~
SOP, PLCC, QFP,
连接器
, BGA, CSP
BGA, CSP
供给容器
(barrel)
30 mL
用
(
标准
: IWASHITA ENGINEERING(
株
)
制
PS30S)
※
HDP
系列的点胶槽不可使用。
点胶点数
Max. 10 000
点
/
设备
※
1
速度、精度等数值,可能随条件
(
粘着剂等
)
不同而异。
※
2
包括测定基板高度的时间
( 0.5 s)
。
(30 mm × 30 mm 4
个角部测定
)

NPM-D 2012.0416
- 12 -
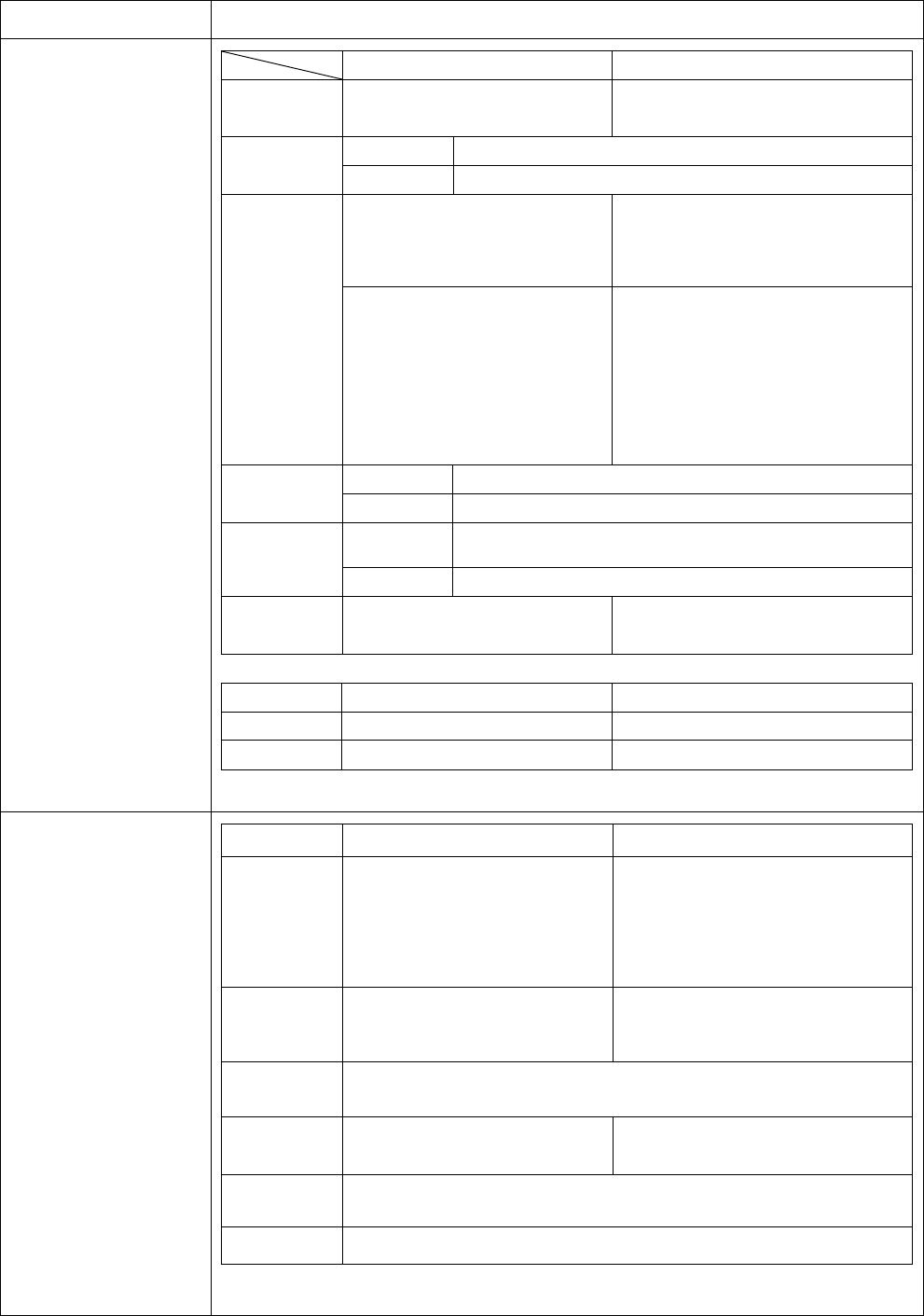
3.3
实装模式
■ 单轨
交替实装模式
贴装头交替动作,进行生产。
■ 双轨
通过双轨前后贴装头的动作形态,有
3
种实装模式。
交替实装模式
交替
(
前
/
后
)
实装模式
※
1
独立实装模式
※
1
各贴装头对两条轨道的基板进行生产。
贴装头交替动作,一条轨道的生产完成
后,进行另一条轨道的生产。
<交替前实装模式>
使用前后的贴装头,只对前轨道的基板进行生产,
对后轨道的基板不进行生产。
<交互后实装模式>
使用前后的贴装头,只对后轨道的基板进行生产,
对前轨道的基板不进行生产。
各贴装头对各轨道的生产基板进行独立
生产。
前贴装头: 前轨道的生产
后贴装头
:
后轨道的生产
将基板传送损失减少到最低。 各轨道的生产可以开始以及停止。
各轨道的生产可以开始以及停止。
由于贴装头的交替动作,无需贴装头待
机
(
等待另一个贴装头的动作
)
,所以可
以提高生产率。
※
※根据基板尺寸不同,也有可能需要工
作头待机的情况。
停止设备运转,进行各轨道的机种切
换。
跳过基板生产中,可以对停止中的轨道进行机种
切换(切换生产数据、更换台车、更换托盘箱)。
※2
一侧生产中,可以对停止中的轨道进行
机种切换
(
切换生产数据、更换台车
)
。
※
2
※
1
独立实装模式、交替
(
前
/
后
)
实装模式,只对贴装头规格有效。
※
2
不可进行打开安全盖的操作
(
手动更换支撑销等
)
。
A
B
A
B
A
B