NPM-D多功能生产系统.pdf - 第22页
NPM-D 2012.0416 - 16 - ■ 检查对象 ・ 元件检查对象项目 检查种类 No. 检查对象元件代表种类 形状 元件有无 偏位 正反面颠倒 极性不同 1 方形芯片电阻 ○ ※ 1 2 方形芯片电容器 3 圆柱形芯片 4 钽电容器 5 铝电解电容器 ○ ※ 2 6 可调电阻 7 微调电容器 8 线圈 9 连接器 10 网络电阻 11 三极管 12 二极管 13 电感 14 SOP 15 QFP 16 BGA/CSP ○ ○…
NPM-D 2012.0416
- 15 -
3.4
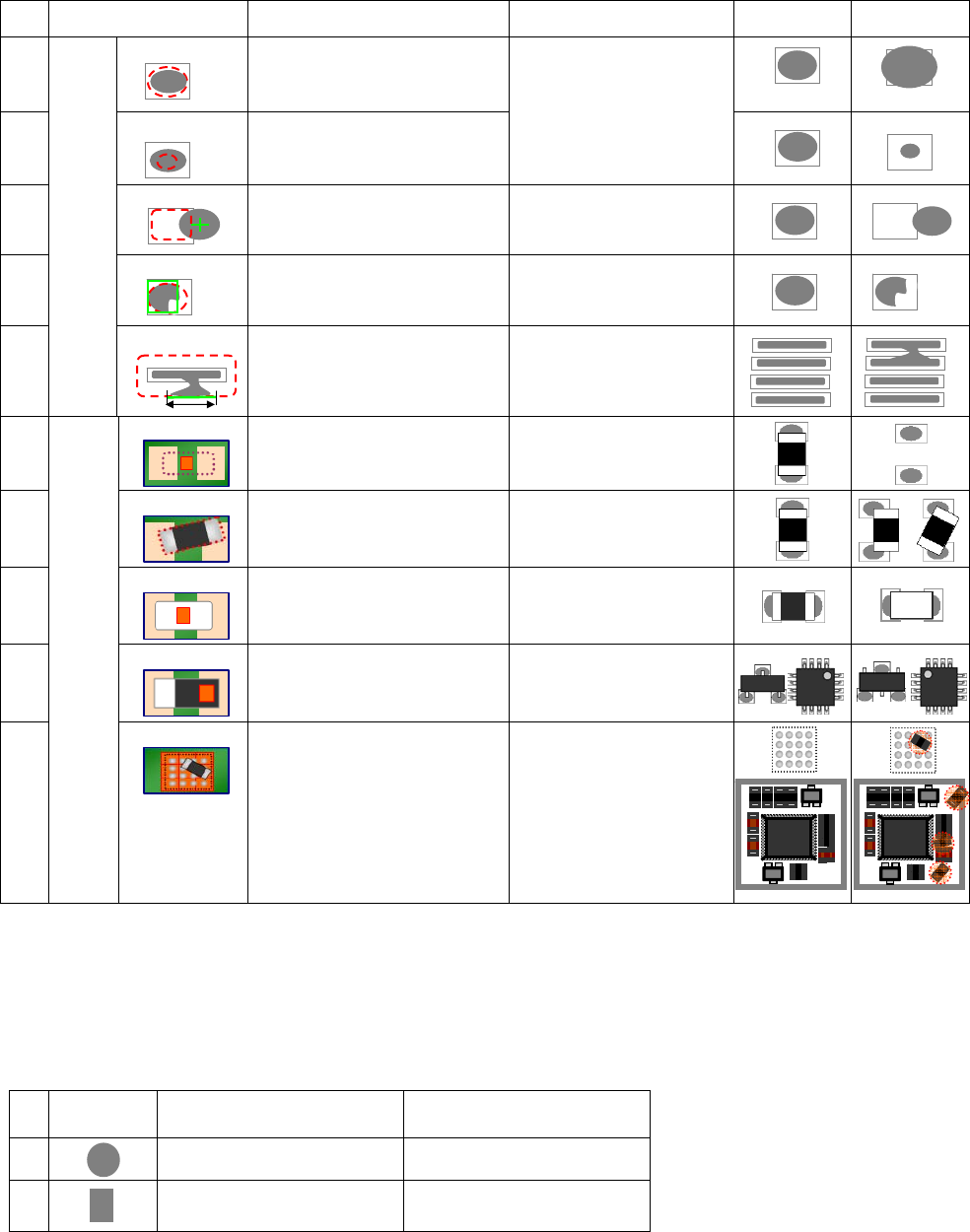
检查内容
■ 检查项目
No. 检查种类
※1
检测出不良 检查方法 OK NG
1
渗锡
锡膏渗出(过多)
2
少锡
锡膏不足(过少)
计测锡膏面积,针对网板设计面
积,如果误差在容许值以内就是
合格品
3
偏位
锡膏偏位 计测锡膏位置,针对网板设计重
心位置,如果偏移量在容许值以
内就是合格品
4
形状异常
锡膏形状设定的不同 计测锡膏外形尺寸,针对网板设
计值,如果误差在容许值以内就
是合格品
5
锡膏
检查
桥接
发生桥接。 在检查对象的锡膏附近作成检
查框,在这个框上超过容许值范
围状态下,如果没有锡膏就是合
格品
6
元件有无
贴装位置没有元件 如果没有基板颜色就是合格品,
或者有元件颜色也是合格品
7
偏位
・元件贴装位置有偏移
・元件贴装角度有偏移
计测电极或元件位置,如果偏移
量在设定值以内就是合格品
8
正反面颠倒
・贴装元件正反面颠倒
・贴装元件竖起
如果元件反面、侧面有颜色就是
不良品
9
极性不同
贴装元件方向不同
(有极性元件是对象)
极性如果有颜色就是合格品
10
元件
检查
异物检查
※
2
・贴装的元件下面有落下元件
・贴装的元件下面有异物
(有检查头的设备进行贴装的元件
(关联元件
※2
)的贴装面检查)
・密封外壳贴装前的异物检查
・BGA贴装前的异物检查
如果没有基板以外的颜色就是
合格品
※
1
在各检查项目使用的颜色和检查领域,用事先取得图像进行设定。
基板颜色的设定是指,基板、锡膏、焊盘、
silk
等颜色进行事先设定。
※
2
能够检测出异物的最小尺寸
2D
检查头
(A)
分辨率
18 μm : 0603
的厚度
(0.2 mm)
以上
2D
检查头
(B)
分辨率
9 μm : 0402
的厚度
(0.15 mm)
以上
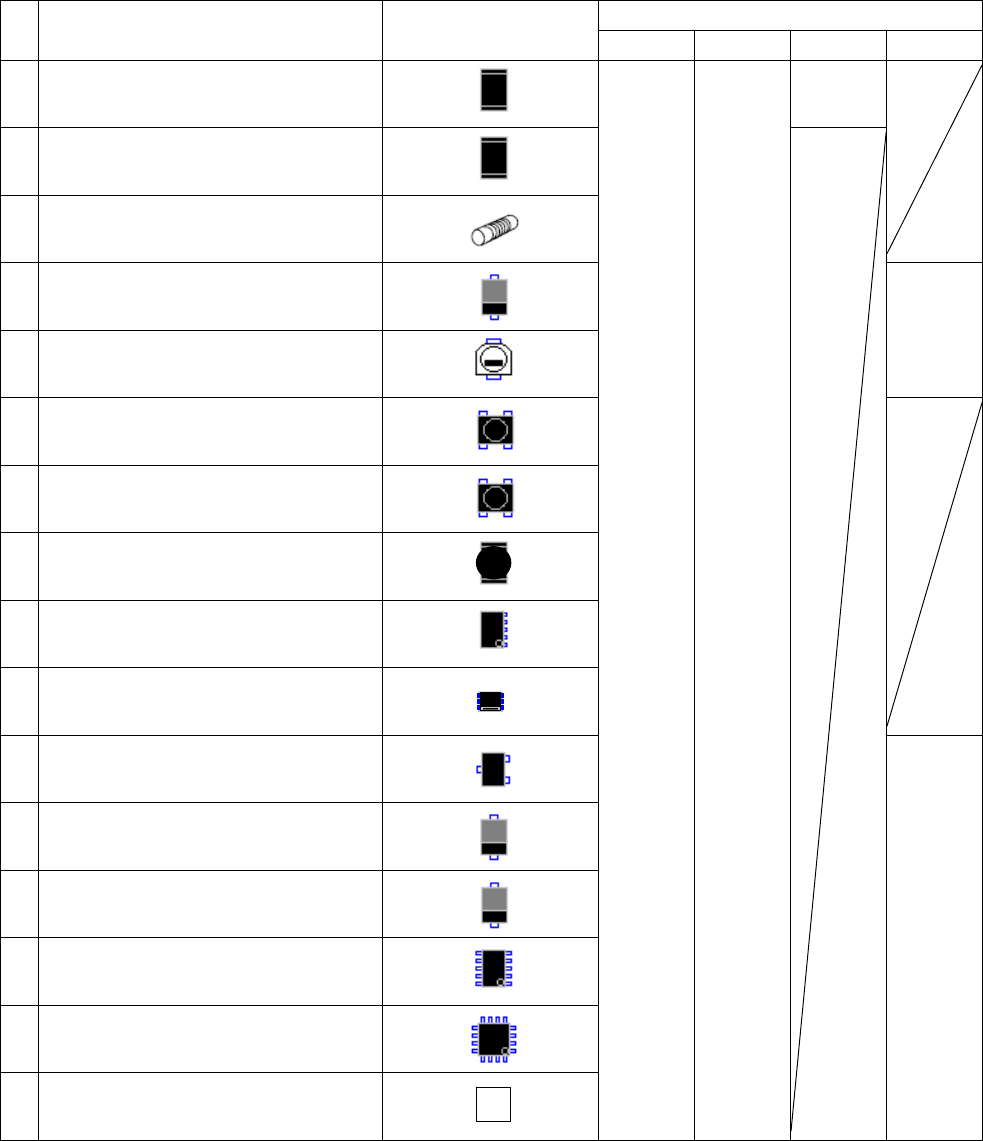
■ 检查对象
・ 锡膏检查对象项目
锡膏形状
2D
检查头
(A)
(
分辨率
18 μm)
2D
检查头
(A)
(
分辨率
9 μm)
1
φ
0.15 mm
以上
φ
0.12 mm
以上
2
0.1 mm × 0.15 mm
以上
0.08 mm × 0.12 mm
以上
※
由于锡膏是焊锡球和助焊剂的混合物,根据助焊剂的含有率和组成金属不同,表面状态不能始终保持均等状态,所以,锡膏和焊盘之间会
没有颜色和明亮度之差的情况。另外,由于基板和元件的材料、基板弯曲变形,颜色和明亮度也可能有变动。在这些情况下会有不能进行
检查的可能。为了正常进行光学系处理,请勿设置在有直射日光或者高亮度的照明处。
P
P
NPM-D 2012.0416
- 16 -
■ 检查对象
・ 元件检查对象项目
检查种类
No. 检查对象元件代表种类 形状
元件有无 偏位 正反面颠倒 极性不同
1 方形芯片电阻
○
※1
2 方形芯片电容器
3 圆柱形芯片
4 钽电容器
5 铝电解电容器
○
※2
6 可调电阻
7 微调电容器
8 线圈
9 连接器
10 网络电阻
11 三极管
12 二极管
13 电感
14 SOP
15 QFP
16 BGA/CSP
○ ○
○
※2
※有关贴装元件,如果由于邻接元件的影子元件颜色脱落,会有不能进行检查的可能。另外,由于基板和元件的材料、基板弯曲变形,颜色
和明亮度也可能有变动。在这些情况下会有不能进行检查的可能。与锡膏检查同样,请勿设置在有直射日光或者高亮度的照明处。
※
1
方形芯片电阻的正反面颜色不同的元件,可以设定正反面颠倒的检查。
※
2
极性标记的对比度需要明确化,保证没有污垢和锡膏不足,另外,颜色和明亮度的变动少,有关 IC 可以通过图像识别极性形状,没有
变化。以上是进行正常检查的条件。
NPM-D 2012.0416
- 17 -
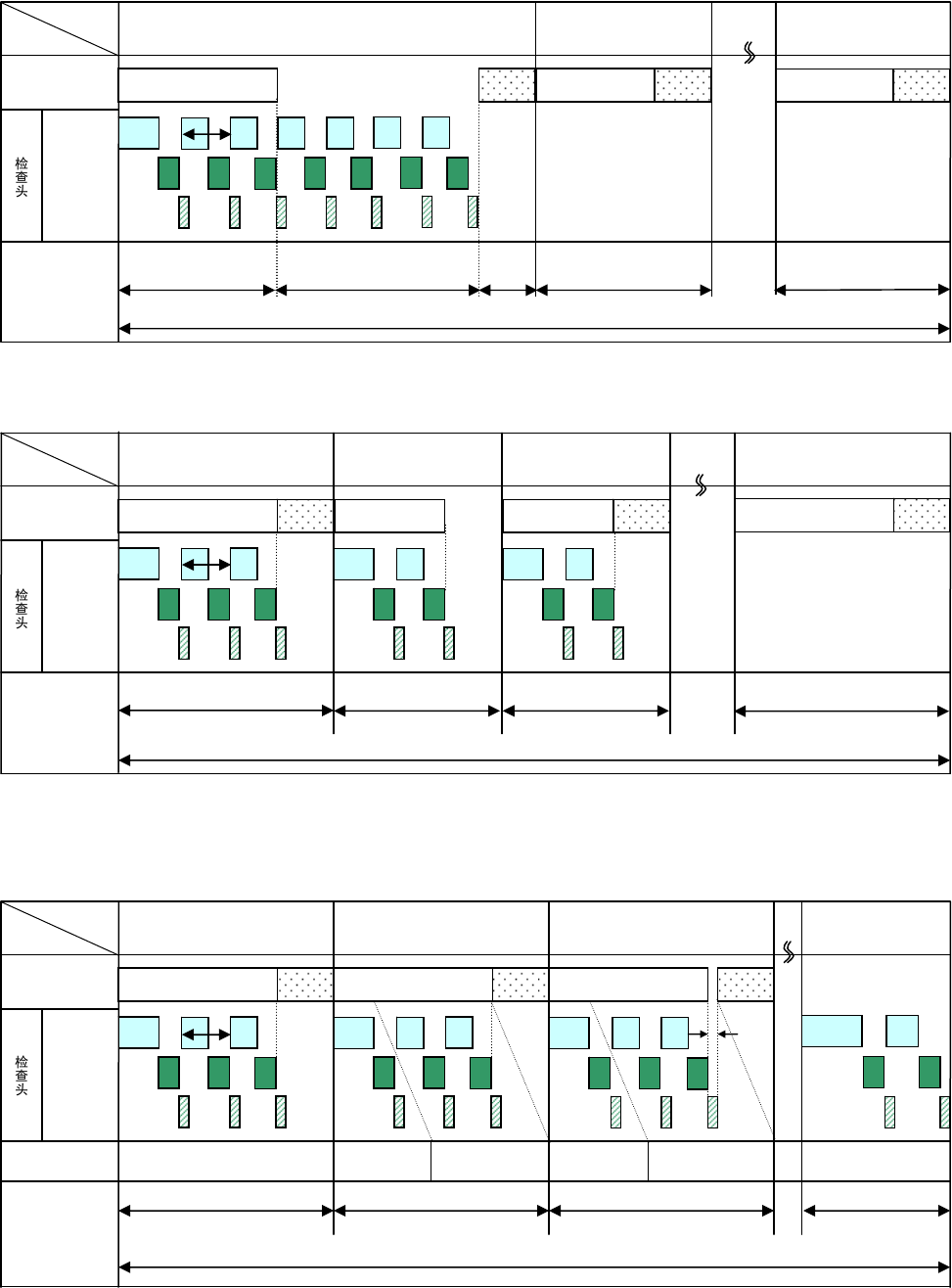
■ 检查时间
・ 锡膏检查速度标准例子
【精度优先模式】
所有锡膏检查未完成,就不进行贴装。对面轴停止,在精度方面是有利的工作模式。
移动
+
图像获取大约需要
0.35
秒。
【速度优先模式】
锡膏检查动作和贴装动作交替进行。在速度方面是有利的工作模式。
移动
+
图像获取大约需要
0.35
秒。
※
0402
等的锡膏检查,对精度要求高,请使用「精度优先模式」。
・元件检查速度标准例子
1
次可以进行复数视野的检查。移动
+
图像获取大约需要
0.35
秒。
异物检查等和检查时间比元件吸着和识别时间长的情况,等检查结果出来后再进行贴装。
最终次只进行检查。
贴装时间
设备速度 = 总贴装时间 + 检查延长时间
第1 次(turn)
7视野/次
检查延长时间
第2次(turn)
0视野
/
次
元件吸着・识别 贴装
最终次(turn)
0视野
/
次
贴装时间
元件吸着・识别
贴装时间
速度
前工程贴装元件
设备速度 = 总贴装时间 + 总检查延长时间 + 最终次检查时间
第2次(turn)
3视野
/
次
第1次(turn)
3视野/次
第3次(turn)
3视野
/
次
后侧贴装头
贴装元件
异物
元件吸着・识别
贴装
检查对象
最终次(turn)
2视野
/
次
后侧贴装头贴装元件
贴装时间 + 检查延长时间
检查延长
时间
贴装元件吸着・识别 贴装 元件吸着・识别
前工程
贴装元件
后侧贴装头
贴装元件
最终次检查时间
速度
元件吸着・识别 贴装
贴装时间
设备速度 = 总贴装时间
第2次(turn)
2视野
/
次
第1次(turn)
3视野/次
最终次(turn)
0视野/次
贴装
元件吸着・识别贴装 元件吸着・识别
速度
贴装元件吸着・识别
贴装元件吸着・识别
第3次(turn)
2视野
/
次
0.35 s
移动
获取图像
检查处理
贴装头
移动
获取图像
检查处理
贴装头
移动
获取图像
检查处理
贴装头
贴装时间 贴装时间 贴装时间 贴装时间
0.35 s
0.35 s
贴装时间 贴装时间