TR7500_Series_Software_ch_v4-6.pdf - 第536页
Test Resear ch Inc. 522 TR 7700 S II User Guid e – Softwar e 每次在 PLC 界面設 定完成後,一定要退回到復歸的界 面,下一片板子進 來後,才會套用新的設定值 AOI 主程式使用說明 每次開啟一個專案檔 (*.PRE) ,如果偵測到檔案所存的原點值與目前 PLC 的設定不一 樣,會詢問使用者是否將檔案中的值套用到 PLC ,選擇 [ 是 ] ,就會將值寫入 PLC 。 …
Test Research Inc.
TR7500 Series User Guide–Software 521
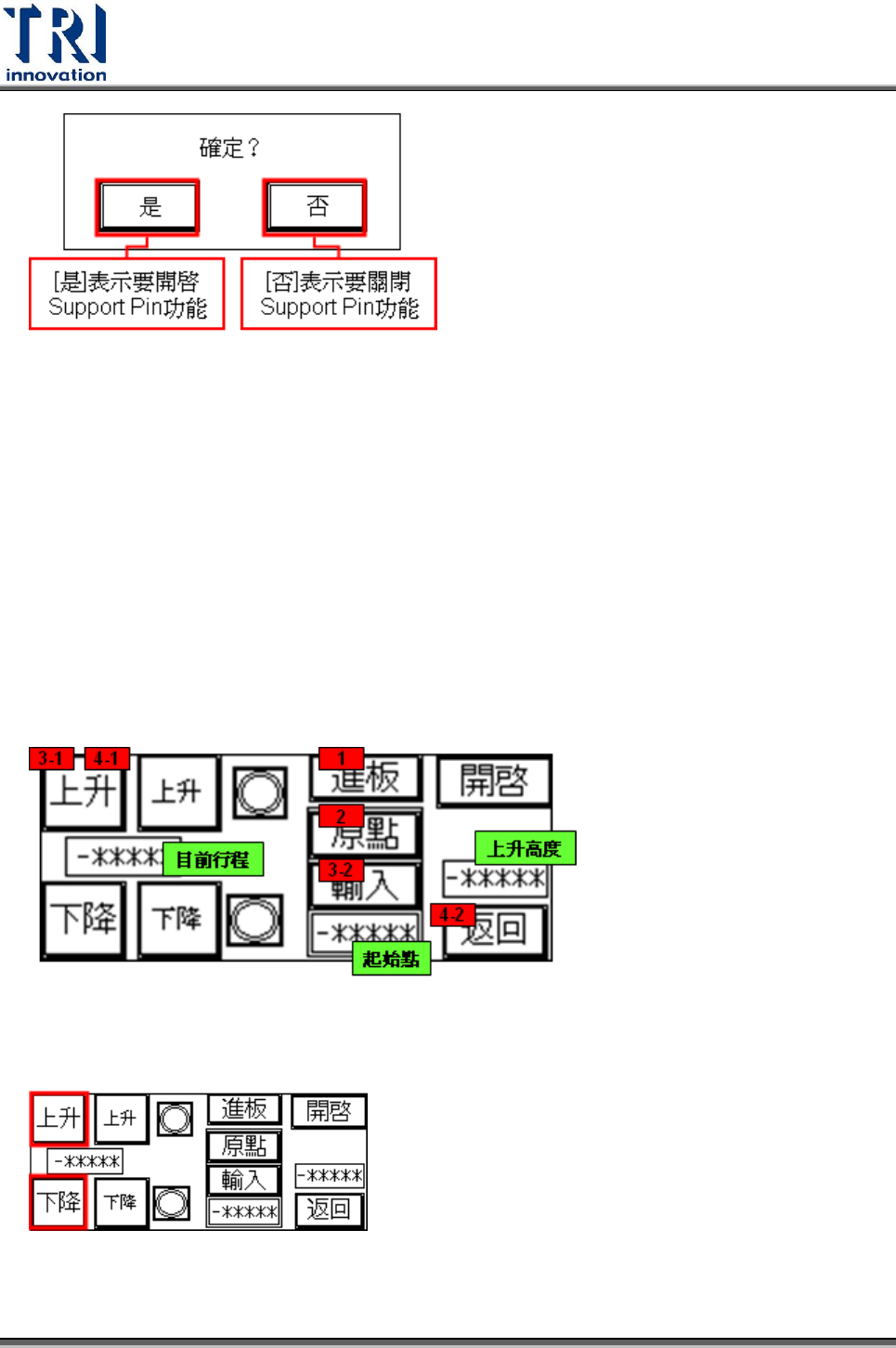
Step11. 開始位置設定步驟
8. 進板:PLC 啟動 Support Pin 功能後,將待測板放在進板位置(S1),按下
[進板],讓板子停在停板位置。
9. 歸機械原點(下限 SENSOR):按下[原點](反黑),SUPPORT PIN 若沒有在
SNESOR 的位置,此時會自動下降回到 SENSOR 位置,然後上升到離開
SENSOR 即停止。
10. 設電氣原點(起始點):按[上升]到欲設的電氣原點(起始點),然後按下[輸
入]記錄該位置值,即設定完成起始點.。
11. 設定上升行程位置: 設好電氣原點(起始點)後,按[上升]到欲設的上升高
度位置,然後按下[返回]會自動記錄該位置值,並返回上一頁。
說明
長按左邊的[上升]及[下降]按鈕 Support Pin 會一直動作,直到放開。
每按一次右邊的[上升]及[下降]按鈕,Support Pin 會動作 100 pps 的距離。
Test Research Inc.
522 TR7700 SII User Guide–Software
每次在 PLC 界面設定完成後,一定要退回到復歸的界面,下一片板子進
來後,才會套用新的設定值
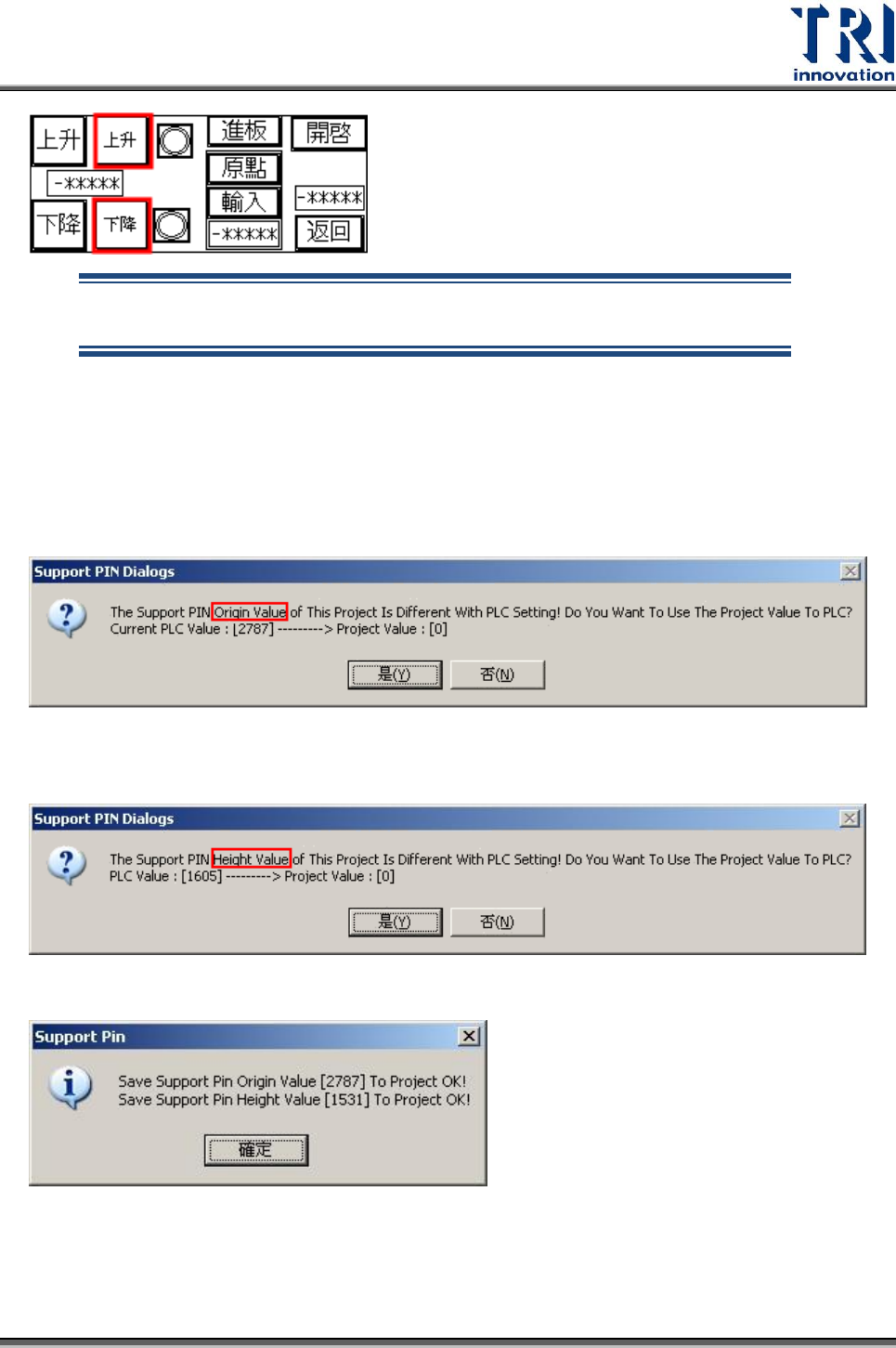
AOI 主程式使用說明
每次開啟一個專案檔(*.PRE),如果偵測到檔案所存的原點值與目前 PLC 的設定不一
樣,會詢問使用者是否將檔案中的值套用到 PLC,選擇[是],就會將值寫入 PLC。
如果偵測到 PRE 檔案所存的行程值與目前 PLC 的設定不一樣,會詢問使用者是否
將檔案中的值套用到 PLC。選擇[是],就會將值寫入 PLC。
存檔的時候,會將目前 PLC 的原點值及行程值儲存到 PRE 檔案中。
Test Research Inc.
TR7500 Series User Guide–Software 523
7.10 New Multi-panel 可支援配成單板的多連板
在登錄檔中設定 Dword [newmultipanel]=1。
7.11 根據 epac 檔案自動幫元件加入腳位
從 epac 檔案中得到 PIN 資料後自動幫元件加入腳位資訊。
TRAOI 3.9 Beta 2009/12/30 以後的版本
1. 功能說明
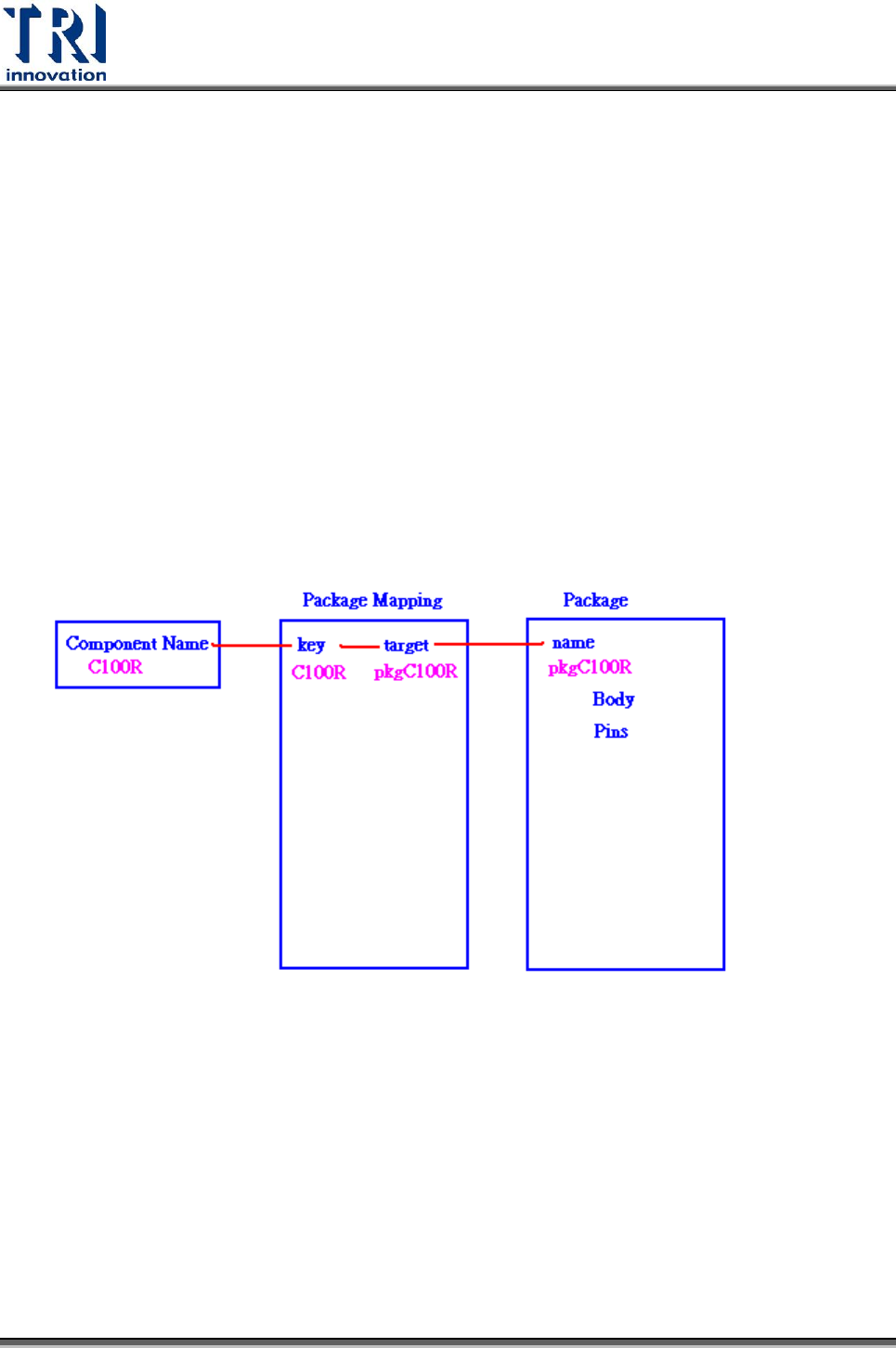
AOI 主程式讀進 epac 檔案後,自動根據 epac 檔案裡的資訊產生腳位。Epac 檔案是
Isis 零件 Libary(LF Data)變換過的檔案,裡面是 XML 格式,AOI 主程式的元件名稱是
< PackageMapping>裡面的<key>,需要對應到<Package>裡面的<name>。
<Packages>
<Package name="pkgnoname_" locked="false">
<Body>
<Centre x="0" y="0" />
<Height value="0" />
</Body>