TR7500_Series_Software_ch_v4-6.pdf - 第545页
Test Resear ch Inc. TR 7500 Series User Guide – Soft ware 531 6. 注意事項 檢測週期時間, PLC 部分一定要設定以下兩點。 連線模式 。 有後站 。 7.15 將 板寬資訊 傳送給後段的翻 板機 版本 : TRAOI 3.10 Beta 2010/1/12 以後的版本 1. 功能說明 載入 PRE 檔案時,或調整完板寬設定,透過 RS232 送板寬命令給後段設備。…
Test Research Inc.
530 TR7700 SII User Guide–Software
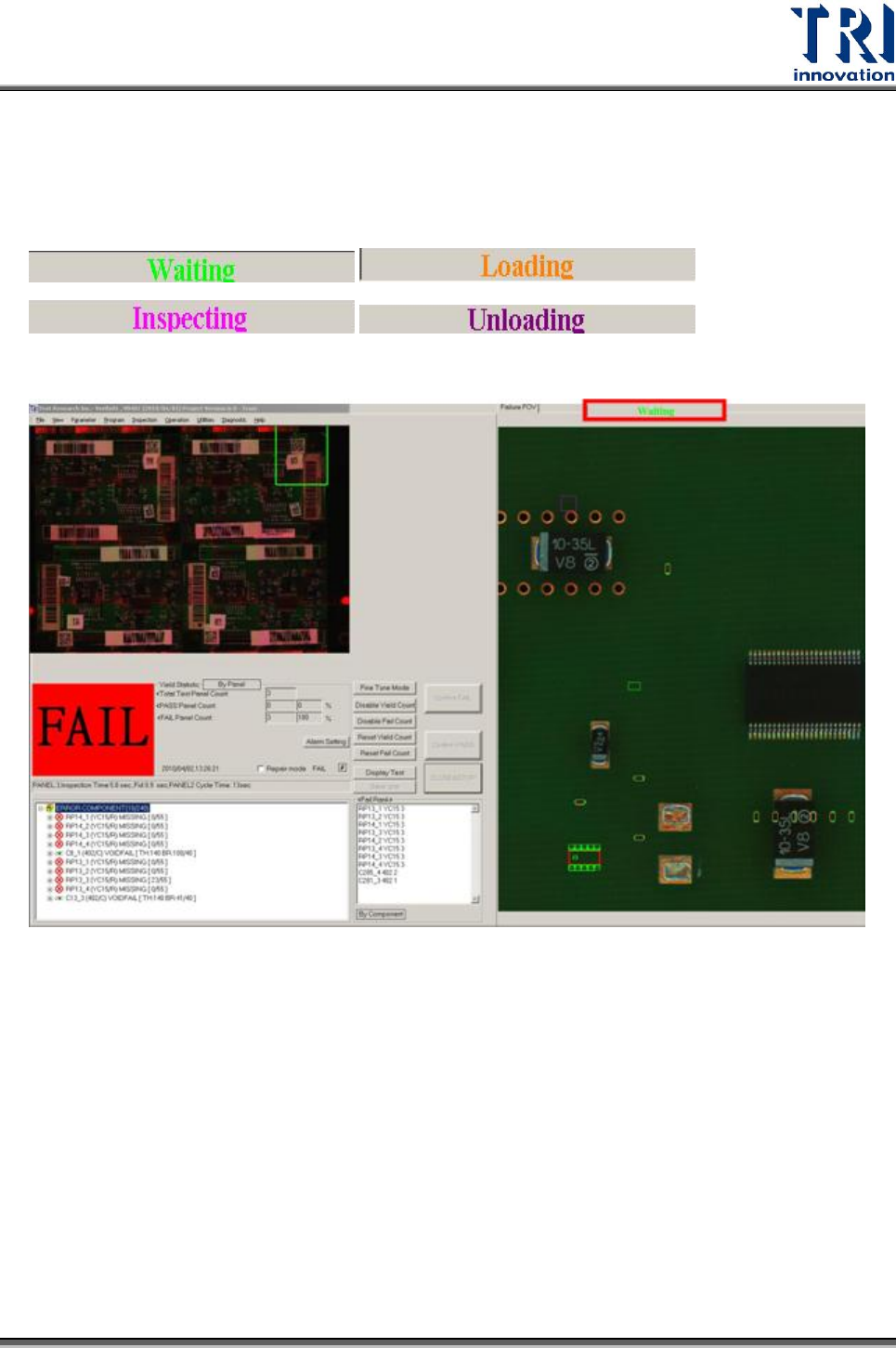
Inspecting:開始檢測。
Unloading:出板中。
在檢測結果的畫面右上方會出現小型顯示窗
檢測畫面
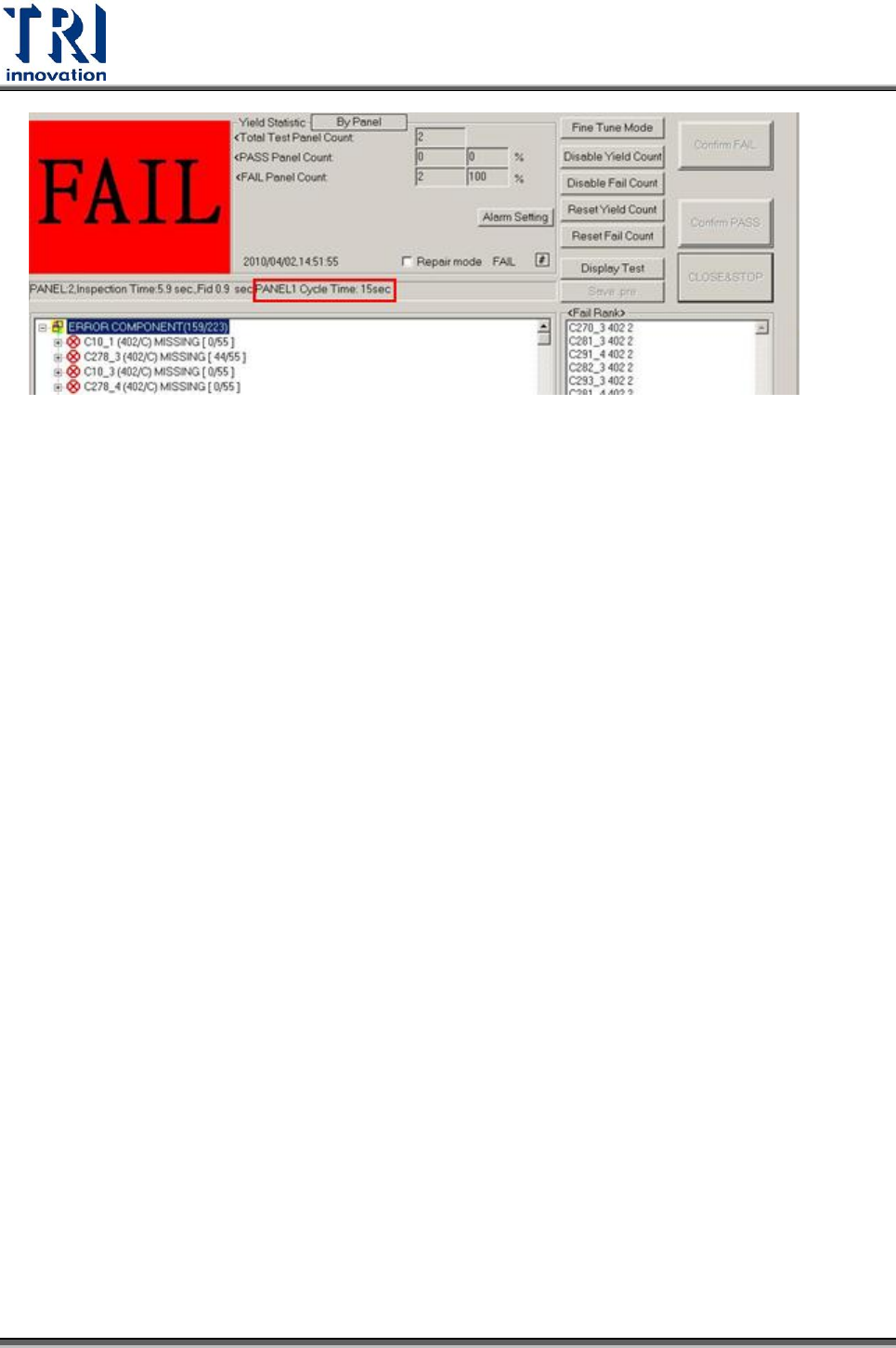
7.14 顯示上一片待測板的週期時間(Cycle Time)
1. 功能介紹
顯示上一片的檢測週期時間(進板到出板)。
顯示畫面如下
Test Research Inc.
TR7500 Series User Guide–Software 531
6. 注意事項
檢測週期時間,PLC 部分一定要設定以下兩點。
連線模式 。
有後站 。
7.15 將板寬資訊傳送給後段的翻板機
版本: TRAOI 3.10 Beta 2010/1/12 以後的版本
1. 功能說明
載入 PRE 檔案時,或調整完板寬設定,透過 RS232 送板寬命令給後段設備。命令說
明如下列所示。
不需等後段設備回覆調整完成。
設定生產線的板寬流程。主機送出一個字串[*B1234#],表示設定寬度為
123.4mm,接著其他要被設定的單元會立刻回傳[*B1234#]表示有正確的收到指
令。當接收的單元板寬調整為 123.4mm 後,會回傳一個指令[*RDY1234#],表示
調整完成。指令的開頭必定為*號,結尾為#號。
查詢各單元板寬流程。主機傳送一個字傳[*?B#]給其他單元,則其他各個生產線上
的單元會回傳其輸送帶板寬(若寬度為 234.5mm,則回傳字串為[*B2345#]).
注意
根據客戶端的後段機台與 AOI 機台所連接的 RS232 COM,目前讓使用者可以自訂。
Test Research Inc.
532 TR7700 SII User Guide–Software
設定 Magazine RS232 COM Port 請不要和下列 AOI 機台常用 COM Port 衝突。目前
TRAOI 有使用的 RS232 COM 有 COM2 (PLC), COM3 (H/WBarcode), COM4 (Dual H/W
Barcoder), COM6 (Handy Barcoder), COM8 (PLC)
此功能是需要搭配自動板寬功能,也就是搭配登錄檔[AutoConveyerWidth]。如果是一
段式進板,AutoConveyerWidth = 1,如果是兩段式進板,AutoConveyerWidth = 2。
AOI 機台一定要搭配自動板寬的配件。
前置作業確認說明
由於此功能是需要連接後段機台,所以需要進行下面步驟確認。若以下這兩點都確認
沒有問題,而後段機台動作有誤,就是 AOI 軟體問題。
RS232 的連線部分是否 OK (確認硬體功能 OK)
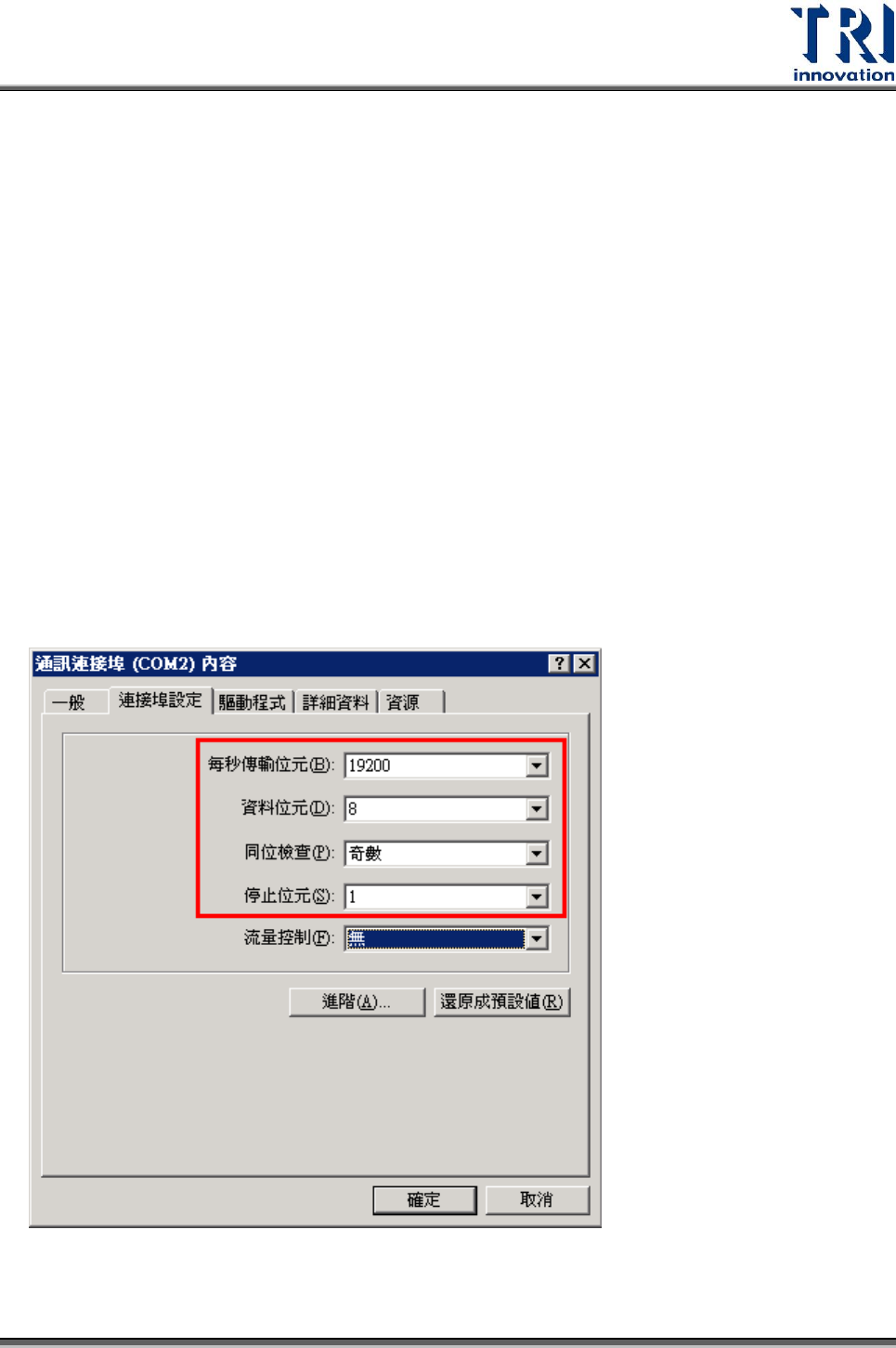
確認後段機台和 AOI 機台的 RS232 COM Port 通訊協定是否為一致,兩邊的通訊協定
要一致,資料才不會遺失。BaudRate = 19200, Data Bits = 8, Parity = Odd, Stop Bits =
1。