00197012-04_UM_X-Serie-S_PL - 第118页
3 Dane techniczne i zespo ł y Instrukcja eksploatacji SIPLACE seria X 3.1 Parametry wydajno ś ci Od wersji oprogramowania 706.1 SP1 Wydanie 10/2014 118 3.1.7 W ydajno ść maszyny SIPLACE X2 S 3 Ty p y g ł owic mont a ż ow…
Instrukcja eksploatacji SIPLACE seria X 3 Dane techniczne i zespoły
Od wersji oprogramowania 706.1 SP1 Wydanie 10/2014 3.1 Parametry wydajności
117
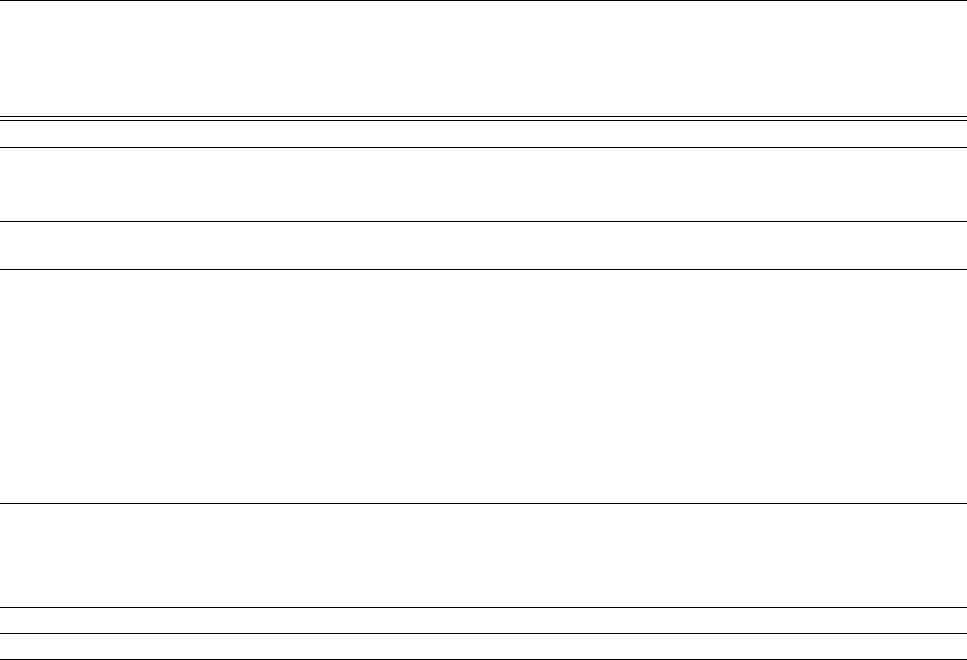
3.1.6 Wydajność maszyny SIPLACE X3 S
3
Typy głowic montażowych SIPLACE SpeedStar (C&P20)
SIPLACE SpeedStar (C&P20 P)
SIPLACE MultiStar (CPP)
SIPLACE TwinStar (TH)
SIPLACE X3 S
Wydajność uzbrajania
Patrz wskazówka dotycząca definicji wydajności montażowej na stronie 113.
Automat Strefa uzbrajania 1 Strefa uzbrajania 2 Wartość
IPC
Wartość Ben-
chmark
Wartość teore-
tyczna
X3 S-A C&P20 / C&P20 C&P20 65.000 76.450 102.300
C&P20 / C&P20 CPP_L 62.200 73.150 99.000
C&P20 / C&P20 CPP_H 59.100 69.500 94.000
C&P20 P / C&P20 P C&P20 P 78.100 93.750 127.875
C&P20 P / C&P20 P CPP_L 73.200 86.150 117.500
C&P20 P / C&P20 P CPP_H 70.100 82.500 112.530
CPP_L / CPP_L CPP_L 57.500 67.650 92.400
CPP_H / CPP_H CPP_H 49.750 58.500 78.250
CPP_L / CPP_L CPP_H 54.000 63.500 85.000
X3 S-B C&P20 / C&P20 TH 46.750 55.000 75.350
C&P20 P / C&P20 P TH 57.000 67.500 92.070
CPP_L / CPP_L TH 41.650 49.000 68.750
CPP_H / CPP_H TH 37.400 44.000 60.200
X3 S-C CPP_H / TH TH 25.500 29.100 41.250
X3 S-D TH / TH TH 11.900 14.000 21.450
Ważne informacje
Przy ustawianiu maszyny (serii S; F, HS, HF, X albo D) obok automatu SIPLACE serii X należy uwzględnić ograniczoną przestrzeń pomiędzy
obiema maszynami. W takich wypadkach należy za pomocą odpowiednich przedłużeń taśmy przenośnikowej stworzyć wolną przestrzeń
pomiędzy maszynami wynoszącą 0,5 m.
Do uzyskania maksymalnej wydajności montażowej przy pierwszej maszynie SIPLACE serii X linii S musi być zamontowane przedłużenie
taśmy wlotowej, zaś przy ostatniej maszynie przedłużenie taśmy wylotowej.
CPP_H = Multistar CPP w wysokiej pozycji montażowej
CPP_L = Multistar CPP w niskiej pozycji montażowej
3 Dane techniczne i zespoły Instrukcja eksploatacji SIPLACE seria X
3.1 Parametry wydajności Od wersji oprogramowania 706.1 SP1 Wydanie 10/2014
118
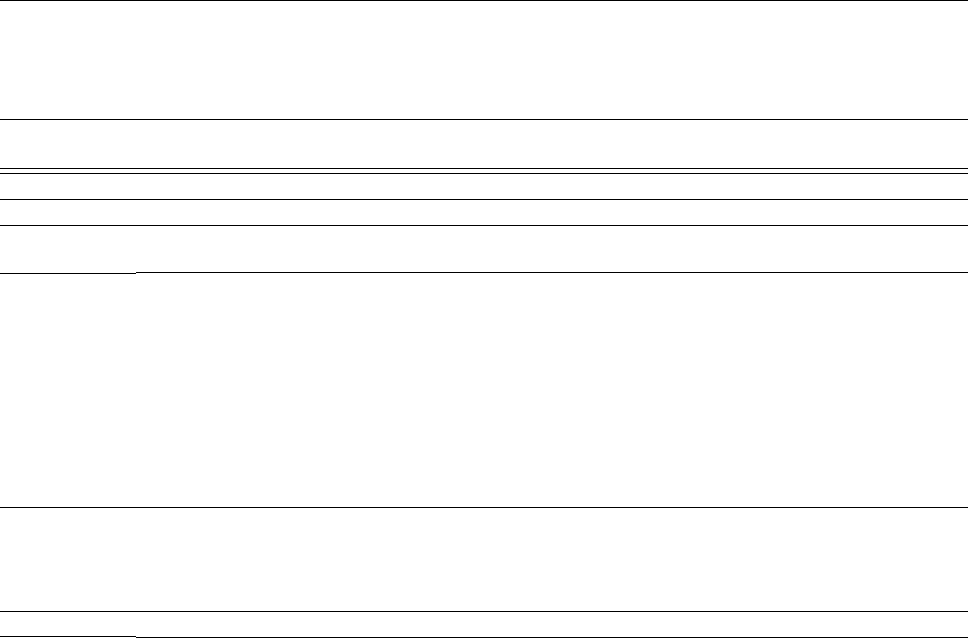
3.1.7 Wydajność maszyny SIPLACE X2 S
3
Typy głowic montażowych SIPLACE SpeedStar (C&P20)
SIPLACE SpeedStar (C&P20 P)
SIPLACE MultiStar (CPP)
SIPLACE TwinStar (TH)
Wydajność uzbrajania
SIPLACE X2 S
Patrz wskazówka dotycząca definicji wydajności montażowej na stronie 113.
Automat Strefa uzbrajania 1 Strefa uzbrajania 2 Wartość
IPC
Wartość Ben-
chmark
Wartość teore-
tyczna
X2 S-A C&P20 C&P20 45.000 54.000 68.200
C&P20 CPP_L 40.200 49.500 64.900
C&P20 CPP_H 38.250 46.500 59.900
C&P20 P C&P20 P 52.000 62.500 85.250
C&P20 P CPP_L 45.500 53.750 73.300
C&P20 P CPP_H 43.000 50.750 69.220
CPP_L CPP_L 37.400 45.000 61.600
CPP_H CPP_H 33.500 39.000 55.500
CPP_L CPP_H 35.450 42.000 57.900
X2 S-B C&P20 TH 27.000 32.000 40.750
C&P20 P TH 30.800 36.250 49.450
CPP_L TH 24.000 27.500 37.450
CPP_H TH 20.600 24.500 32.900
X2 S-C TH TH 9.000 10.000 13.000
Ważne informacje
Przy ustawianiu maszyny (serii S; F, HS, HF, X albo D) obok automatu SIPLACE serii X należy uwzględnić ograniczoną
przestrzeń pomiędzy obiema maszynami. W takich wypadkach należy za pomocą odpowiednich przedłużeń taśmy przenośni-
kowej stworzyć wolną przestrzeń pomiędzy maszynami wynoszącą 0,5 m.
Do uzyskania maksymalnej wydajności montażowej przy pierwszej maszynie SIPLACE serii X linii S musi być zamontowane
przedłużenie taśmy wlotowej, zaś przy ostatniej maszynie przedłużenie taśmy wylotowej.
CPP_H = Multistar CPP w wysokiej pozycji montażowej
CPP_L = Multistar CPP w niskiej pozycji montażowej
Instrukcja eksploatacji SIPLACE seria X 3 Dane techniczne i zespoły
Od wersji oprogramowania 706.1 SP1 Wydanie 10/2014 3.1 Parametry wydajności
119
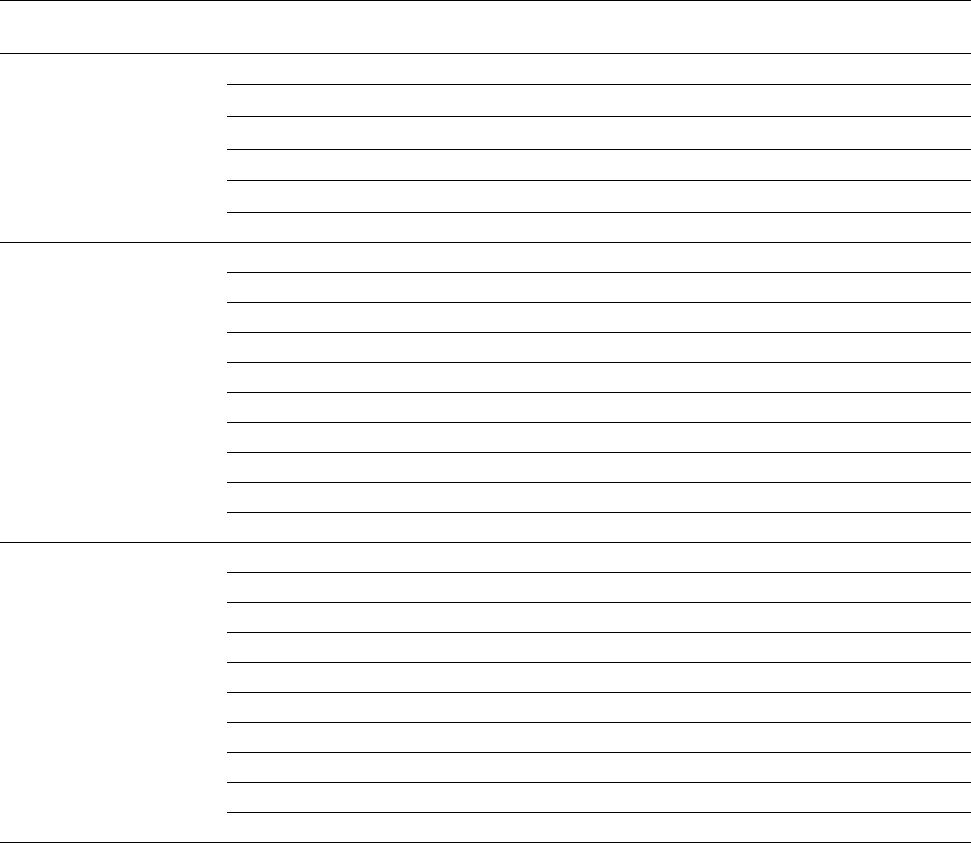
3.1.8 Dane głowicy montażowej
3
Spektrum podzespołów
*a
03015 do maks. 200 mm x 110 mm
Wysokość podzespołuC&P20 4mm
C&P20 P 4mm
C&P20 M 4mm
CPP
*b
6mm
CPP
*c
8,5 mm do 11,5 mm
TH 25 mm (większe wysokości na zamówienie)
Dokładność X/Y
*d
C&P20 ± 41 μm (3), ± 55 μm (4) Kamera podzespołów typu 23 (6 x 6)
C&P20 ± 41 μm (3), ± 55 μm (4) Kamera podzespołów typu 41 (6 x 6)
C&P20 P ± 36 μm (3), ± 48 μm (4) Kamera podzespołów typu 23 (6 x 6)
C&P20 P ± 36 μm (3), ± 48 μm (4) Kamera podzespołów typu 41 (6 x 6)
C&P20 M ± 25 µm/3
*e
Kamera podzespołów typu 41 (6 x 6)
C&P20 M ± 20 µm/3
*f
Kamera podzespołów typu 41 (6 x 6)
CPP ± 41 μm (3), ± 55 μm (4) Kamera podzespołów typu 30 (27 x 27)
CPP ± 34 μm (3), ± 45 μm (4) Kamera podzespołów typu 33 (55 x 45)
TH ± 26 μm (3), ± 35 μm (4) Kamera podzespołów typu 33 (55 x 45)
TH ± 22 μm (3), ± 30 μm (4) Kamera podzespołów typu 25 (16 x 16)
Dokładność kątowa C&P20 ± 0,5° (3), ± 0,7° (4) Kamera podzespołów typu 23 (6 x 6)
C&P20 ± 0,5° (3), ± 0,7° (4) Kamera podzespołów typu 41 (6 x 6)
C&P20 P ± 0,5° (3), ± 0,7° (4) Kamera podzespołów typu 23 (6 x 6)
C&P20 P ± 0,5° (3), ± 0,7° (4) Kamera podzespołów typu 41 (6 x 6)
C&P20 M ± 0,5° (3) Kamera podzespołów typu 41 (6 x 6)
CPP
*g
± 0,4° (3), ± 0,5° (4) Kamera podzespołów typu 30 (27 x 27)
CPP
*h
± 0,5° (3), ± 0,7° (4) Kamera podzespołów typu 30 (27 x 27)
CPP ± 0,2° (3), ± 0,3° (4) Kamera podzespołów typu 33 (55 x 45)
TH ± 0,05° (3), ± 0,07° (4) Kamera podzespołów typu 33 (55 x 45)
TH ± 0,05° (3), ± 0,07° (4) Kamera podzespołów typu 25 (16 x 16)
*)a Pamiętaj, że możliwa do montażu gama podzespołów zależy także od geometrii, specyficznych standardów klienta, tolerancji
opakowań podzespołów i tolerancji podzespołów.
*)b Głowica CPP: w niskiej pozycji montażowej (nie jest możliwe zastosowanie stacjonarnej kamery podzespołów).
*)c Głowica CPP: w wysokiej pozycji montażowej
*)d Wartość dokładności, mierzona zgodnie z ogólnym standardem IPC.
*)e SIPLACE X4 S micron bez opcji „High Precision“.
*)f SIPLACE X4 S z opcją „High Precision“.
*)g Wymiary podzespołów w zakresie od 6 mm x 6 mm do 27 mm x 27 mm.
*)h Wymiary podzespołu mniejszego niż 6 mmx6 mm