00197012-04_UM_X-Serie-S_PL - 第166页
3 Dane techniczne i zespo ł y Instrukcja eksploatacji SIPLACE seria X 3.6 System portali Od wersji oprogramowania 706.1 SP1 Wydanie 10/2014 166 3.6.9 Dane techniczne osi Y w automacie SIPLACE X2 S / X3 S / X4 S / X4i S 3…
Instrukcja eksploatacji SIPLACE seria X 3 Dane techniczne i zespoły
Od wersji oprogramowania 706.1 SP1 Wydanie 10/2014 3.6 System portali
165
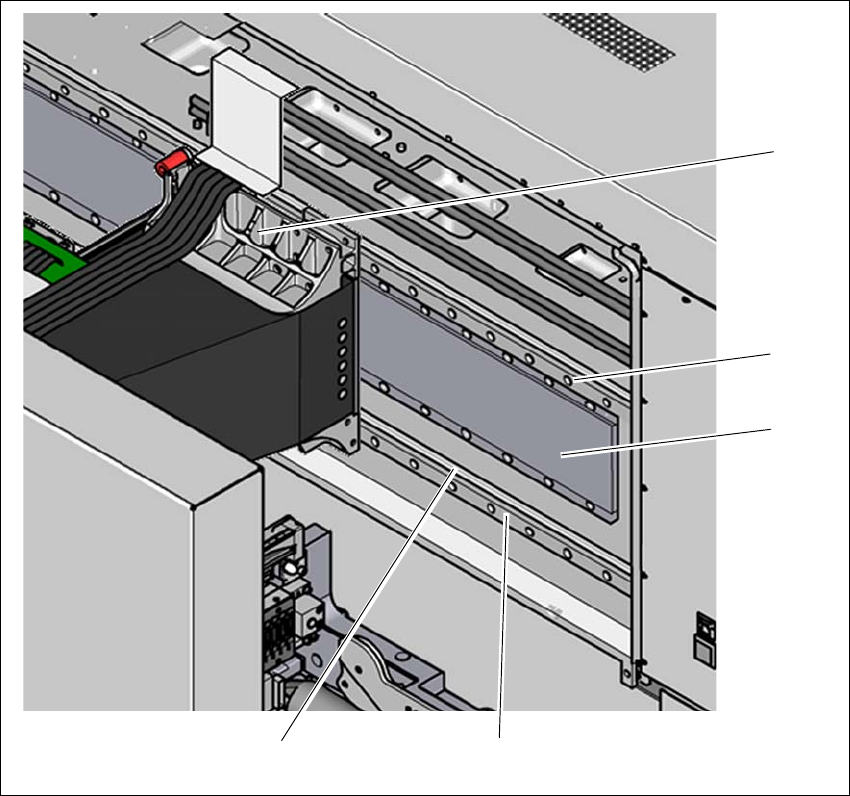
3.6.8 Budowa osi Y
3
Rys. 3.6 - 6 Budowa osi Y (przykład SIPLACE X2 S / X3 S / X4 S)
Oś Y składa się z następujących głównych zespołów:
(1) Silniki liniowe Y (część pierwotna) w osi X z łożyskiem stałym i przesuwnym
(2) Magnes stały (część wtórna silnika liniowego Y)
(3) Liniowy układ pomiarowy położenia
(4) System prowadnic
(1)
(4)
(2)
(3)
(4)
3 Dane techniczne i zespoły Instrukcja eksploatacji SIPLACE seria X
3.6 System portali Od wersji oprogramowania 706.1 SP1 Wydanie 10/2014
166
3.6.9 Dane techniczne osi Y w automacie SIPLACE X2 S / X3 S / X4 S / X4i S
3
3.6.10 Dane techniczne osi Y w automacie SIPLACE X4 S micron / X4i S micron
3
Napęd Silnik liniowy (napęd pierwotny)
Maks. prędkość 2,5 m/s
Układ do pomiaru przesuwu Liniowa podziałka metalowa
Rozdzielczość 1 μm
Napęd Silnik liniowy (napęd pierwotny)
Maks. prędkość 2,5 m/s
Układ do pomiaru przesuwu Liniowa podziałka metalowa
Rozdzielczość 0,5 μm
Instrukcja eksploatacji SIPLACE seria X 3 Dane techniczne i zespoły
Od wersji oprogramowania 706.1 SP1 Wydanie 10/2014 3.7 Układ transportowy POD
167
3.7 Układ transportowy POD
3.7.1 Opis
Transportery POD wykonane są jako komponenty pięcioczłonowe, z taśmą podającą, obszarem
montażu 1, taśmą pośrednią, obszarem montażu 2 i taśmą wylotową. Wszystkie trzy obszary -
transporter podający, pośredni i wylotowy - służą jako strefy buforowe dla płytek drukowanych.
Taśmy transporterów są napędzane bezszczotkowymi silnikami prądu stałego. Transport płytek
drukowanych jest nadzorowany i sterowany fotokomórkami. Gdy płytka drukowana dojdzie do
sekcji uzbrajania i minie zaporę świetlną, jest wyhamowywana. Laserowa zapora świetlna reje-
struje pozycję płytki drukowanej. Gdy tylko płytka drukowana osiągnie pozycję zadaną, taśma
transportera jest zatrzymywana i płytka drukowana zaciskana od spodu.
Odległość między górną powierzchnią pł
ytki drukowanej i głowicą montażową pozostaje niezmie-
niona dla każdej płytki drukowanej i nie zależy od jej grubości. Odpowiednio także prędkość
uzbrajania nie zależy od grubości płytek. Ponadto możliwe jest zoptymalizowanie centrowania
znaczników płytek drukowanych. Dzięki stałej odległości między powierzchnią płytki drukowanej
i kamerą, ogniskowa kamery jest zawsze dokładnie ustawiona na powierzchnię płytki drukowanej.
Kontury znaczników płytki drukowanej są optymalnie odwzorowane na układzie CCD kamery do
płytek drukowanych.
Szerokość transportera płytek drukowanych jest ustawiana i monitorowana elektronicznie przez
zintegrowany obwód regulacji. Może być wybierana wywołaniem programowym. W tym celu elek-
troniczny układ regulacji włącza silnik napędowy tak długo, aż zostanie osiągnięta żądana szero-
kość. Regulacja szeroko
ści jest więc niezależna od innych komponentów maszyny.
W automacie można wybrać taką wysokość transportera, aby mógł on zostać zintegrowany w li-
niach o wysokości transporterów 900, 930 albo 950 mm. Standardowa wysokość wynosi 930 mm.
Komunikacja między transporterami płytek drukowanych poszczególnych automatów odbywa się
przez interfejs SMEMA lub opcjonalny interfejs Siemens.