松下NPM-TT2中文规格书.pdf - 第40页
NPM-TT2 2016 .0208 - 34 - BGA/ CSP ( 类型 3) 能够贴装 BGA/ CSP 的条件如下所示。 ( 但是,基本上,首先在获 得样 品后,再经过研讨和实 验 ,才能判断是否能够贴装 BGA/ CSP 。 ) 8 吸嘴 贴装头 3 吸嘴贴装头 外形尺寸 2 × 2 mm ~ 32 × 32 mm 2 × 2 mm ~ 90 × 90 mm ※ 厚度 0.3 mm ~ 12 mm 0.3 mm ~ 30 m…
NPM-TT2 2016.0208
- 33 -
3D ( : 3)
在类型 2 的功能之上,类型 3
・能够高速检测 QFP/ SOP 等所有引脚的平坦度和 XY 方向的位置。
・可以检测出 BGA/ CSP 等所有焊锡球的有无和脱落。
识别方法 识别速度 对象元件例子
最小引脚/
最小焊锡球间距
最小引脚宽度/
最小焊锡球直径
最小焊锡球高度
整体识别 3D 高速
QFP, SOP
0.4 mm
※
1
0.12 mm
―
BGA, CSP
0.5 mm
※
2
0.3 mm 0.25 mm
※NPM-D3,NPM-W2以后搭载的多功能识别照相机,与常规线性照相机的零件一部分不通用。(使用识别选购件的亮度检测等功能时)
※
1
有关引脚间距不满
0.4 mm
的
QFP/ SOP
,请另行商洽。
※
2
有关焊锡球间距不满
0.5 mm
的
CSP
,请另行商洽。
QFP (类型 3)
能够贴装 QFP 的条件如下所示。
(但是,基本上,首先在获得样品后,再经过研讨和实验,才能判断是否能够贴装 QFP。)
8 吸嘴贴装头 3 吸嘴贴装头
外形尺寸 2 × 2 mm ~ 32 × 32 mm 2 × 2 mm ~ 80 × 80 mm
※
厚度
1.0 mm ~ 12 mm 1.0 mm ~ 30 mm
引脚间距
0.4 mm, 0.5 mm, 0.65 mm, 1.0 mm, 1.27 mm, 1.5 mm
引脚宽度 0.2 mm 以上
引脚形状 从铸型突出的引脚必须在 1 mm 以上。
引脚平坦度的计测范围是±0.5 mm 以内。
引脚下面的平面部分需要在 0.2 mm 以上。
识别速度,随引脚数量,在贴装时会发生识别处理的等待时间。
详细请与本公司联络。
供给形态: 编带、托盘
※元件外形超过
45 × 45 mm
时,为分割识别
(
低速识别
)
。
下面平面部在
0.2 mm
以上
NPM-TT2 2016.0208
- 34 -
BGA/ CSP (类型 3)
能够贴装 BGA/ CSP 的条件如下所示。
(但是,基本上,首先在获得样品后,再经过研讨和实验,才能判断是否能够贴装 BGA/ CSP。)
8 吸嘴贴装头 3 吸嘴贴装头
外形尺寸
2 × 2 mm ~ 32 × 32 mm
2 × 2 mm ~ 90 × 90 mm
※
厚度
0.3 mm ~ 12 mm 0.3 mm ~ 30 mm
最小焊锡球间距
0.5 mm 0.4 mm
最小焊锡球直径 φ0.3 mm φ0.25 mm
焊锡球形状 球状
焊锡球材质 高温锡膏,共晶锡膏
焊锡球数量 2 × 2 个 ~ 64 × 64 个
焊锡球排列
焊锡球的间距和尺寸必须保持一致。
(关于缺焊锡球,交错孔图形与有关 BGA/ CSP 的
JEDEC,EIAJ 规定的内容必须相同。)
有时因焊锡球的表面状态而无法进行识别。
供给形态是下侧的焊锡球成为端子为对象。
识别速度,随焊锡球数量,在贴装时会发生识别处理的等待时间。详细请与本公司联络。
供给形态: 编带、托盘
※元件外形超过
45 × 45 mm
时,为分割识别
(
低速识别
)
。
(
识别范围
: 80 mm × 80 mm)
(类型 3)
能够贴装连接器的一般条件如下所述。
(但是,基本上,首先在获得样品后,再经过研讨和实验,才能判断是否能够贴装连接器。)
8 吸嘴贴装头 3 吸嘴贴装头
外形尺寸 32 × 32 mm 以内
L 120 × W 90 mm 以下
※
1
※
2
L 150 × W 25 mm 以下
※
1
引脚间距 0.5 mm 以上
引脚宽度 0.2 mm 以上
引脚形状 从主体部突出出的引脚必须在 1 mm 以上。
其他形状
在垂直方向,接触销周围不允许存在通孔。
接触销不允许在下面伸出。
※
1
贴装大型连接器时,由于其他吸着位置和识别范围,对尺寸可能会有限制。详细请与本公司联络。
※
2
识别范围超过
W 45 mm
并在
80 mm
以下时,为分割识别
(
低速识别
)
。
引脚平坦度的计测范围是±0.5 mm 以内。
引脚下面的平面部分需要在 0.2 mm 以上。
有时因引脚下面的表面状态而无法进行识别。
供给形态: 编带、托盘、杆
下面平面部在
0.2 mm
以
上
NPM-TT2 2016.0208
- 35 -
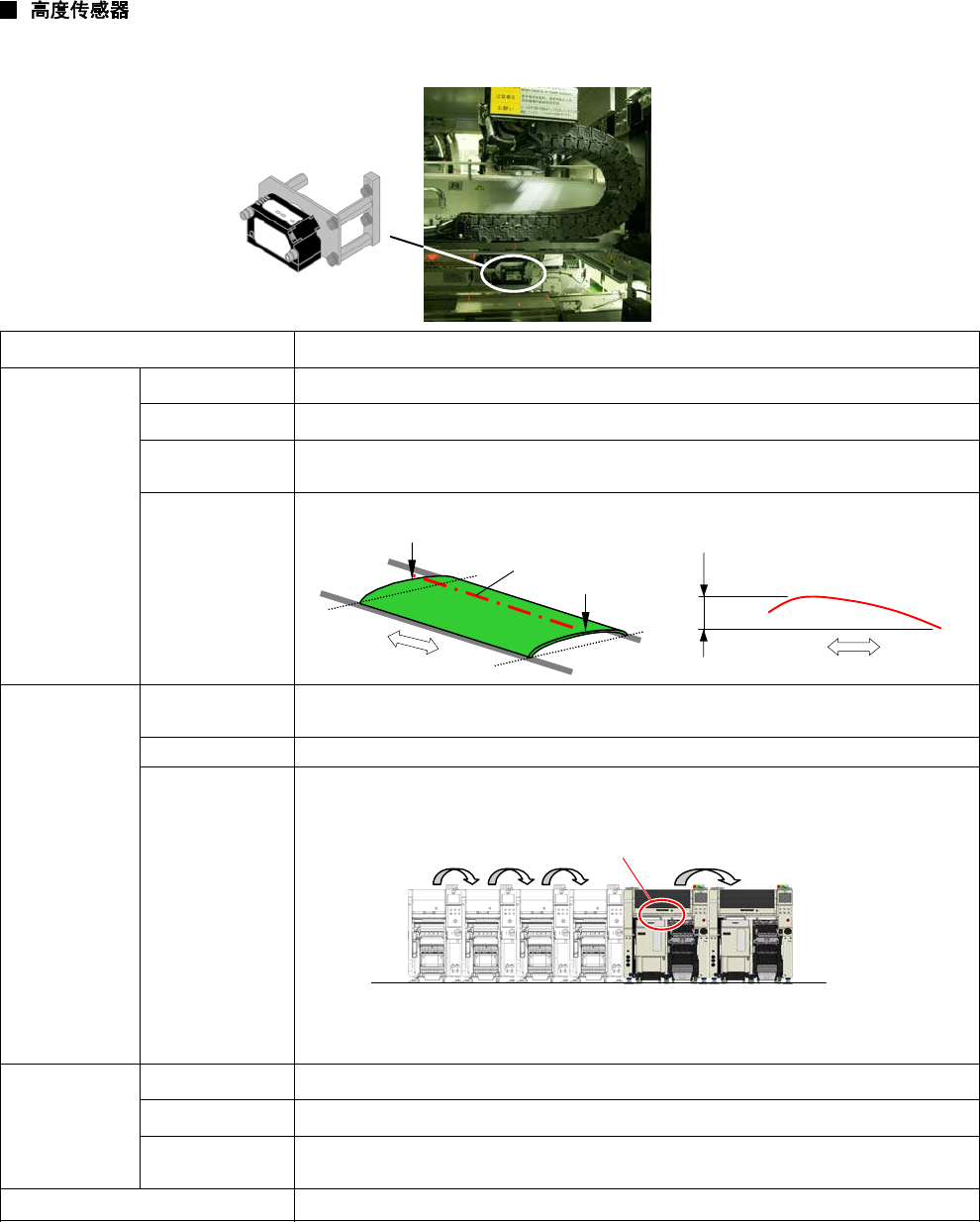
通过测定基板全体的高度(弯曲),控制贴装时的吸嘴高度
测定结果超过容许值时,在贴装开始前发出警告,防止发生品质不良的情况。
项 目 内 容
对象基板
※
1
基板厚度
1.6 mm ~ 8.0 mm
基板材料
玻璃环氧
测定面材料
镀铜 + 防焊膜面、镀铜面、silk 面在 1.5 × 1.5 mm 以上的区域
。
透明、半透明部分是对象外。(例: 玻璃环氧材料的面等)
基板弯曲量
向上弯曲
2 mm
以下、向下弯曲
2 mm
以下,而且弯曲倾斜在
0.5 %
以下,
并且棱线
(
传送方向
)
的高低差度在
1 mm
以下
功 能
基板弯曲容许值
检测
测定结果超过容许值时,在贴装开始前发出警告,防止发生品质不良的情况。
可以检查容许弯曲度(%)。
高度控制 测定基板全体的高度(弯曲),控制贴装高度。
测定数据的传接 在最前端的 NPM-TT2 所测定的数据传送到下游的 NPM-TT2
※
。
从 NPM-D3/ D2/ D 无法接收高度数据。
高度传感器
※
2
※连接
NPM-TT2
以外的设备时,不可进行数据的传送和接收。
※
对于每夹紧基板时弯曲形状会发生变化的基板,请另行商洽。
测定条件
测定高度 基板上面 ±4 mm (是能够测定的范围。不是基板弯曲容许范围。)
测定区域 需要在基板边缘、缺口的 5 mm 内侧设定测定点。
测定点
※
3
全体弯曲补正: 9 点以上 (最多 25 点/基板)
图案弯曲补正: 9 点/分类以上 (最多 25 点/分类)
测定时间
3.0 s (在 510 × 590 mm 基板测定 9 点的最佳条件下)
※
1
在基板弯曲补正中能够补正的弯度,只限断面形状为
U
字型的简单曲面。
复杂弯曲状况时,通过使用图案弯曲补正作为单纯弯曲面的组合可以进行补正。
有缝隙
(
缺口
)
的基板、薄型基板的弯曲形状有趋向复杂化的可能,建议进行图案弯曲补正。
(
参照下一页
)
※
2
高度传感器,请选择安装在最前端的
NPM-TT2
。
单轨模式生产时只选择前侧,双轨模式生产时请选择前侧和后侧。
※
3
有关测定点的最大设定数
(
设定总数
)
,请参照「
3.1
基本规格 生产数据」。
传送方向
棱线
A
传送方向
棱线
A
B
1 mm
以下
B
NPM-D3/ D2/ D
NPM-TT2
高度传感器