JT300系列 AOI说明书 - 第48页
深圳市劲拓自动 化设备有限公司 (培训资料) 第 48 页 共 55 页 4.5.4 调试技巧 1 、 CHI P 物料的虚焊 调整。对于焊盘 两端正常焊锡 ,但是检测结果 为虚焊的,则需 要检测元件 本 体大小是否正常 。 如下图所示, 右边元件报告虚焊 , 如果适当增加元件本体大 小, 调整为左边那样, 本体在焊盘两端 稍微多出一点点, 则系统在检测 就可正常通过, 但是本体如 果太大, 则焊盘检测区 域太小,则会报 告少锡。 2 …
深圳市劲拓自动化设备有限公司
(培训资料)
第 47 页 共 55 页
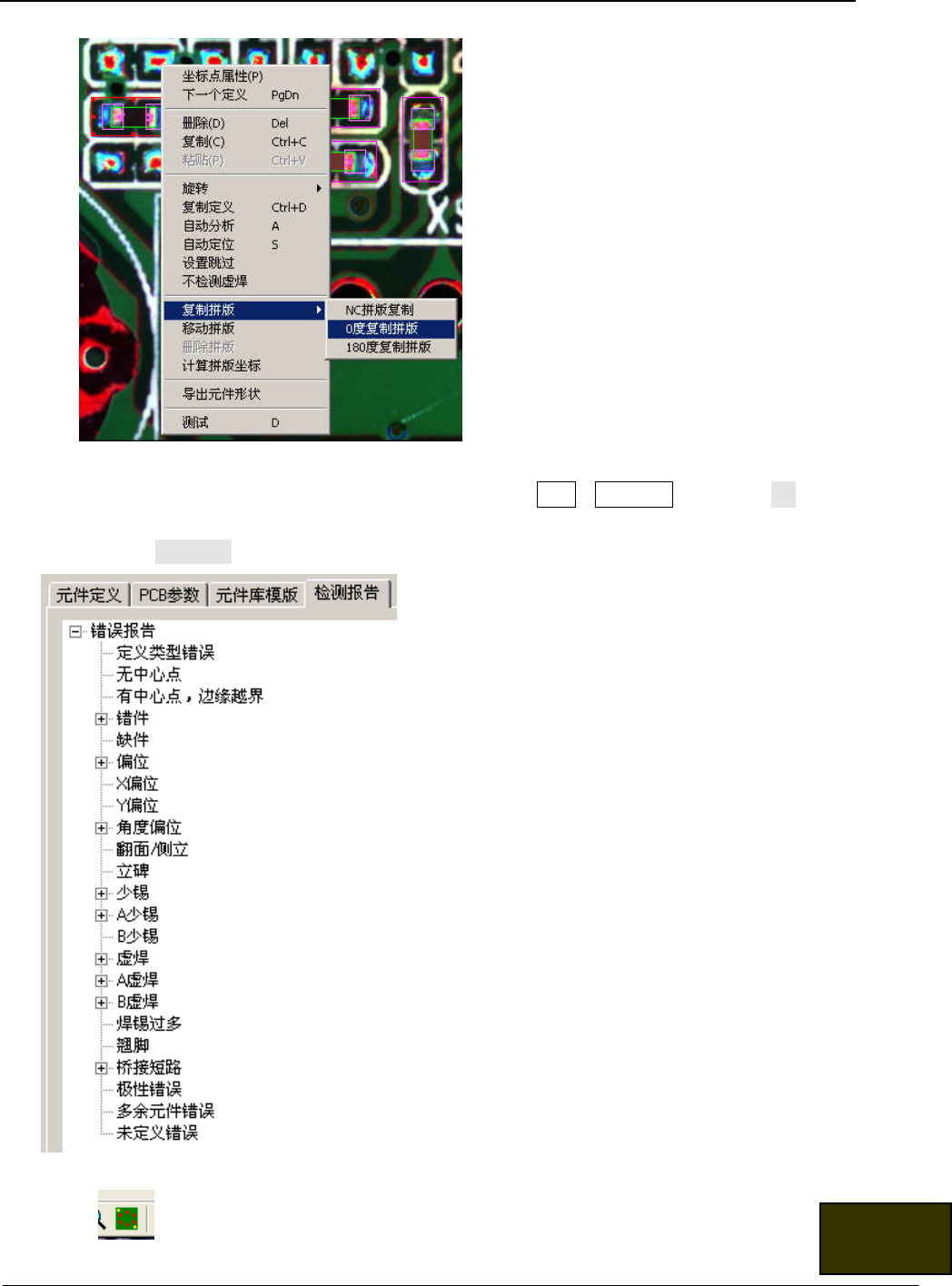
4.5.2 程序检测
在程序制作完成以后,需要作一次模拟检测。 根据菜单数据-自动检测,或快捷键 F5 自动执
行。
检测结果会在错误报告中作分类说明,双击错误类型,逐个排除定义偏差。
4.5.3
离线调试完成后,生产机器格式保存输出;(即“数据”“生成机器路径”;或者是直接点击工
具栏上面的 按钮就可以了。然后点击“保存”按钮。这样就可以到“在线检测”模
块里面调试程序了。
返回目录
深圳市劲拓自动化设备有限公司
(培训资料)
第 48 页 共 55 页
4.5.4 调试技巧
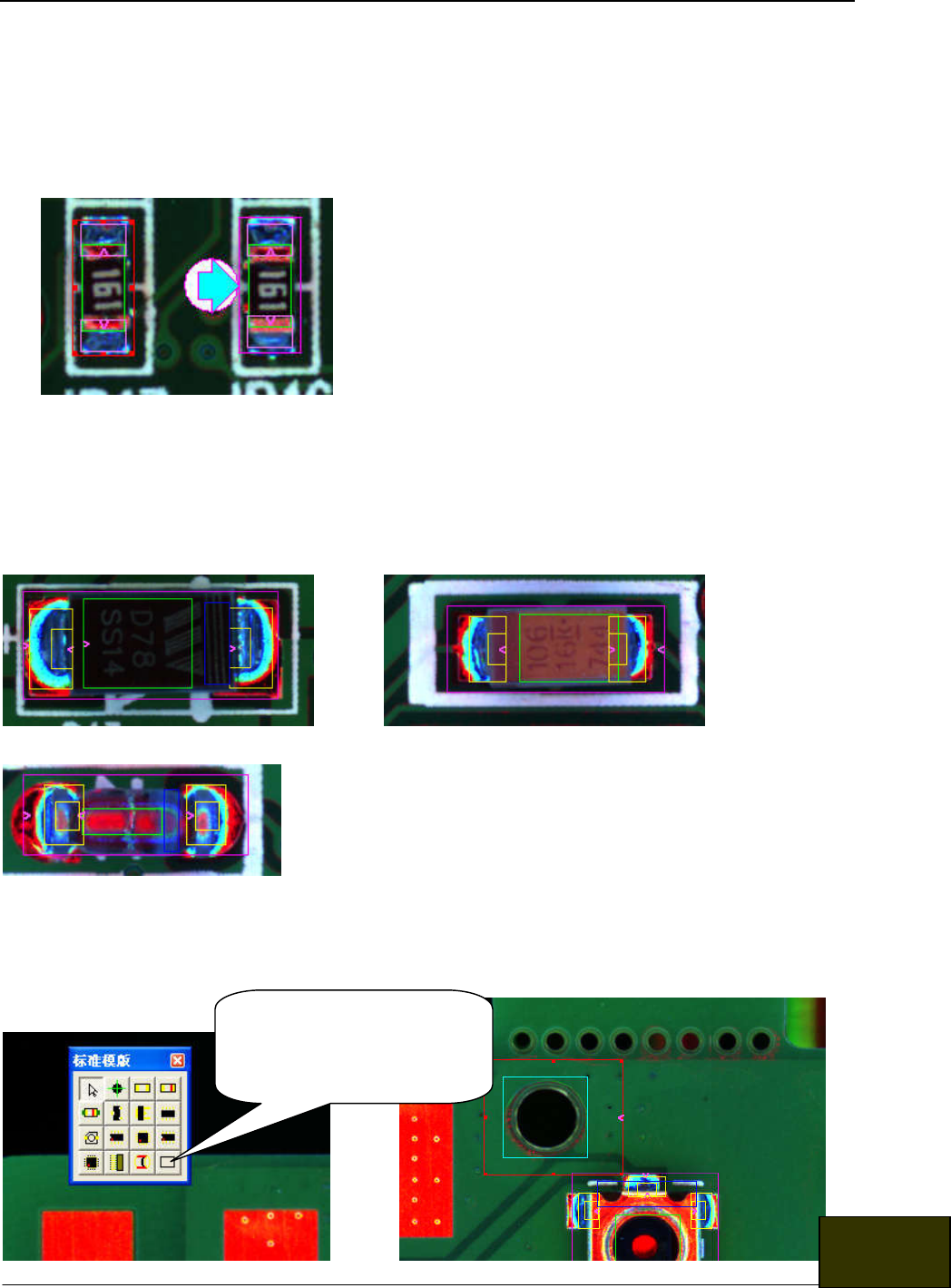
1、 CHIP 物料的虚焊调整。对于焊盘两端正常焊锡,但是检测结果为虚焊的,则需要检测元件本
体大小是否正常。如下图所示,右边元件报告虚焊,如果适当增加元件本体大小,调整为左边那样,
本体在焊盘两端稍微多出一点点,则系统在检测就可正常通过,但是本体如果太大,则焊盘检测区
域太小,则会报告少锡。
2 、选择正确的元件类型
J 型脚的贴片钽电容和非玻璃体的二极管等 DIODE 类型的元件,都选择二极管定义框, 如果对丝
印取样,则可以不用极性检测部分,因为丝印在勾选“极性检测”后也可以检测极性,否则必须按照极
性定义来检测。
对有玻璃体二极管,则需要按圆柱体方式元件检测。
3 、IC 虚焊调试困难。需要确定 IC 的脚间距设定正确,IC 桥接框设定正确。选择 IC 脚,设定正确
的焊接比例与焊脚颜色值及焊盘颜色值,测试即可。
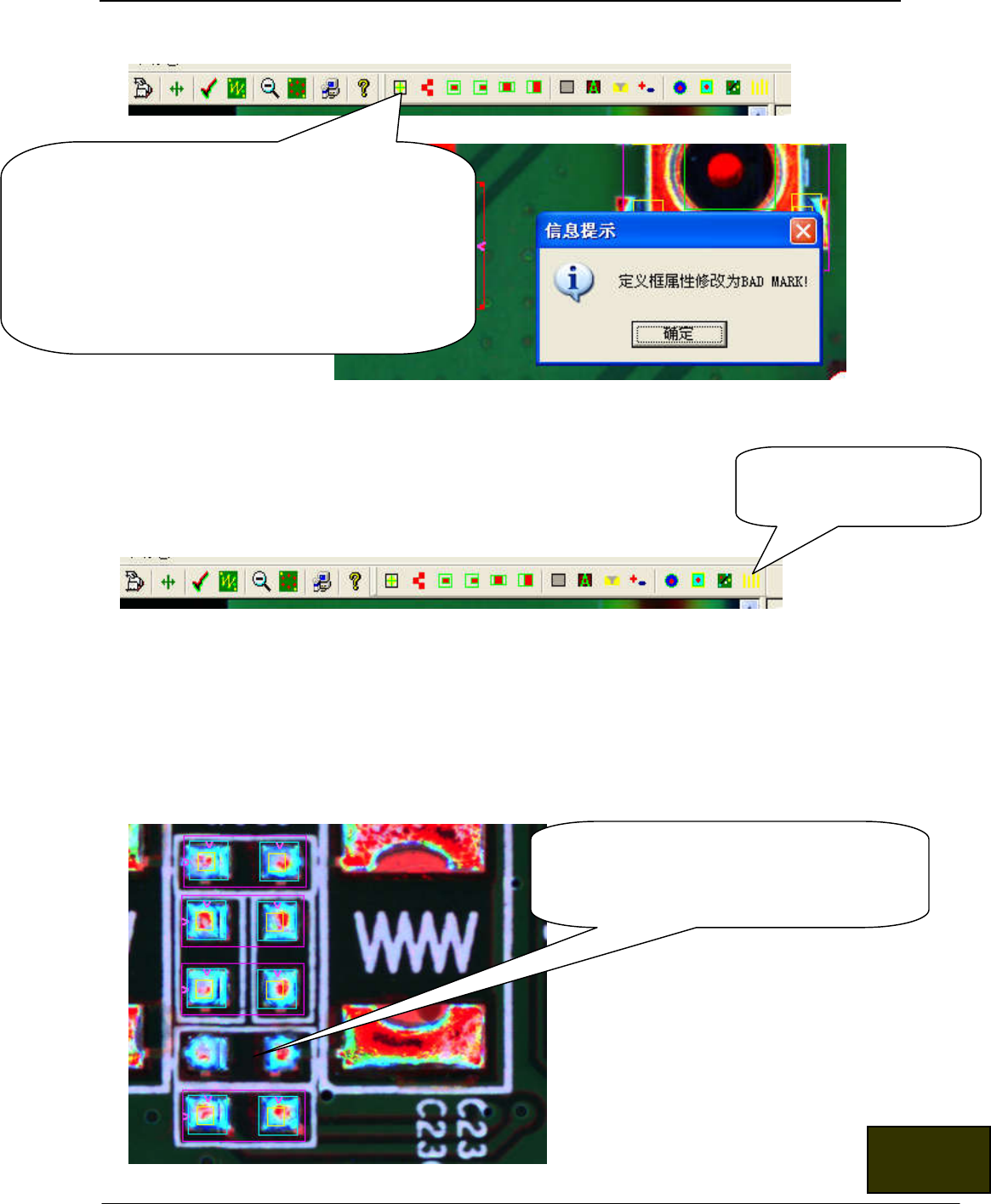
4. 6 制作 BADMARK
(1) (2)
1、在孔洞位置或者是某一位
置,点击此按钮“增加异形
元件定义框”
返回目录
深圳市劲拓自动化设备有限公司
(培训资料)
第 49 页 共 55 页
(3)
(4)
4.7 制作金手指
与做 Bad Mark 类型一样,先增加“异形定义框”,再点击如图示的“PCB 金手指检测”按钮,然后
选中内框(即“金手指检测框”)将其调整为金手指可能出现的锡珠的颜色,在右侧“最小”值输入 1 ,
“最大”值输入 100,此设值为严格的检测设定。2%也是严格的设值,3%以上为放松设值。最后右击
外框,选择“新坐标点属性”,同样在 Par No 和 Nc Name 里输入名称和类型就可以了。
4.8 制作空焊盘检测
2、点击此按钮,选择“MARK 类型,则出现如图 4
提示,点击“确定”就会出现如图 2,再选定里面蓝色
MARK 框调整为 MARK 颜色,最后选定外框(即
MARK 点搜索区域框),调整颜色也是为 MARK 颜色。
右击选择“新增坐标点属性”,在 PAR NO 里面输入
类型,在“NC Name”里输入名字。此 BAD MARK
即定义完毕。
点击此按钮“PCB 金手指
检测”按钮
在 BOM 中有空焊盘坐标的情况下,先双击十
字坐标,使其变成黄色,再选取“增加异形
定框”
返回目录