SM411F_Service Manual.pdf - 第137页
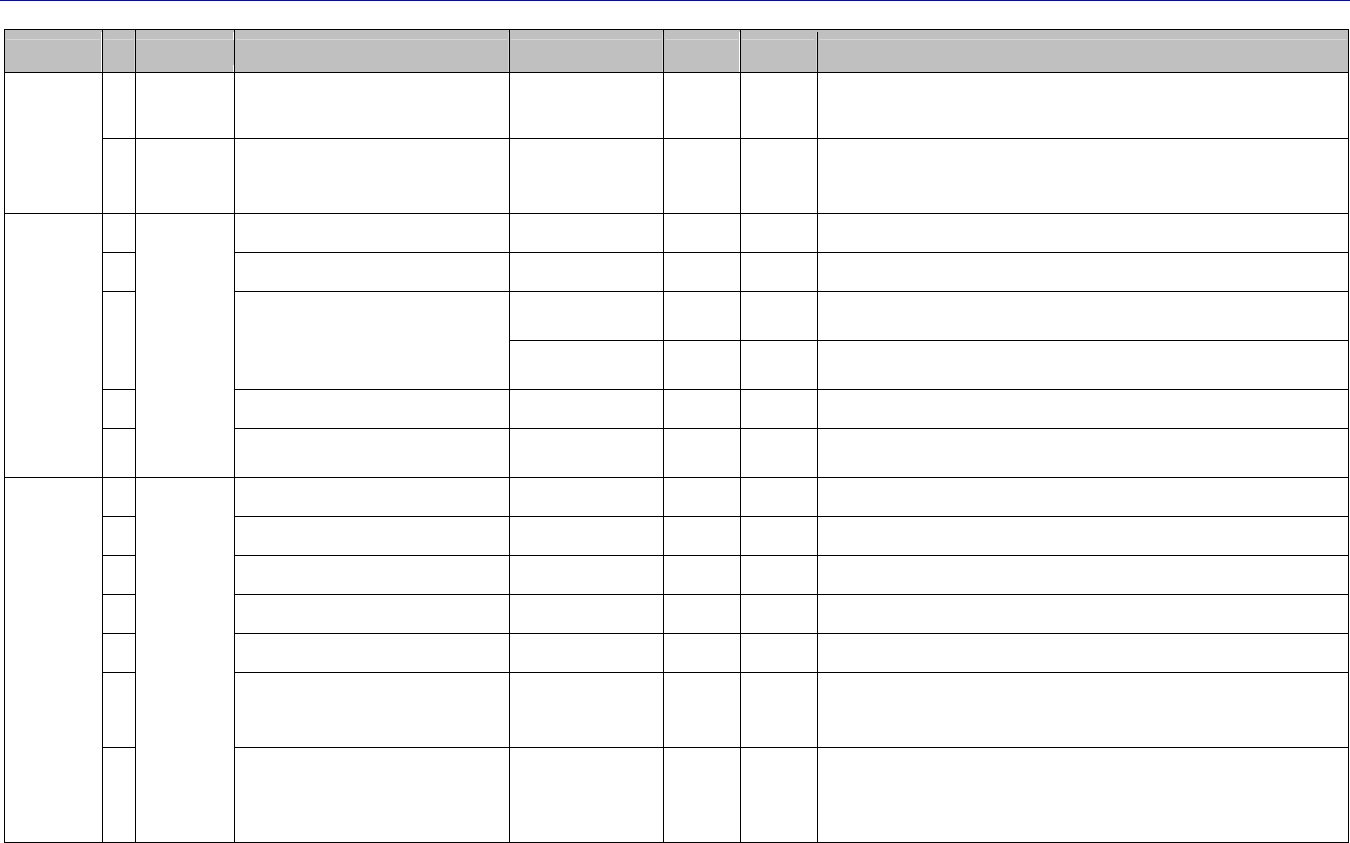
Softwar e Module No Constant Name Classification Va l u e Unit Description 50 SYS_DELA Y_R1 Use 50 msec The delay th at is used for general R-axis movement.. 51 SYS_DELA Y_R2 Use 50 ms ec The delay that is used for R-axi…
Software
Module
No
Constant Name Classification
Value
Unit Description
98
IGNORE_BUTDOWN_SENS
OR
Reserved 1 Const
0: There is BUT Down sensor.
0: There is not BUT Down sensor.
49
Debug
HEAD_LIGHT_BOARD_TYP
E
0 0 , 1
0: Illumination board for the head for mass production.
1: Old illumination board
40
SYS_DELAY_XY1 Use 20 msec The delay that is used for general XY movement.
41
SYS_DELAY_XY2 Use 20 msec The delay that is used for XY movement for part pickup.
8 msec
The delay that is used for XY movement of placing the part
(Polling).
42
SYS_DELAY_XY3
Use 2 msec
The delay that is used for XY movement of placing the part
(Polling).
43
SYS_DELAY_XY4 Use 40 msec The delay that is used for high precision XY movement.
XY Move
44
Factory
SYS_BACKLASH_XY Use 5 um
The zone that is used in the XY backlash prevention
algorithm.
45
SYS_DELAY_Z1 Use 0 msec The delay that is used for general Z-axis movement.
46
SYS_DELAY_Z2 Reserved 0 msec -
47
SYS_DELAY_Z3 Reserved 0 msec -
48
SYS_DELAY_Z4 Use 20 msec The delay that is used for high precision Z movement.
49
SYS_BACKLASH_Z Reserved 0 um -
81
ESCAPE_Z_FAST Use 21000 um
The Z-axis position at which the part is picked up and the
mirror begins to close in the case of the FLY_SS Cycle
(6000 ~ 45000).
Z Move
82
Factory
ESCAPE_Z_MNT_FAST Use 2500 um
The Z-axis height to which the XY can move when the Z-
axis moves up after performing placement in the case of
the FLY_SS Cycle (1000 ~ 6000).
The values other than the above are treated as 8000.
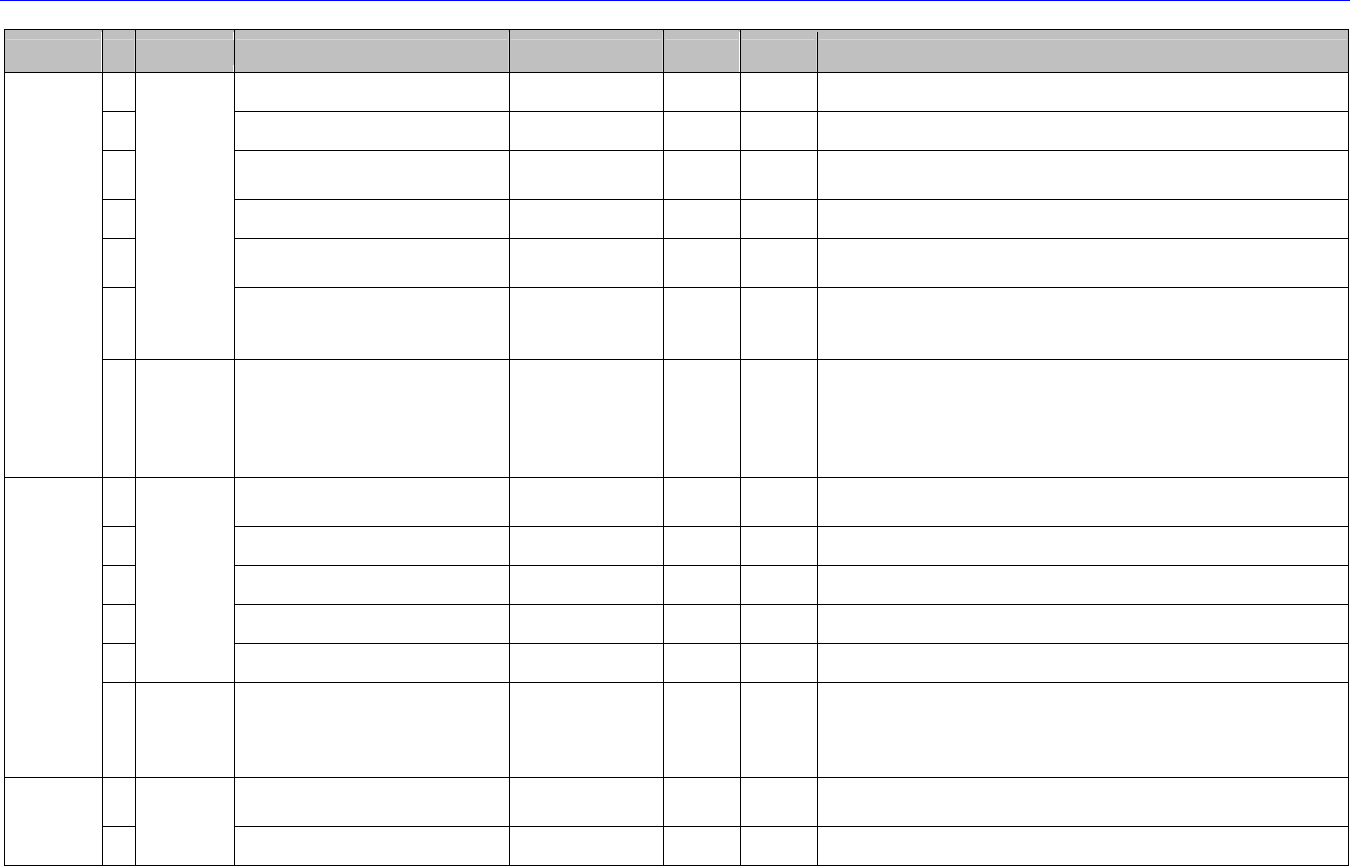
Software
Module
No
Constant Name Classification
Value
Unit Description
50
SYS_DELAY_R1 Use 50 msec The delay that is used for general R-axis movement..
51
SYS_DELAY_R2 Use 50 msec The delay that is used for R-axis movement for part pickup.
52
SYS_DELAY_R3 Use 20 msec
The delay that is used for R-aix movement of placing the
part.
53
SYS_DELAY_R4 Use 50 msec The delay that is used for high precision R-axis movement..
54
SYS_BACKLASH_R Use 1500 mdeg
The zone that is used in the R-axis backlash prevention
algorithm.
83
Factory
HEAD_AUX_HOME Use 1 Const
Determine whether to use the auxiliary R-axis home sensor
of the head.
0: Not used 1: Used
R Move
26
Debug
R_MAX_SPEED_COMP_SIZ
E
Use 1,800 um
The part size that allows the R-axis to rotate at the
maximum speed.
Only for the part below 1800 based on the long side, R-aixs
moves at the maximum speed that can be obtained from
the SM411.
55
SYS_DELAY_M1 Use 0 msec
The delay when the mirror is closed in the case of the
FLY_SS Cycle.
56
SYS_DELAY_M2 Reserved 0 msec -
57
SYS_DELAY_M3 Reserved 0 msec -
58
SYS_DELAY_M4 Use 0 msec The delay when the mirror is closed.
59
Factory
SYS_BACKLASH_M Reserved 0 um -
Mir Move
80
Factory
ESCAPE_M_FAST Use 170000 mdeg
The Mirror-axis angle at which the Z-axis begins to move
when the mirror opens in the case of the FLY_SS Cycle
(80000 ~ 175000).
The values other than the above are treated as 80000.
60
HEAD_SIDE_DN_TIME Use 0 msec
The minimum period of time required to operate the side
illumination of the head.
Side Down
61
Factory
HEAD_SIDE_DN_TIMEOUT Use 500 msec Time out when operating the side illumination of the head.
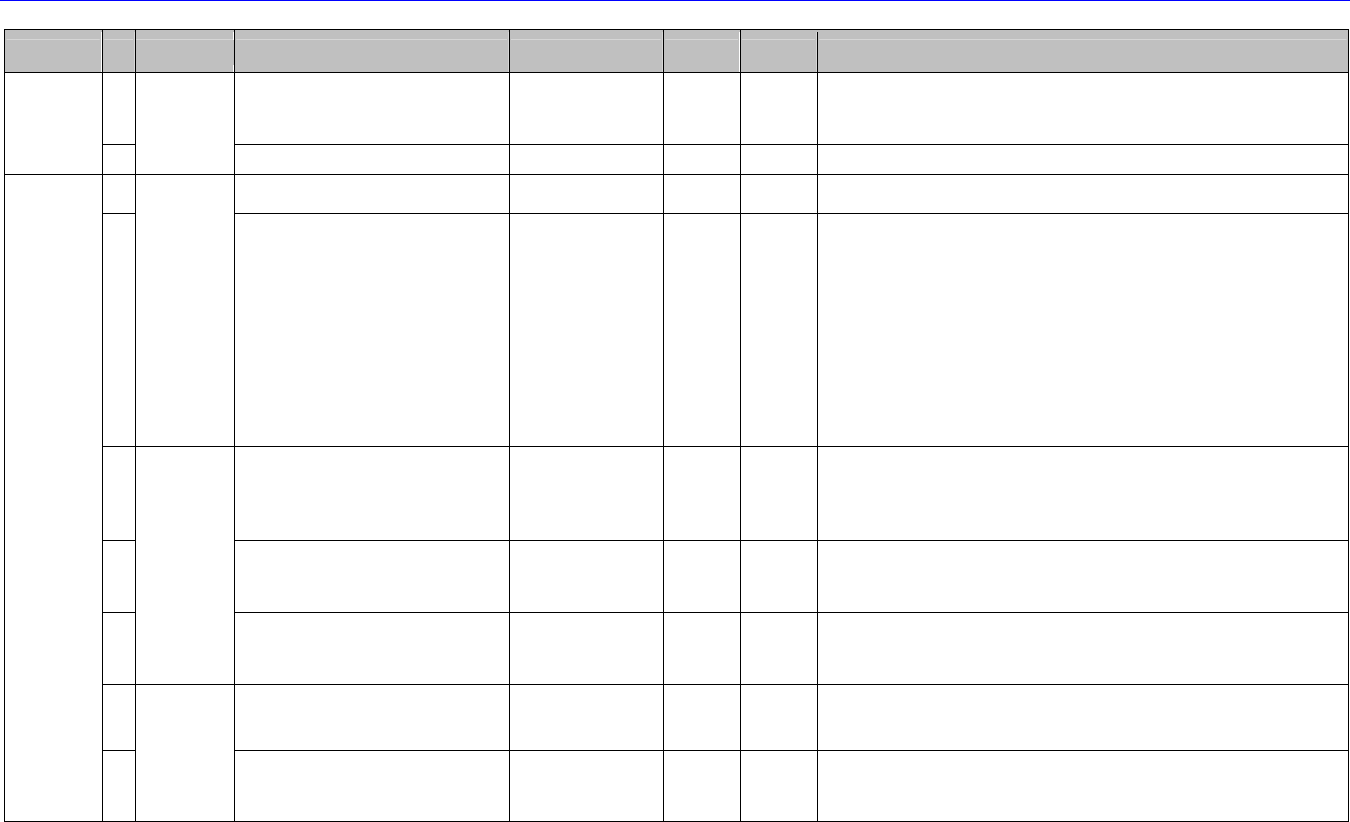
Software
Module
No
Constant Name Classification
Value
Unit Description
76
FORCE_CONTROL_HEIGHT Use 500 um
The Z-axis height at which the force control function begins to be
applied. It is based on the placement height.
Only those values within -1000 ~ 6000 are applicable.
Specipic
Function
86
Factory
TWIN_SERVO_SKEW_DIST Use 200 um Allowable skew error of Y1/Y2.
84
USE_FAST_PICK_UP Use 1 Const 0: Not use the Fast PickUp function, 1: Use the Fast PickUp function.
95
Factory
PICK_TEACH_XY_METHOD Use 0 const
Set the Pick-Up Position XY Offset compensation function during the
automatic placement.
Here, in order to apply the compensated offset, the Debug Constant #31
(TAPE_PICK_OFFSET_WEIGHT) must be set to 1.
0: Not used.
1: Perform compensation when the ‘part retry out’ error occurs.
2: Perform compensation immediately before the part retry out count to
be set. If it is still no good, stop the machine.
3: Perform compensation always before picking up the part (applicable
for fine parts less than 0402 part size ).
31
TAPE_PICK_OFFSET_WEIGHT Use 0
The function that determines whether to apply the offset obtained at the
designated pick-up position of the tape feeder.
0: It is not applied.
1: It is applied.
45
SUPPORT_HALF_PICK_UP Use 1 0 , 1
Determine whether to allow support of the Half Pick Up function.
0: Not use.
1: Use.
55
Debug
SUPPORT_VIRTUAL_PICK Use 1 0 , 1
Determine whether to allow support of the Virtual Pick (Push).
0: Not use.
1: Use.
65
POCKET_TEACH_LIGHT_OUT Use 5 const
Set the outer illumination value of the fiducial camera that is used to
perform the pocket teaching during automatic placement.
Pick Up
66
Debug
POCKET_TEACH_LIGHT_IN Use 0 const
Set the inner illumination value of the fiducial camera that is used to
perform the pocket teaching during automatic placement.